Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- 5fcef6e7-HSM 2015 Student Edition IN3 V2Documento788 pagine5fcef6e7-HSM 2015 Student Edition IN3 V2Ashvath Srinivas100% (2)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
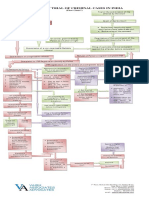
- Process of Trial of Criminal Cases in India (Flow Chart)Documento1 paginaProcess of Trial of Criminal Cases in India (Flow Chart)Arun Hiro100% (1)
- Tribebook Wendigo Revised Edition 6244638Documento109 pagineTribebook Wendigo Revised Edition 6244638PedroNessuna valutazione finora
- (AAPG Memoirs 88) P. M. Harris, L. J. Weber-Giant Hydrocarbon Reservoirs of The World (AAPG Memoir No. 88) - American Association of Petroleum Geologists (2006)Documento468 pagine(AAPG Memoirs 88) P. M. Harris, L. J. Weber-Giant Hydrocarbon Reservoirs of The World (AAPG Memoir No. 88) - American Association of Petroleum Geologists (2006)wilmarNessuna valutazione finora
- Oilwell Cementing CalculationDocumento68 pagineOilwell Cementing Calculationwilmar100% (1)
- Api 4G PDFDocumento12 pagineApi 4G PDFAluosh AluoshNessuna valutazione finora
- The Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High StressedDocumento23 pagineThe Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High Stressedwilmar100% (1)
- The Alphabet Soup of IOR, EOR and AOR Effective Communication Requires A Definition TermsDocumento3 pagineThe Alphabet Soup of IOR, EOR and AOR Effective Communication Requires A Definition TermsWaldinho Gaucho da SilvaNessuna valutazione finora
- $RV3E842Documento78 pagine$RV3E842Dorian VoineaNessuna valutazione finora
- Allergens 08242023Documento5 pagineAllergens 08242023Maalvika SinghNessuna valutazione finora
- 9701 w19 QP 21 PDFDocumento12 pagine9701 w19 QP 21 PDFFaiza KhalidNessuna valutazione finora
- ORtHOGRAPHIC Plan FinalDocumento8 pagineORtHOGRAPHIC Plan FinalKrizzie Jade CailingNessuna valutazione finora
- Laboratory Manual: Microprocessor & MicrocontrollerDocumento4 pagineLaboratory Manual: Microprocessor & Microcontrollershamsul hadiNessuna valutazione finora
- Commercial Dispatch Eedition 6-13-19Documento12 pagineCommercial Dispatch Eedition 6-13-19The Dispatch100% (1)
- Mca Lawsuit Details English From 2007 To Feb 2021Documento2 pagineMca Lawsuit Details English From 2007 To Feb 2021api-463871923Nessuna valutazione finora
- Bibliografia Antenas y RadioDocumento3 pagineBibliografia Antenas y RadioJorge HerreraNessuna valutazione finora
- Q. 15 Insurance Regulatory and Development AuthorityDocumento2 pagineQ. 15 Insurance Regulatory and Development AuthorityMAHENDRA SHIVAJI DHENAKNessuna valutazione finora
- Tutorial Letter 101/3/2019: Financial Accounting For CompaniesDocumento35 pagineTutorial Letter 101/3/2019: Financial Accounting For CompaniesPhebieon MukwenhaNessuna valutazione finora
- By John Chaffee: Thinking CriticallyDocumento6 pagineBy John Chaffee: Thinking CriticallygeoedukoreaNessuna valutazione finora
- A Catechism of Anarchy (Cover)Documento2 pagineA Catechism of Anarchy (Cover)Charles W. JohnsonNessuna valutazione finora
- Shanu Return Ticket To Sobani HostelDocumento1 paginaShanu Return Ticket To Sobani HostelTamseel ShahajahanNessuna valutazione finora
- Design, Modelling & Analysis of High Energy Safety Impact Guard For Heavy Duty VehicleDocumento10 pagineDesign, Modelling & Analysis of High Energy Safety Impact Guard For Heavy Duty VehicleIJRASETPublicationsNessuna valutazione finora
- Marxist Critique On LiberalsDocumento17 pagineMarxist Critique On LiberalsEmman TagubaNessuna valutazione finora
- browningsong 안동Documento68 paginebrowningsong 안동yooNessuna valutazione finora
- Xi'an City Sports Park Landscape Improvement ProjectDocumento3 pagineXi'an City Sports Park Landscape Improvement ProjectGirija Sankar SahuNessuna valutazione finora
- Rhetorical Analysis EssayDocumento8 pagineRhetorical Analysis Essayapi-308821140Nessuna valutazione finora
- (NewResultBD - Com) Mymensingh Board JSC Scholarship Result 2019Documento80 pagine(NewResultBD - Com) Mymensingh Board JSC Scholarship Result 2019rthedthbdeth100% (1)
- Final Research Report - LP and AfDocumento147 pagineFinal Research Report - LP and Afapi-636943816Nessuna valutazione finora
- Jurnal Inggris CyberDocumento7 pagineJurnal Inggris Cybertamara amandaNessuna valutazione finora
- Answer Sheet RRLDocumento2 pagineAnswer Sheet RRLDolores PanchoNessuna valutazione finora
- Italian Companies Eastern China - JAN 2014Documento139 pagineItalian Companies Eastern China - JAN 2014AndresNessuna valutazione finora
- Ernieta - Entrep Survey Act.Documento6 pagineErnieta - Entrep Survey Act.Nichole John ErnietaNessuna valutazione finora
- Nursing Process Guide: St. Anthony's College Nursing DepartmentDocumento10 pagineNursing Process Guide: St. Anthony's College Nursing DepartmentAngie MandeoyaNessuna valutazione finora
- Chap5-7 National Book Foundation 9th Class Conceptual QuestionsDocumento7 pagineChap5-7 National Book Foundation 9th Class Conceptual QuestionsWaleed Nasir100% (1)