Potrebbero piacerti anche
- AAC Block Overview: Properties and Uses of Autoclaved Aerated ConcreteDocumento22 pagineAAC Block Overview: Properties and Uses of Autoclaved Aerated ConcreteAbhi NandNessuna valutazione finora
- AAC Understanding CementDocumento9 pagineAAC Understanding CementsandipgargNessuna valutazione finora
- AAC Block Properties and Advantages Over Clay BricksDocumento36 pagineAAC Block Properties and Advantages Over Clay BricksLal PeirisNessuna valutazione finora
- Autoclaved Aerated Concrete BricksDocumento24 pagineAutoclaved Aerated Concrete BricksRazil RomNessuna valutazione finora
- ACC Blocks Provide Thermal Insulation & Fire ResistanceDocumento11 pagineACC Blocks Provide Thermal Insulation & Fire ResistanceAkshay TidkeNessuna valutazione finora
- AAC - Autoclaved Aerated ConcreteDocumento24 pagineAAC - Autoclaved Aerated ConcretegururajNessuna valutazione finora
- Aerated Autoclaved Concrete - Close-Up ViewDocumento5 pagineAerated Autoclaved Concrete - Close-Up ViewMahesh MahiNessuna valutazione finora
- Topic 6 - Concrete With Particular Properties PDFDocumento79 pagineTopic 6 - Concrete With Particular Properties PDFWayne ChongNessuna valutazione finora
- AAC Vs CLCDocumento25 pagineAAC Vs CLCRohan RohithNessuna valutazione finora
- AAC Vs CLCDocumento27 pagineAAC Vs CLCHariharan100% (4)
- Versatile lightweight building material: Autoclaved aerated concreteDocumento12 pagineVersatile lightweight building material: Autoclaved aerated concreteManish PatelNessuna valutazione finora
- Lecture 5 - Modular Units PDFDocumento21 pagineLecture 5 - Modular Units PDFVaishnav SathishNessuna valutazione finora
- Cellular Lightweight ConcreteDocumento17 pagineCellular Lightweight Concretetest mailNessuna valutazione finora
- Seminar 1Documento21 pagineSeminar 1KHITESWAR BARIKNessuna valutazione finora
- Ar Bricks-21Documento34 pagineAr Bricks-21ManishaChary100% (1)
- AAC ClassDocumento34 pagineAAC ClassManimegalai PrasannaNessuna valutazione finora
- Autoclaved Aerated Concrete (Aac) : Presented By-Ayushi Mehrotra Divyanshi Srivastava KushagraDocumento21 pagineAutoclaved Aerated Concrete (Aac) : Presented By-Ayushi Mehrotra Divyanshi Srivastava KushagraBibek BhattaraiNessuna valutazione finora
- Autoclave Aerated ConcreteDocumento19 pagineAutoclave Aerated ConcreteAlisha PradhanNessuna valutazione finora
- Aac BlocksDocumento14 pagineAac Blocksanurag singhNessuna valutazione finora
- Special Concrete and Concreting TechniquesDocumento47 pagineSpecial Concrete and Concreting TechniquesTesfayeNessuna valutazione finora
- Aac Block ReportDocumento32 pagineAac Block ReportAyush Dixit100% (1)
- Training Report Rajasthan Housing BoardDocumento13 pagineTraining Report Rajasthan Housing BoardDevendra SharmaNessuna valutazione finora
- AacDocumento34 pagineAacspike_shiragraNessuna valutazione finora
- Autoclaved Aerated Concrete - WikipediaDocumento4 pagineAutoclaved Aerated Concrete - WikipediaNagarjun ReddyNessuna valutazione finora
- Present & Future of Lightweight ConcreteDocumento7 paginePresent & Future of Lightweight ConcreteGlobal_FriendshipNessuna valutazione finora
- Echnology Rief: Autoclaved Aerated Concrete Masonry UnitsDocumento4 pagineEchnology Rief: Autoclaved Aerated Concrete Masonry UnitsJayakumar AnanthaNessuna valutazione finora
- Lightweight ConcretesDocumento4 pagineLightweight ConcretesSarah SullivanNessuna valutazione finora
- Brick Field Mansoon - 1Documento13 pagineBrick Field Mansoon - 1Marsal BishwakarmaNessuna valutazione finora
- Voided SlabDocumento34 pagineVoided SlabSuresh Chandra Mangena100% (1)
- ACICO Light Weight Building BlocksDocumento64 pagineACICO Light Weight Building BlocksDanny MokdadNessuna valutazione finora
- Module 5 - Special Concretes and Concreting Techniques PDFDocumento26 pagineModule 5 - Special Concretes and Concreting Techniques PDFabinash choudharyNessuna valutazione finora
- Aac ComparisonsDocumento6 pagineAac ComparisonsSrinivas GoudNessuna valutazione finora
- Advanced Concrete Materials & Technology: Digital Assignment - 1Documento8 pagineAdvanced Concrete Materials & Technology: Digital Assignment - 1AnshulGuptaNessuna valutazione finora
- Project Profile for Lightweight CLC and Sand Lime BricksDocumento11 pagineProject Profile for Lightweight CLC and Sand Lime BricksJohn StewartNessuna valutazione finora
- Fischer Tiplovi Vijci Za Porobeton Aircrete - (V5) - 07062012Documento12 pagineFischer Tiplovi Vijci Za Porobeton Aircrete - (V5) - 07062012namkvalNessuna valutazione finora
- Light Weight ConcreteDocumento9 pagineLight Weight ConcreteASHISH SINGH SENGARNessuna valutazione finora
- Cement Production ProcessDocumento3 pagineCement Production ProcessISHANK SINGH 16110064Nessuna valutazione finora
- BLDG. TECH III CONCRETE GROUP 1 PRESENTATIONDocumento38 pagineBLDG. TECH III CONCRETE GROUP 1 PRESENTATIONMaimai Rea CondeNessuna valutazione finora
- ECV 205 Tutorial AnswersDocumento8 pagineECV 205 Tutorial AnswersRobertNessuna valutazione finora
- AAC Vs CLCDocumento23 pagineAAC Vs CLCsandipgargNessuna valutazione finora
- How Concrete Has Evolved Over TimeDocumento37 pagineHow Concrete Has Evolved Over TimePradeepLokhandeNessuna valutazione finora
- Critical Review On Types of Bricks Type 3: Aac Block: Manish Kumar Sahu, Lokesh SinghDocumento5 pagineCritical Review On Types of Bricks Type 3: Aac Block: Manish Kumar Sahu, Lokesh Singhekantus ekantusNessuna valutazione finora
- Everything about Bricks and StonesDocumento44 pagineEverything about Bricks and StonesYash Dhabalia100% (1)
- ADVANCED CONCRETE TECHNOLOGIES ASSIGNMENTDocumento14 pagineADVANCED CONCRETE TECHNOLOGIES ASSIGNMENTkavya.dasthariNessuna valutazione finora
- Foam Concrete SalinasDocumento4 pagineFoam Concrete SalinasDyego Clemente FerrerNessuna valutazione finora
- Project Report on Light Weight ConcreteDocumento28 pagineProject Report on Light Weight ConcreteHarshil SitlaniNessuna valutazione finora
- Autoclaved Aerated ConcreteDocumento4 pagineAutoclaved Aerated ConcreteKhaled AllamNessuna valutazione finora
- Technical Seminar on Light Weight ConcreteDocumento27 pagineTechnical Seminar on Light Weight ConcreteShashi KumarNessuna valutazione finora
- Ferrocement Roof Channels ManualDocumento7 pagineFerrocement Roof Channels Manual7vortex9Nessuna valutazione finora
- Module 6 - High Performance Concretes PDFDocumento32 pagineModule 6 - High Performance Concretes PDFabinash choudharyNessuna valutazione finora
- Chapter 7 - Special ConcretesDocumento67 pagineChapter 7 - Special Concreteseyob yohannesNessuna valutazione finora
- Bricks Notes For AL Tech by Hafeel SirDocumento84 pagineBricks Notes For AL Tech by Hafeel SirIhthisam hamzaNessuna valutazione finora
- Hollow Concrete BlockDocumento34 pagineHollow Concrete BlockDarshan MalaniNessuna valutazione finora
- Fresco Painting - Modern Methods and Techniques for Painting in Fresco and SeccoDa EverandFresco Painting - Modern Methods and Techniques for Painting in Fresco and SeccoNessuna valutazione finora
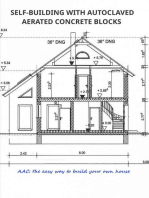
- SELF-BUILDING WITH AUTOCLAVED AERATED CONCRETE BLOCKS: AAC: the easy way to build your own houseDa EverandSELF-BUILDING WITH AUTOCLAVED AERATED CONCRETE BLOCKS: AAC: the easy way to build your own houseNessuna valutazione finora
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringDa EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringValutazione: 4 su 5 stelle4/5 (5)
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Da EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Nessuna valutazione finora
- Temperature, Humidity, and Latitude Analysis To Predict Potential Spread and Seasonality For COVID-19Documento14 pagineTemperature, Humidity, and Latitude Analysis To Predict Potential Spread and Seasonality For COVID-19grtunaNessuna valutazione finora
- Predictive Monitoring of COVID-19: Jianxi LuoDocumento12 paginePredictive Monitoring of COVID-19: Jianxi LuoLe Minh KhangNessuna valutazione finora
- BIM Implementation for Construction Projects and DeveloperDocumento29 pagineBIM Implementation for Construction Projects and DevelopergrtunaNessuna valutazione finora
- Report - Building Procurement MethodsDocumento21 pagineReport - Building Procurement MethodsAdeniran BamideleNessuna valutazione finora
- Rick Dobles Experimental Photography atDocumento9 pagineRick Dobles Experimental Photography atgrtunaNessuna valutazione finora
- Building and Construction Procurement GuideDocumento65 pagineBuilding and Construction Procurement GuideShirley FarraceNessuna valutazione finora
- Review Article Artificial Intelligence in Civil Engineering PENGZHEN LUDocumento23 pagineReview Article Artificial Intelligence in Civil Engineering PENGZHEN LUMr.MNessuna valutazione finora
- Construction Workspace Management Within PDFDocumento17 pagineConstruction Workspace Management Within PDFgrtunaNessuna valutazione finora
- Big Data in The ConstructionDocumento36 pagineBig Data in The ConstructiongrtunaNessuna valutazione finora
- Aspects of Glass Handout PDFDocumento81 pagineAspects of Glass Handout PDFLuis MartinsNessuna valutazione finora
- CPS Effective Project ControlDocumento24 pagineCPS Effective Project ControlSom HuntNessuna valutazione finora
- 2013 NC AWWA WEA Annual Conference Microtunneling Large Diameter Sewer Windley Farmer LeitchDocumento10 pagine2013 NC AWWA WEA Annual Conference Microtunneling Large Diameter Sewer Windley Farmer LeitchgrtunaNessuna valutazione finora
- Aerial Lift Policy ManualDocumento13 pagineAerial Lift Policy ManualvhlactaotaoNessuna valutazione finora
- Fire Testing Overview of Tests Per CountryDocumento14 pagineFire Testing Overview of Tests Per CountrygrtunaNessuna valutazione finora
- Thakeham Building Blocks: All-Purpose Dense and Medium Dense Aggregate Concrete BlocksDocumento6 pagineThakeham Building Blocks: All-Purpose Dense and Medium Dense Aggregate Concrete BlocksgrtunaNessuna valutazione finora
- Contractors HandbookDocumento43 pagineContractors HandbookVincent Mutambirwa100% (1)
- Concrete walls and floors reduce sound transmissionDocumento9 pagineConcrete walls and floors reduce sound transmissionPham Song HongNessuna valutazione finora
- Heavy Lift Installation Study of Offshore Structure 2004Documento203 pagineHeavy Lift Installation Study of Offshore Structure 2004Quang-derer75% (4)
- Masterblock: Concrete Blocks - Technical ManualDocumento38 pagineMasterblock: Concrete Blocks - Technical ManualdamindaNessuna valutazione finora
- Dense Concrete Block Spec SheetDocumento3 pagineDense Concrete Block Spec SheetgrtunaNessuna valutazione finora
- Breaking Up Is Easy To DoDocumento4 pagineBreaking Up Is Easy To DogrtunaNessuna valutazione finora
- Construction Claims & DisputesDocumento78 pagineConstruction Claims & DisputesgrtunaNessuna valutazione finora
- CIVL 392 - Chapter 3 - Excavating MachinesDocumento50 pagineCIVL 392 - Chapter 3 - Excavating MachinesheroNessuna valutazione finora
- Simon Atkinson - Geotechnical Risk Management For Water Engineering ProjectsDocumento46 pagineSimon Atkinson - Geotechnical Risk Management For Water Engineering ProjectsgrtunaNessuna valutazione finora
- Mining ApplicationsDocumento28 pagineMining ApplicationsgrtunaNessuna valutazione finora
- DECD Glossary of Risk Management TermsDocumento4 pagineDECD Glossary of Risk Management TermsgrtunaNessuna valutazione finora
- Deep Excavation in DohaDocumento5 pagineDeep Excavation in DohaRoku Nguyen100% (1)
- BIM Handbook XILRaDocumento28 pagineBIM Handbook XILRagrtunaNessuna valutazione finora
- BIM Project Planning enDocumento6 pagineBIM Project Planning enWendell MendesNessuna valutazione finora
- New classrooms and science lab constructed in DindigulDocumento98 pagineNew classrooms and science lab constructed in Dindigulviswan08Nessuna valutazione finora
- AAC MaterialDocumento11 pagineAAC MaterialLuca CarusoNessuna valutazione finora
- Concrete Rules of ThumbDocumento15 pagineConcrete Rules of ThumbNoble Obeng-Ankamah100% (1)
- Roof Types and ComponentsDocumento14 pagineRoof Types and ComponentsRomharsh OliNessuna valutazione finora
- PBT Opgw CableDocumento7 paginePBT Opgw CableChristian CastroNessuna valutazione finora
- Corrossion Control of Underwater PilesDocumento23 pagineCorrossion Control of Underwater Pilesvaradha s nairNessuna valutazione finora
- .Precast Concrete ConnectionsDocumento3 pagine.Precast Concrete Connectionsparamarthasom1974Nessuna valutazione finora
- 9494 - A Light in The BelfryDocumento61 pagine9494 - A Light in The BelfryMark RybickiNessuna valutazione finora
- PZ2021-06 Revised Bentley Tower Structural NarrativeDocumento8 paginePZ2021-06 Revised Bentley Tower Structural Narrativethe next miamiNessuna valutazione finora
- Proposed Residence House: © Marc Allen Building Pty LTDDocumento4 pagineProposed Residence House: © Marc Allen Building Pty LTDYorga JhohansyahNessuna valutazione finora
- Studies in Tectonic Culture - The Poetics of Construction in Nineteenth and Twentieth Century ArchitectureDocumento29 pagineStudies in Tectonic Culture - The Poetics of Construction in Nineteenth and Twentieth Century ArchitectureKevin SuryawijayaNessuna valutazione finora
- Sway Bracing:: PW P P, P PDocumento3 pagineSway Bracing:: PW P P, P PShafiullah AmanNessuna valutazione finora
- GUIDANCE ON USING WATERPROOF MEMBRANES FOR BRIDGE DECKSDocumento17 pagineGUIDANCE ON USING WATERPROOF MEMBRANES FOR BRIDGE DECKSDanny LamNessuna valutazione finora
- Install and Maintain Access Floors GuideDocumento44 pagineInstall and Maintain Access Floors GuideNguyễn HiếuNessuna valutazione finora
- Messurment Sheet and SummryDocumento102 pagineMessurment Sheet and SummryNuwan AththanayakaNessuna valutazione finora
- BIADP - Technical Specifications - Volume 2Documento83 pagineBIADP - Technical Specifications - Volume 2ralpheaNessuna valutazione finora
- IIT Indore CE 408: Foundation EngineeringDocumento33 pagineIIT Indore CE 408: Foundation EngineeringChaitali PatilNessuna valutazione finora
- A Detailed Lesson Plan Sample For ChildrDocumento10 pagineA Detailed Lesson Plan Sample For ChildrMaridel FloridaNessuna valutazione finora
- HAND BOOK OF THERMOPLASTIC ROAD MARKINGDocumento13 pagineHAND BOOK OF THERMOPLASTIC ROAD MARKINGArun ChopraNessuna valutazione finora
- 1-21 Fire Resistance of Building AssembliesDocumento37 pagine1-21 Fire Resistance of Building Assembliesthongtn2007Nessuna valutazione finora
- A House Full of MemoriesDocumento6 pagineA House Full of MemoriesAditiNessuna valutazione finora
- Design of Precast Concrete Structures With Regard To Accidental LoadingDocumento11 pagineDesign of Precast Concrete Structures With Regard To Accidental LoadingSudhakaran PilicodeNessuna valutazione finora
- High Capacity Product Guide (March 2014)Documento16 pagineHigh Capacity Product Guide (March 2014)NhuVan NguyenNessuna valutazione finora
- CE21M112 Gopalji L9Documento2 pagineCE21M112 Gopalji L9Gopalji Sudamaji Kalojiya ce21m112Nessuna valutazione finora
- Building MalaysiaDocumento3 pagineBuilding MalaysiaPaul Bronzon DurensNessuna valutazione finora
- Q4 IA EIM 12 Week5Documento4 pagineQ4 IA EIM 12 Week5Harold Vernon Martinez100% (1)
- Chapter - 2Documento30 pagineChapter - 2Rgirish 1Nessuna valutazione finora
- 3M Product Data PDFDocumento3 pagine3M Product Data PDFmujahaddadNessuna valutazione finora
- SEMINAR ON PRE-ENGINEERED BUILDINGSDocumento27 pagineSEMINAR ON PRE-ENGINEERED BUILDINGSBhanuprakash KumbarNessuna valutazione finora
- 0032 50 L SP 015 A4 Specification For Insulating JointDocumento8 pagine0032 50 L SP 015 A4 Specification For Insulating JointArie SinardiNessuna valutazione finora