Potrebbero piacerti anche
- Sample of UT InstructionDocumento4 pagineSample of UT InstructionIkeNessuna valutazione finora
- Instruction Writing - (For Single Vee)Documento4 pagineInstruction Writing - (For Single Vee)Hoang Diep PhanNessuna valutazione finora
- Ultrasonic Test Procedure1Documento8 pagineUltrasonic Test Procedure1MHDNessuna valutazione finora
- AWSD1.1 Procedure UtDocumento19 pagineAWSD1.1 Procedure Utkevin desai50% (2)
- Ut 2Documento7 pagineUt 2Akhilesh KumarNessuna valutazione finora
- Ut Procedure NewDocumento10 pagineUt Procedure NewAmit HasanNessuna valutazione finora
- UT Shear Wave Skip Distances and Search For Indications LabDocumento4 pagineUT Shear Wave Skip Distances and Search For Indications Lab1248a9a9a1q3we71Nessuna valutazione finora
- Ut Scanning Step For ExaminationDocumento3 pagineUt Scanning Step For ExaminationMohdHuzairiRusliNessuna valutazione finora
- MX2 Training Program 12 Encoded InspectionsDocumento22 pagineMX2 Training Program 12 Encoded InspectionsVictor Antonio Diaz Faundez100% (1)
- TOFDDocumento39 pagineTOFDLương Hồ Vũ100% (1)
- B Scan - C Scan - D ScanDocumento52 pagineB Scan - C Scan - D ScanHee Wee JianNessuna valutazione finora
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Phased Array Ut Procedure For Welds: Industrial Engineering ServicesDocumento14 paginePhased Array Ut Procedure For Welds: Industrial Engineering ServicesAmit Hasan100% (2)
- 11 Ut ProcedureDocumento11 pagine11 Ut ProcedureSajeesh KrishnanNessuna valutazione finora
- TOFD Flaw SizingDocumento22 pagineTOFD Flaw SizingGMNessuna valutazione finora
- MX2 Training Program 04B Phased Array ProbesDocumento49 pagineMX2 Training Program 04B Phased Array ProbesVictor Antonio Diaz FaundezNessuna valutazione finora
- 2.a.omniscan Setup - Calibration For Sectorial ScanDocumento34 pagine2.a.omniscan Setup - Calibration For Sectorial Scancarlos0% (1)
- TCG Sectorial 2 - 0Documento11 pagineTCG Sectorial 2 - 0Gelson André BarbosaNessuna valutazione finora
- Level IiiDocumento3 pagineLevel IiiMangalraj MadasamyNessuna valutazione finora
- TOFD Technique For Weld InspectionDocumento31 pagineTOFD Technique For Weld Inspectionvenkat100% (1)
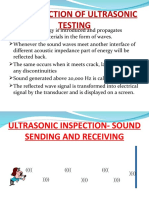
- Introduction of Ultrasonic TestingDocumento70 pagineIntroduction of Ultrasonic TestingMAXX ENGINEERS100% (1)
- Remote-Field Testing (RFT)Documento3 pagineRemote-Field Testing (RFT)shahgardezNessuna valutazione finora
- Mock Up Test ProcedureRev 0Documento7 pagineMock Up Test ProcedureRev 0Trung Tinh HoNessuna valutazione finora
- NDT FormulaeDocumento6 pagineNDT FormulaeTariqNessuna valutazione finora
- Penetrant Testing (PT)Documento11 paginePenetrant Testing (PT)Maria Cristina DijmarescuNessuna valutazione finora
- Phased Array Interpretation Apendice PDocumento10 paginePhased Array Interpretation Apendice Pittsa100% (2)
- Utq Bank 6Documento27 pagineUtq Bank 6kingstonNessuna valutazione finora
- MX2 Training Program 02 Intro To MX2Documento25 pagineMX2 Training Program 02 Intro To MX2Victor Antonio Diaz FaundezNessuna valutazione finora
- PA Probe Catalog en 201304Documento24 paginePA Probe Catalog en 201304Durgamadhaba Mishra100% (2)
- Dac CurveDocumento24 pagineDac Curvesantu_23Nessuna valutazione finora
- Lamtiation Ut ProcdureDocumento12 pagineLamtiation Ut ProcduremnmsingamNessuna valutazione finora
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocumento23 pagineDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNessuna valutazione finora
- NDT Eddy Current Testing ModuleDocumento67 pagineNDT Eddy Current Testing Moduleyashwant vermaNessuna valutazione finora
- Overview of FMC and TFMDocumento19 pagineOverview of FMC and TFMMuhammad Umair100% (1)
- Compilation of UT TestDocumento34 pagineCompilation of UT TestAlex RaleighNessuna valutazione finora
- Paut RequormentDocumento12 paginePaut RequormentGolden Lotus100% (2)
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Documento14 pagineIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinNessuna valutazione finora
- MFL Compendium - 001Documento26 pagineMFL Compendium - 001kingston100% (2)
- UT ProcedureDocumento6 pagineUT ProcedureMurali YNessuna valutazione finora
- Ut PDFDocumento88 pagineUt PDFphillipskincaidNessuna valutazione finora
- Eddy Current Specification Specification: 1. ScopeDocumento7 pagineEddy Current Specification Specification: 1. ScopekingstonNessuna valutazione finora
- OmniSX - MX2 - Training - 14D - Phased Array Analysis - Length Sizing PDFDocumento19 pagineOmniSX - MX2 - Training - 14D - Phased Array Analysis - Length Sizing PDFmartinmcneill5100% (1)
- PA Technical Guidelines Extract - enDocumento10 paginePA Technical Guidelines Extract - enRizwan Jamil0% (1)
- MX2 Training Program 10B Sensitivity Cal Wizard 2 or 3 LawsDocumento13 pagineMX2 Training Program 10B Sensitivity Cal Wizard 2 or 3 LawsVictor Antonio Diaz FaundezNessuna valutazione finora
- Procedure Setup and Calibrate IRISDocumento17 pagineProcedure Setup and Calibrate IRISvikramNessuna valutazione finora
- PCN - C4 - TofdDocumento8 paginePCN - C4 - TofdKaruppusamy NallappagounderNessuna valutazione finora
- MX2 Training Program 10A Sensitivity Cal Wizard All LawsDocumento18 pagineMX2 Training Program 10A Sensitivity Cal Wizard All LawsVictor Antonio Diaz FaundezNessuna valutazione finora
- TOFD - by Nicholas Bublitz - USA PDFDocumento135 pagineTOFD - by Nicholas Bublitz - USA PDFhocimtm100% (1)
- UT Book - Articles PDFDocumento135 pagineUT Book - Articles PDFAnonymous uXdS9Y7100% (2)
- IrisDocumento16 pagineIrisvibinkumarsNessuna valutazione finora
- Internal Rotary Inspection SystemDocumento3 pagineInternal Rotary Inspection SystemJacques SauNessuna valutazione finora
- First Name Last Name : LPF Stands ForDocumento35 pagineFirst Name Last Name : LPF Stands ForVicky SinghNessuna valutazione finora
- MX2 Training Program 01 OverviewDocumento8 pagineMX2 Training Program 01 OverviewVictor Antonio Diaz FaundezNessuna valutazione finora
- X3 Training Program - The Basics of TFMDocumento41 pagineX3 Training Program - The Basics of TFMThiru RajaNessuna valutazione finora
- TOFD Level IIDocumento51 pagineTOFD Level IIКонстантин Дёминов100% (1)
- Procedure A578Documento3 pagineProcedure A578debduttamallik50% (2)
- 05 Ultrasonic Test Procedure 500405Documento11 pagine05 Ultrasonic Test Procedure 500405Sefa KasapogluNessuna valutazione finora
- Ultrasonic Test Procedure: Rev. Date Prepared by Reviewed ApprovedDocumento8 pagineUltrasonic Test Procedure: Rev. Date Prepared by Reviewed Approvedkevin desaiNessuna valutazione finora
- PAUT General Work ProcedureDocumento16 paginePAUT General Work ProcedureManoj S100% (1)
- Ultrasonic Examination Procedure: Doc. No.: QUAL/UT/001: of 10 Revision: 00 Date: 25.04.05 1.0Documento10 pagineUltrasonic Examination Procedure: Doc. No.: QUAL/UT/001: of 10 Revision: 00 Date: 25.04.05 1.0smsunil12345Nessuna valutazione finora
- Ouabel Mohamed InspectorDocumento1 paginaOuabel Mohamed InspectormmNessuna valutazione finora
- Engineering Example CalculationDocumento78 pagineEngineering Example Calculationkae kaeNessuna valutazione finora
- AstmDocumento5 pagineAstmmmNessuna valutazione finora
- New - Reinforcement of NozzleDocumento31 pagineNew - Reinforcement of NozzleChagar HarshpalNessuna valutazione finora
- Ouabel Mohamed InspectorDocumento1 paginaOuabel Mohamed InspectormmNessuna valutazione finora
- Iso PaperDocumento1 paginaIso PapermmNessuna valutazione finora
- Ultrasound VelocityDocumento1 paginaUltrasound VelocitymmNessuna valutazione finora
- Api RP584Documento1 paginaApi RP584Agustin González AguirreNessuna valutazione finora
- IDOC3Documento1 paginaIDOC3mmNessuna valutazione finora
- Transducers Product Catalogue 2014 PDFDocumento44 pagineTransducers Product Catalogue 2014 PDFmmNessuna valutazione finora
- Feb 2019 - 570 - EKSDocumento1 paginaFeb 2019 - 570 - EKSfaizanAkhtarNessuna valutazione finora
- Ut PittingDocumento7 pagineUt PittingmmNessuna valutazione finora
- Bakar Abouziad PDFDocumento98 pagineBakar Abouziad PDFmmNessuna valutazione finora
- Lexique de ForageDocumento21 pagineLexique de ForageZahi Aek100% (3)
- B31 G Level 1 EvaluationDocumento5 pagineB31 G Level 1 EvaluationmmNessuna valutazione finora
- Wall Thickness ToelranceDocumento3 pagineWall Thickness ToelrancemmNessuna valutazione finora
- T-431B Floor PlatesDocumento3 pagineT-431B Floor PlatesmmNessuna valutazione finora
- Line No: P&ID No: Location:: Drawn byDocumento1 paginaLine No: P&ID No: Location:: Drawn bymmNessuna valutazione finora
- Line No: P&ID No: Location:: Drawn byDocumento1 paginaLine No: P&ID No: Location:: Drawn bymmNessuna valutazione finora
- Ut PittingDocumento7 pagineUt PittingmmNessuna valutazione finora
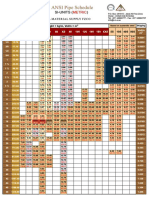
- ANSI Pipe Schedule SI UNITS METRIC PDFDocumento1 paginaANSI Pipe Schedule SI UNITS METRIC PDFmm100% (4)
- Slug Catcher LeakDocumento12 pagineSlug Catcher LeakmmNessuna valutazione finora
- ANSI Pipe Schedule SI UNITS METRIC PDFDocumento1 paginaANSI Pipe Schedule SI UNITS METRIC PDFmm100% (4)
- Handbook - European Choral AssociationDocumento24 pagineHandbook - European Choral AssociationMonica SaenzNessuna valutazione finora
- Hilti TE 804 and 905avr PartsDocumento13 pagineHilti TE 804 and 905avr PartsAqui Solo100% (1)
- QLD Plan Draft Review Raw DataDocumento242 pagineQLD Plan Draft Review Raw DataRohit Jain100% (1)
- SM-G900F Esquematico Completo Anibal Garcia IrepairDocumento2 pagineSM-G900F Esquematico Completo Anibal Garcia Irepairfix marketNessuna valutazione finora
- CH 4 Naac PPT 07-12Documento13 pagineCH 4 Naac PPT 07-12Arshad MohammedNessuna valutazione finora
- Nokia 3g Full Ip CommissioningDocumento30 pagineNokia 3g Full Ip CommissioningMehul JoshiNessuna valutazione finora
- Complex Poly (Lactic Acid) - Based - 1Documento20 pagineComplex Poly (Lactic Acid) - Based - 1Irina PaslaruNessuna valutazione finora
- Portfolio Eelco Maan - 06-2017Documento25 paginePortfolio Eelco Maan - 06-2017tungaas20011Nessuna valutazione finora
- Intermediate Programming (Java) 1: Course Title: Getting Started With Java LanguageDocumento11 pagineIntermediate Programming (Java) 1: Course Title: Getting Started With Java LanguageRickCy Perucho PccbsitNessuna valutazione finora
- Practice Quiz Reflection Project Initiation and Key ComponentsDocumento3 paginePractice Quiz Reflection Project Initiation and Key ComponentsFalastin Tanani67% (3)
- Pointers in CDocumento25 paginePointers in CSainiNishrithNessuna valutazione finora
- Theben Timer SUL 181DDocumento2 pagineTheben Timer SUL 181DFerdiNessuna valutazione finora
- Proposed 4way D54 Proposed 2way D56: Issue Date DescriptionDocumento3 pagineProposed 4way D54 Proposed 2way D56: Issue Date DescriptionADIL BASHIRNessuna valutazione finora
- General Arrangement, Isometric Views and B.O.M. A Midget Steam Car Using A Double Acting Oscillating EngineDocumento3 pagineGeneral Arrangement, Isometric Views and B.O.M. A Midget Steam Car Using A Double Acting Oscillating EngineRobson Carlos0% (1)
- CA-idms Ads Alive User Guide 15.0Documento142 pagineCA-idms Ads Alive User Guide 15.0svdonthaNessuna valutazione finora
- Helical Coil FlowDocumento4 pagineHelical Coil FlowAshish VermaNessuna valutazione finora
- Cambridge IGCSE Physics 0625 Complete Notes PDocumento5 pagineCambridge IGCSE Physics 0625 Complete Notes PYamikani ManthandoNessuna valutazione finora
- BF254 BF255Documento3 pagineBF254 BF255rrr2013Nessuna valutazione finora
- Marketing Measurement Done RightDocumento16 pagineMarketing Measurement Done RightWasim Ullah0% (1)
- Bill - AKIJDocumento3 pagineBill - AKIJm.tanjil2005Nessuna valutazione finora
- Introduction To Object Oriented Database: Unit-IDocumento67 pagineIntroduction To Object Oriented Database: Unit-Ipreetham rNessuna valutazione finora
- Bank OD Account in Tally 1Documento3 pagineBank OD Account in Tally 1yashusahu180Nessuna valutazione finora
- Maryam Ejaz Sec-A Marketing Assignment (CHP #15)Documento3 pagineMaryam Ejaz Sec-A Marketing Assignment (CHP #15)MaryamNessuna valutazione finora
- SET UP Computer ServerDocumento3 pagineSET UP Computer ServerRicHArdNessuna valutazione finora
- p1632 eDocumento4 paginep1632 ejohn saenzNessuna valutazione finora
- CalculusDocumento101 pagineCalculuskusnoNessuna valutazione finora
- Articles About Social Issues - Whiter SkinDocumento9 pagineArticles About Social Issues - Whiter Skinf aNessuna valutazione finora
- Taxonomy: Family StaphylococcaceaeDocumento40 pagineTaxonomy: Family StaphylococcaceaeMarissa Terrado SorianoNessuna valutazione finora
- Rise of Al JazeeraDocumento1 paginaRise of Al Jazeeraইlish ProductionsNessuna valutazione finora
- Job Sheet 1Documento5 pagineJob Sheet 1Sue AzizNessuna valutazione finora