Potrebbero piacerti anche
- Ion Exchange TechnologyDa EverandIon Exchange TechnologyF.C. NachodNessuna valutazione finora
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentDa EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentNessuna valutazione finora
- Uasb/egsb Applications For Industrial Wastewater TreatmentDocumento10 pagineUasb/egsb Applications For Industrial Wastewater Treatmentalberto_03Nessuna valutazione finora
- Noniterative Design of Multiple Effect Evaporators Using Excel Add InsDocumento10 pagineNoniterative Design of Multiple Effect Evaporators Using Excel Add InsGalang Hanif AbdulahNessuna valutazione finora
- 1 Sludge Treatment and Disposal-1Documento27 pagine1 Sludge Treatment and Disposal-1Liyana RaisNessuna valutazione finora
- 77 Two Stage Uasb Treatment of Industrial Wastewater With Internal CirculationDocumento10 pagine77 Two Stage Uasb Treatment of Industrial Wastewater With Internal CirculationngocdungmtNessuna valutazione finora
- Silica Removal - Prevent Fouling of Ro MembraneDocumento13 pagineSilica Removal - Prevent Fouling of Ro MembraneMarc NguyenNessuna valutazione finora
- Assignment Tutorial WWWDocumento5 pagineAssignment Tutorial WWWZariq NazaruddinNessuna valutazione finora
- Ultrafiltration Technologies PDFDocumento18 pagineUltrafiltration Technologies PDFBurak GülenNessuna valutazione finora
- Ozone Based Waste Water TreatmentDocumento10 pagineOzone Based Waste Water TreatmentZafar BukhariNessuna valutazione finora
- Gbhe-Peg-015 Practical Guide On The Reduction of DiscDocumento87 pagineGbhe-Peg-015 Practical Guide On The Reduction of DiscjrfmlNessuna valutazione finora
- Aeration and Gas Stripping PDFDocumento18 pagineAeration and Gas Stripping PDFLTE002Nessuna valutazione finora
- Gas AbsorptionDocumento19 pagineGas Absorptionedmark icalina75% (4)
- Design ChallengesDocumento52 pagineDesign ChallengesDrSurendra Pratap SinghNessuna valutazione finora
- 5795 F 69808 Ae 33 e 89 Fad 6 FBBDocumento7 pagine5795 F 69808 Ae 33 e 89 Fad 6 FBBWilliam ValenciaNessuna valutazione finora
- MicrofilterDocumento23 pagineMicrofilterArrianne Jaye MataNessuna valutazione finora
- Cyclone Excel Calculation - Google SearchDocumento2 pagineCyclone Excel Calculation - Google SearchFucKerWengieNessuna valutazione finora
- Chapter No.5 Reactor DesignDocumento8 pagineChapter No.5 Reactor DesignmichsantosNessuna valutazione finora
- Zero Water Discharge in Process Industry-MainDocumento21 pagineZero Water Discharge in Process Industry-Maineagle_snake2002Nessuna valutazione finora
- Treatment of Softdrink Industry Wastewater Using An Integrated Anaerobicaerobic Membrane BioreactorDocumento154 pagineTreatment of Softdrink Industry Wastewater Using An Integrated Anaerobicaerobic Membrane BioreactorAbiodun Gbenga100% (1)
- Veturi Design ProcedureDocumento2 pagineVeturi Design Procedureshivanandr2481Nessuna valutazione finora
- 1.1.1 Design Calculations:: WhereDocumento7 pagine1.1.1 Design Calculations:: WhereMuhammad XubairNessuna valutazione finora
- Design of An UASB ReactorDocumento6 pagineDesign of An UASB Reactoranamdeo08Nessuna valutazione finora
- Bubble Column ReactorDocumento21 pagineBubble Column ReactorMuhammad Hamzah SyahrirNessuna valutazione finora
- AI in Chemical EngineeringDocumento17 pagineAI in Chemical Engineeringpatel arpitNessuna valutazione finora
- Sizing of UASBDocumento2 pagineSizing of UASBSa'ad Abd Ar RafieNessuna valutazione finora
- MP305 PDFDocumento40 pagineMP305 PDFrichardstormNessuna valutazione finora
- Ion Exchange PDFDocumento14 pagineIon Exchange PDFKomma RameshNessuna valutazione finora
- NaOH Practicality StudyDocumento51 pagineNaOH Practicality StudyPeterWangNessuna valutazione finora
- Carbon Aktif DesignDocumento21 pagineCarbon Aktif Designnurrahman.auliaNessuna valutazione finora
- Chapter 16 Lime SofteningDocumento10 pagineChapter 16 Lime SofteningPankaj SinghNessuna valutazione finora
- Dissolved Air Flotation (DAF) SystemDocumento8 pagineDissolved Air Flotation (DAF) Systemneeraj sharmaNessuna valutazione finora
- Achieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015Documento25 pagineAchieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015ansarNessuna valutazione finora
- CO2 Capture With ILs and DESsDocumento33 pagineCO2 Capture With ILs and DESsMasroorAbroNessuna valutazione finora
- Design of DryerDocumento11 pagineDesign of DryerHARKULVINDER SINGHNessuna valutazione finora
- Thickeners: It Pays To Talk To A SpecialistDocumento8 pagineThickeners: It Pays To Talk To A SpecialistKumardasNsNessuna valutazione finora
- GPSX - Techref 01Documento372 pagineGPSX - Techref 01felixNessuna valutazione finora
- Activated Sludge ProcessDocumento10 pagineActivated Sludge ProcessSai Raghava Rajeev100% (1)
- Packed Tower ScrubbersDocumento370 paginePacked Tower ScrubbersPaul JamesonNessuna valutazione finora
- UASB-Process Design For Various Types of WastewatersDocumento21 pagineUASB-Process Design For Various Types of WastewatersapitbhuNessuna valutazione finora
- Design of UasbDocumento2 pagineDesign of UasbEdward MagangaNessuna valutazione finora
- Defining Ion Exchange CapacityDocumento3 pagineDefining Ion Exchange CapacityJoselito CortesNessuna valutazione finora
- Dissolved Air Flotation SystemDocumento4 pagineDissolved Air Flotation SystemHari Dwipayanto DwipayantoNessuna valutazione finora
- Good One Chaube ZLD Techno Economic AnalysisDocumento5 pagineGood One Chaube ZLD Techno Economic AnalysisAmitNessuna valutazione finora
- 8a-Advanced Waste Water TreatmentDocumento43 pagine8a-Advanced Waste Water TreatmentSathish GlNessuna valutazione finora
- Dissolved Air Flotation HandoutDocumento5 pagineDissolved Air Flotation HandoutJen Astoveza0% (1)
- Dowex Ion Exchange Resins Water Conditioning Manual L PDFDocumento93 pagineDowex Ion Exchange Resins Water Conditioning Manual L PDFRizkaLestariNessuna valutazione finora
- Adsorption ModellingDocumento38 pagineAdsorption ModellingAtul TripathiNessuna valutazione finora
- REACTOR DESIGN - Docx Fyp MyDocumento5 pagineREACTOR DESIGN - Docx Fyp Myabdul rehmanNessuna valutazione finora
- From Air Sparged Hydrocyclone To Gas Energy Mixing (GEM) Floration, Clean Water TechnologyDocumento18 pagineFrom Air Sparged Hydrocyclone To Gas Energy Mixing (GEM) Floration, Clean Water TechnologyCamille Nunes LeiteNessuna valutazione finora
- MembranesDocumento30 pagineMembranesInamullah MaitloNessuna valutazione finora
- Vacuum Evaporators Mateo Torres.Documento11 pagineVacuum Evaporators Mateo Torres.Jakson Mateo Torres GuerraNessuna valutazione finora
- Water Treatment PlantDocumento28 pagineWater Treatment PlantVuthpalachaitanya Krishna0% (1)
- 19.2. Dewatering of Sludge by FiltrationDocumento46 pagine19.2. Dewatering of Sludge by FiltrationClaudia AvramNessuna valutazione finora
- Hydrate Inhibition With MethanolDocumento11 pagineHydrate Inhibition With Methanolsachin2010Nessuna valutazione finora
- Sizing An Ion Exchange SystemDocumento14 pagineSizing An Ion Exchange Systemgnino2Nessuna valutazione finora
- Pradeep Rathy - VAPCO Zero Liquid DischargeDocumento63 paginePradeep Rathy - VAPCO Zero Liquid DischargePradeep Rathy67% (3)
- MVR DesalinationDocumento13 pagineMVR DesalinationSajal GuptaNessuna valutazione finora
- Shortcut Nitrogen Removal-Nitrite Shunt and DeammonificationDa EverandShortcut Nitrogen Removal-Nitrite Shunt and DeammonificationNessuna valutazione finora
- Student Exploration: Inclined Plane - Simple MachineDocumento9 pagineStudent Exploration: Inclined Plane - Simple MachineLuka MkrtichyanNessuna valutazione finora
- Export Management EconomicsDocumento30 pagineExport Management EconomicsYash SampatNessuna valutazione finora
- Module 2 MANA ECON PDFDocumento5 pagineModule 2 MANA ECON PDFMeian De JesusNessuna valutazione finora
- 22 Khan S.Documento7 pagine22 Khan S.scholarlyreseachjNessuna valutazione finora
- Continue Practice Exam Test Questions Part 1 of The SeriesDocumento7 pagineContinue Practice Exam Test Questions Part 1 of The SeriesKenn Earl Bringino VillanuevaNessuna valutazione finora
- Workbook Group TheoryDocumento62 pagineWorkbook Group TheoryLi NguyenNessuna valutazione finora
- Mosfet Irfz44Documento8 pagineMosfet Irfz44huynhsang1979Nessuna valutazione finora
- Winter CrocFest 2017 at St. Augustine Alligator Farm - Final ReportDocumento6 pagineWinter CrocFest 2017 at St. Augustine Alligator Farm - Final ReportColette AdamsNessuna valutazione finora
- Toeic: Check Your English Vocabulary ForDocumento41 pagineToeic: Check Your English Vocabulary ForEva Ibáñez RamosNessuna valutazione finora
- Bullshit System v0.5Documento40 pagineBullshit System v0.5ZolaniusNessuna valutazione finora
- Sociology As A Form of Consciousness - 20231206 - 013840 - 0000Documento4 pagineSociology As A Form of Consciousness - 20231206 - 013840 - 0000Gargi sharmaNessuna valutazione finora
- Economic Review English 17-18Documento239 pagineEconomic Review English 17-18Shashank SinghNessuna valutazione finora
- The Covenant Taken From The Sons of Adam Is The FitrahDocumento10 pagineThe Covenant Taken From The Sons of Adam Is The FitrahTyler FranklinNessuna valutazione finora
- 8051 NotesDocumento61 pagine8051 Notessubramanyam62Nessuna valutazione finora
- PFEIFER Angled Loops For Hollow Core Slabs: Item-No. 05.023Documento1 paginaPFEIFER Angled Loops For Hollow Core Slabs: Item-No. 05.023adyhugoNessuna valutazione finora
- Sample - SOFTWARE REQUIREMENT SPECIFICATIONDocumento20 pagineSample - SOFTWARE REQUIREMENT SPECIFICATIONMandula AbeyrathnaNessuna valutazione finora
- TriPac EVOLUTION Operators Manual 55711 19 OP Rev. 0-06-13Documento68 pagineTriPac EVOLUTION Operators Manual 55711 19 OP Rev. 0-06-13Ariel Noya100% (1)
- Where We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Documento1 paginaWhere We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Safia-umm Suhaim- FareedNessuna valutazione finora
- UT Dallas Syllabus For Govt4396.002.08s Taught by Gregory Thielemann (Gregt)Documento2 pagineUT Dallas Syllabus For Govt4396.002.08s Taught by Gregory Thielemann (Gregt)UT Dallas Provost's Technology GroupNessuna valutazione finora
- Amount of Casien in Diff Samples of Milk (U)Documento15 pagineAmount of Casien in Diff Samples of Milk (U)VijayNessuna valutazione finora
- Biblical World ViewDocumento15 pagineBiblical World ViewHARI KRISHAN PALNessuna valutazione finora
- Produktkatalog SmitsvonkDocumento20 pagineProduktkatalog Smitsvonkomar alnasserNessuna valutazione finora
- Intellirent 2009 CatalogDocumento68 pagineIntellirent 2009 Catalograza239Nessuna valutazione finora
- rp10 PDFDocumento77 paginerp10 PDFRobson DiasNessuna valutazione finora
- Bom Details FormatDocumento6 pagineBom Details FormatPrince MittalNessuna valutazione finora
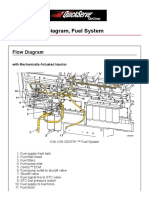
- Cummin C1100 Fuel System Flow DiagramDocumento8 pagineCummin C1100 Fuel System Flow DiagramDaniel KrismantoroNessuna valutazione finora
- Systems Analysis and Design in A Changing World, Fourth EditionDocumento41 pagineSystems Analysis and Design in A Changing World, Fourth EditionKoko Dwika PutraNessuna valutazione finora
- The RBG Blueprint For Black Power Study Cell GuidebookDocumento8 pagineThe RBG Blueprint For Black Power Study Cell GuidebookAra SparkmanNessuna valutazione finora
- Clockwork Dragon's Expanded ArmoryDocumento13 pagineClockwork Dragon's Expanded Armoryabel chabanNessuna valutazione finora
- Acute Appendicitis in Children - Diagnostic Imaging - UpToDateDocumento28 pagineAcute Appendicitis in Children - Diagnostic Imaging - UpToDateHafiz Hari NugrahaNessuna valutazione finora