Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Lab 2 - StoichiometryDocumento4 pagineLab 2 - Stoichiometryapi-272470922100% (3)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- B E MechDocumento363 pagineB E MechAnonymous p8bHAAxNessuna valutazione finora
- Electrical Actuation Systems GuideDocumento40 pagineElectrical Actuation Systems GuideAnonymous p8bHAAxNessuna valutazione finora
- Computer Aided Design: Lecture NotesDocumento61 pagineComputer Aided Design: Lecture NotesbalacoeusNessuna valutazione finora
- B.E. Mech PDFDocumento113 pagineB.E. Mech PDFarulmuruguNessuna valutazione finora
- Sections of Solids & Development of SurfaceDocumento12 pagineSections of Solids & Development of SurfaceAnonymous p8bHAAxNessuna valutazione finora
- Unit 4 MTCDocumento118 pagineUnit 4 MTCAnonymous p8bHAAxNessuna valutazione finora
- Kings: Department of Mechanical EngineeringDocumento11 pagineKings: Department of Mechanical Engineeringrammit2007Nessuna valutazione finora
- Projection of Points and PlanesDocumento30 pagineProjection of Points and PlanesAnonymous p8bHAAxNessuna valutazione finora
- Iso QBDocumento2 pagineIso QBAnonymous p8bHAAxNessuna valutazione finora
- Line Types and Dimensioning Methods in Engineering DrawingsDocumento10 pagineLine Types and Dimensioning Methods in Engineering DrawingsthamaraikkannangNessuna valutazione finora
- ED7102-Computer Applications in DesignDocumento11 pagineED7102-Computer Applications in DesignLOGANTKEC100% (2)
- New Picture PDFDocumento1 paginaNew Picture PDFAnonymous p8bHAAxNessuna valutazione finora
- L 4Documento42 pagineL 4Guna RajNessuna valutazione finora
- Ferrous MetallurgyDocumento30 pagineFerrous MetallurgyGaurav KumarNessuna valutazione finora
- Material Science Chapter on Polymer Types, Processing & ApplicationsDocumento13 pagineMaterial Science Chapter on Polymer Types, Processing & ApplicationsVaibhav ShrivastavaNessuna valutazione finora
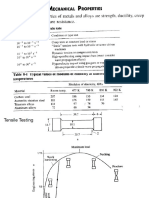
- Mn7203 Material Testing and Characterization L T P CDocumento5 pagineMn7203 Material Testing and Characterization L T P CAnonymous p8bHAAxNessuna valutazione finora
- Polymer ProcessingDocumento28 paginePolymer ProcessingMousom SomNessuna valutazione finora
- Industrial RoboticsDocumento47 pagineIndustrial Roboticspravdiv100% (2)
- Capd NotesDocumento14 pagineCapd NotesAnonymous p8bHAAxNessuna valutazione finora
- Capd 2Documento7 pagineCapd 2Anonymous p8bHAAxNessuna valutazione finora
- Forms of Inventories NotesDocumento3 pagineForms of Inventories NotesAnonymous p8bHAAxNessuna valutazione finora
- Capd Imp QuesDocumento2 pagineCapd Imp QuesAnonymous p8bHAAxNessuna valutazione finora
- PLANT LOCATION FACTORS FOR NEW ORGANIZATIONSDocumento2 paginePLANT LOCATION FACTORS FOR NEW ORGANIZATIONSAnonymous p8bHAAxNessuna valutazione finora
- Line AlgorithmDocumento62 pagineLine AlgorithmAnonymous p8bHAAxNessuna valutazione finora
- On Equations of Motion of Elastic Linkages by FEMDocumento15 pagineOn Equations of Motion of Elastic Linkages by FEMAnonymous p8bHAAxNessuna valutazione finora
- Electro-Hydraulic Equipment Price QuotationDocumento6 pagineElectro-Hydraulic Equipment Price QuotationAnonymous p8bHAAxNessuna valutazione finora
- CG Lab Manual ProgramsDocumento61 pagineCG Lab Manual ProgramsVivek KvNessuna valutazione finora
- FEA Simulation of Metal CuttingDocumento6 pagineFEA Simulation of Metal CuttingAnonymous p8bHAAxNessuna valutazione finora
- R013968998 PDFDocumento10 pagineR013968998 PDFAnonymous p8bHAAxNessuna valutazione finora
- 06 Chapter 1Documento16 pagine06 Chapter 1Maharaja PlacementNessuna valutazione finora
- Sika 521Documento3 pagineSika 521Natasha KamalNessuna valutazione finora
- 1229.1 Steam Sterilization by Direct ContactDocumento3 pagine1229.1 Steam Sterilization by Direct ContactWasimNessuna valutazione finora
- Vragen Fasediagrammen Zuivere Componenten PDFDocumento3 pagineVragen Fasediagrammen Zuivere Componenten PDFbilberNessuna valutazione finora
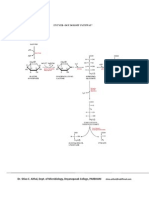
- Entner Duodroff PathwayDocumento2 pagineEntner Duodroff PathwayDr. SHIVA AITHALNessuna valutazione finora
- Syllabus 30A Fall 2014Documento4 pagineSyllabus 30A Fall 2014Gabby TanakaNessuna valutazione finora
- Agilent Pharma Column PDFDocumento2 pagineAgilent Pharma Column PDFAstiJayatriIINessuna valutazione finora
- Ipc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForDocumento12 pagineIpc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForOswaldo MontenegroNessuna valutazione finora
- Catalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908Documento188 pagineCatalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908iMiklaeNessuna valutazione finora
- Contrac BloxDocumento4 pagineContrac Bloxwahyu99Nessuna valutazione finora
- Rongalit ST LiqDocumento11 pagineRongalit ST LiqMayank DhawanNessuna valutazione finora
- Materials Used in Automotive Manufacture and Material Selection Using Ashby ChartsDocumento15 pagineMaterials Used in Automotive Manufacture and Material Selection Using Ashby ChartsHanumantNessuna valutazione finora
- ROCKWOOL© Technical InsulationDocumento36 pagineROCKWOOL© Technical InsulationHaytham ElsayedNessuna valutazione finora
- LP2 SCI-12 MICROBIO LABORATORY-fINALDocumento21 pagineLP2 SCI-12 MICROBIO LABORATORY-fINALJOHNERROL CARCELLARNessuna valutazione finora
- Boron FamilyDocumento20 pagineBoron FamilyP. PARIS KATHERINE REBECCAH BCMBC2019Nessuna valutazione finora
- Course Outline For 125:355, Physiological Systems For Biomedical EngineersDocumento2 pagineCourse Outline For 125:355, Physiological Systems For Biomedical EngineersbillNessuna valutazione finora
- Kandungan Obat Merek Dagang SediaanDocumento1 paginaKandungan Obat Merek Dagang SediaanRaden Mas Nur HaryonoNessuna valutazione finora
- 2074 1 2015 AMD2 Reff2020Documento16 pagine2074 1 2015 AMD2 Reff2020ocsspectroNessuna valutazione finora
- Sample Paper For ChemistryDocumento23 pagineSample Paper For ChemistryAmit joshiNessuna valutazione finora
- Physical Properties of Ethylene Vinyl Acetate Copolymer (EVA) /natural Rubber (NR) Blend Based FoamDocumento5 paginePhysical Properties of Ethylene Vinyl Acetate Copolymer (EVA) /natural Rubber (NR) Blend Based FoamphillynovitaNessuna valutazione finora
- B.pharm. Class NotesDocumento817 pagineB.pharm. Class NotesMukesh TiwariNessuna valutazione finora
- Buffers BookletDocumento38 pagineBuffers BookletdgmansoNessuna valutazione finora
- Science - Form 4 - Chapter 5Documento12 pagineScience - Form 4 - Chapter 5Marcia PattersonNessuna valutazione finora
- Introduction To Laser TechnologyDocumento31 pagineIntroduction To Laser TechnologyJames Sullivan100% (1)
- Dental Materials: Metals (Alloys) Non-MetalsDocumento32 pagineDental Materials: Metals (Alloys) Non-MetalsShahriar honarmandNessuna valutazione finora
- 4-Procedure Pipe To SoilDocumento7 pagine4-Procedure Pipe To SoilKhanh DTNessuna valutazione finora
- Unit OperationsDocumento4 pagineUnit OperationsCeazar Justine Fulugan100% (1)
- Clay Mineral Cements in SandstonesDocumento3 pagineClay Mineral Cements in Sandstonesandrea.cipagautaNessuna valutazione finora
- Onion Cell Structure Under MicroscopeDocumento2 pagineOnion Cell Structure Under MicroscopeAnirudh100% (1)