Potrebbero piacerti anche
- Cone Penetration Testing: Methods and InterpretationDa EverandCone Penetration Testing: Methods and InterpretationValutazione: 5 su 5 stelle5/5 (3)
- BS 183 1972-General Purpose Galvanized Steel Wire Strand PDFDocumento16 pagineBS 183 1972-General Purpose Galvanized Steel Wire Strand PDFDayan Yasaranga0% (2)
- BS 2945-1958Documento8 pagineBS 2945-1958SoniManpreetSinghNessuna valutazione finora
- EN 310-1993 - enDocumento8 pagineEN 310-1993 - enMateus FernandoNessuna valutazione finora
- Bs 1806 1989Documento22 pagineBs 1806 1989Kishor Jadhav100% (2)
- STAAD - Pro & STAAD Advanced Concrete: Design of Two-Storey Reinforced-Concrete ResidentialDocumento47 pagineSTAAD - Pro & STAAD Advanced Concrete: Design of Two-Storey Reinforced-Concrete ResidentialKaye Kathlene BasubasNessuna valutazione finora
- AS 2853-1986 - Enclousure - Temperature Controlled - Perfomance Testing and Grading PDFDocumento15 pagineAS 2853-1986 - Enclousure - Temperature Controlled - Perfomance Testing and Grading PDFDini AprianiNessuna valutazione finora
- BS 957-2008Documento11 pagineBS 957-2008diegoNessuna valutazione finora
- Abu Kammash Marine JettyDocumento78 pagineAbu Kammash Marine JettyPeyman Mzn100% (1)
- Pipes On DeckDocumento34 paginePipes On DeckNataly Janataly100% (1)
- Sem 6 Papers 1 PDFDocumento11 pagineSem 6 Papers 1 PDFBhupesh GuptaNessuna valutazione finora
- En 933-01Documento20 pagineEn 933-01NexusSLCD NexusSLCDNessuna valutazione finora
- Segmented Bond LoggingDocumento15 pagineSegmented Bond LoggingMohd Nabeel100% (1)
- BDS ISO-6935-2-2006 (BDS Standard For Reinforcing Steel)Documento18 pagineBDS ISO-6935-2-2006 (BDS Standard For Reinforcing Steel)Jahid Hasnain90% (20)
- Cdna09875enc 001Documento168 pagineCdna09875enc 001John RojasNessuna valutazione finora
- British Standard: A Single Copy of This British Standard Is Licensed ToDocumento35 pagineBritish Standard: A Single Copy of This British Standard Is Licensed Toandrey25100% (2)
- Site Acceptance Test ProcedureDocumento41 pagineSite Acceptance Test ProcedureDamia QistinaNessuna valutazione finora
- CS FileDocumento11 pagineCS FileD StudiosNessuna valutazione finora
- RestrictionsDocumento31 pagineRestrictionsapi-471440140Nessuna valutazione finora
- Toyota v160 Transmission Repair Manual RM351EDocumento75 pagineToyota v160 Transmission Repair Manual RM351EfrazNessuna valutazione finora
- ME504 - Mechanical Measurement: B.E. Mechanical Engineering Sem-VDocumento4 pagineME504 - Mechanical Measurement: B.E. Mechanical Engineering Sem-VNabeel KhanNessuna valutazione finora
- BS 1414 1975Documento35 pagineBS 1414 1975Wilson100% (1)
- Adobe Scan 21 Oct. 2022Documento1 paginaAdobe Scan 21 Oct. 2022Juan Ariel BogadoNessuna valutazione finora
- Ve Pioneer pl-516 ServiceDocumento29 pagineVe Pioneer pl-516 ServiceJulien AlfieriNessuna valutazione finora
- Effects of Concentrated Hydrogen Peroxide On Mechanical and Corrosion Properties of Structural Aluminum AlloysDocumento66 pagineEffects of Concentrated Hydrogen Peroxide On Mechanical and Corrosion Properties of Structural Aluminum AlloysDarius MaximusNessuna valutazione finora
- BS 8010-2.8 PDFDocumento57 pagineBS 8010-2.8 PDFandrey2575% (4)
- M020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Documento227 pagineM020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Matija Segarić100% (1)
- Optimization of Twin Screw Extrusion Using CFD For Polymer/nanoclay CompositesDocumento6 pagineOptimization of Twin Screw Extrusion Using CFD For Polymer/nanoclay Compositesgiovan ganandyNessuna valutazione finora
- " RTR:+-#L': CarryingDocumento41 pagine" RTR:+-#L': CarryingAaron WilsonNessuna valutazione finora
- Ad 0742210Documento13 pagineAd 0742210Salagrama AbhinavNessuna valutazione finora
- Sterkte en Vervormingseigenschappen Van Pijpleidingen in Diep WaterDocumento187 pagineSterkte en Vervormingseigenschappen Van Pijpleidingen in Diep Waterdroessaert_stijnNessuna valutazione finora
- Materials Data Aluminum Alloy 6061 PDFDocumento136 pagineMaterials Data Aluminum Alloy 6061 PDF임학진Nessuna valutazione finora
- (:jjliti: T:I/I:Tll&/1'L (!N Hca'.FllDocumento23 pagine(:jjliti: T:I/I:Tll&/1'L (!N Hca'.FllGaurav AggarwalNessuna valutazione finora
- Mid 2 &mid 3Documento10 pagineMid 2 &mid 30 0Nessuna valutazione finora
- Smi 319Documento8 pagineSmi 319Dilip KarkiNessuna valutazione finora
- 53b 42 01Documento83 pagine53b 42 01Steven Howell100% (1)
- ADA114100Documento65 pagineADA114100suman.cenithNessuna valutazione finora
- 651Documento26 pagine651riskraj1984Nessuna valutazione finora
- Cife 26Documento367 pagineCife 26carlosNessuna valutazione finora
- Bernards - Sinclair - Clive Sinclair-168 - Transistor Circuits Manual No4-1967Documento42 pagineBernards - Sinclair - Clive Sinclair-168 - Transistor Circuits Manual No4-1967David MarchesiNessuna valutazione finora
- Ce Const2 220kv CB Siemens 2012Documento18 pagineCe Const2 220kv CB Siemens 2012erkamlakar2234100% (1)
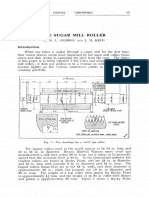
- The Sugar Mill Roller: BV R. I,. Geokge MDocumento9 pagineThe Sugar Mill Roller: BV R. I,. Geokge MuksrajNessuna valutazione finora
- Dynamic Analysis Stranded Wire SpringsDocumento71 pagineDynamic Analysis Stranded Wire SpringsJoseph J. ZajkNessuna valutazione finora
- Wind Tunnel Analysis of SubmarineDocumento58 pagineWind Tunnel Analysis of SubmarineRanjeet Singh100% (1)
- Wargames Illustrated #126Documento64 pagineWargames Illustrated #126Анатолий Золотухин100% (1)
- Anchor Bolts - Concrete Capacity Design PDFDocumento22 pagineAnchor Bolts - Concrete Capacity Design PDFGraham RobertsNessuna valutazione finora
- CGL - Instruction & Maintenance Manual Current Transformer Live TankDocumento21 pagineCGL - Instruction & Maintenance Manual Current Transformer Live TankHari Krishna.MNessuna valutazione finora
- Sumitomo Type36 ManualDocumento58 pagineSumitomo Type36 Manualethanzhu32100% (1)
- En ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas SoldadasDocumento53 pagineEn ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas Soldadastiago_valenteNessuna valutazione finora
- NDT Final 2012Documento30 pagineNDT Final 2012wilialexis771Nessuna valutazione finora
- Mechanics Branches: A) R LMDocumento9 pagineMechanics Branches: A) R LMmuhanadNessuna valutazione finora
- Is 2720 30 1980Documento5 pagineIs 2720 30 1980Ayush GorasiyaNessuna valutazione finora
- Abstract of Minor Bridge at KM 3+960Documento5 pagineAbstract of Minor Bridge at KM 3+960Gobinder Singh VirdeeNessuna valutazione finora
- Grippers For An Unmanned Forging: Cutkosky andDocumento27 pagineGrippers For An Unmanned Forging: Cutkosky andgrufNessuna valutazione finora
- 15-ScanJet SC 15TW Instruction ManualDocumento43 pagine15-ScanJet SC 15TW Instruction Manualogurmehmetali07Nessuna valutazione finora
- Senographe 600thf AsmDocumento120 pagineSenographe 600thf Asmjesus medranoNessuna valutazione finora
- Opeartion & Maintenance of SS Equipments CT PT CVT LA ISO 29.6.2020Documento68 pagineOpeartion & Maintenance of SS Equipments CT PT CVT LA ISO 29.6.2020Sunil GurubaxaniNessuna valutazione finora
- 110 Semiconductor Projects for the Home ConstructorDa Everand110 Semiconductor Projects for the Home ConstructorValutazione: 4 su 5 stelle4/5 (1)
- Lista Agentiilor de Turism Licentiate Actualizare 16.09.2022Documento498 pagineLista Agentiilor de Turism Licentiate Actualizare 16.09.2022LucianNessuna valutazione finora
- SULTANS OF SWING - Dire Straits (Impresión)Documento1 paginaSULTANS OF SWING - Dire Straits (Impresión)fabio.mattos.tkd100% (1)
- Thomas Noochan Pokemon Review Final DraftDocumento6 pagineThomas Noochan Pokemon Review Final Draftapi-608717016Nessuna valutazione finora
- Curriculum Vitae Mukhammad Fitrah Malik FINAL 2Documento1 paginaCurriculum Vitae Mukhammad Fitrah Malik FINAL 2Bill Divend SihombingNessuna valutazione finora
- 123456Documento4 pagine123456Lance EsquivarNessuna valutazione finora
- Trần Phương Mai - Literature - Irony in "Letter to a Funeral Parlor" by Lydia DavisDocumento2 pagineTrần Phương Mai - Literature - Irony in "Letter to a Funeral Parlor" by Lydia DavisTrần Phương MaiNessuna valutazione finora
- Jaimini Astrology and MarriageDocumento3 pagineJaimini Astrology and MarriageTushar Kumar Bhowmik100% (1)
- On The Linguistic Turn in Philosophy - Stenlund2002 PDFDocumento40 pagineOn The Linguistic Turn in Philosophy - Stenlund2002 PDFPablo BarbosaNessuna valutazione finora
- Alcatraz Analysis (With Explanations)Documento16 pagineAlcatraz Analysis (With Explanations)Raul Dolo Quinones100% (1)
- MSC in Healthcare Management (Top-Up) Degree From ARU - Delivered Online by LSBR, UKDocumento19 pagineMSC in Healthcare Management (Top-Up) Degree From ARU - Delivered Online by LSBR, UKLSBRNessuna valutazione finora
- Fry 2016Documento27 pagineFry 2016Shahid RashidNessuna valutazione finora
- Understanding SIP RE-INVITEDocumento6 pagineUnderstanding SIP RE-INVITESK_shivamNessuna valutazione finora
- Steel and Timber Design: Arch 415Documento35 pagineSteel and Timber Design: Arch 415Glennson BalacanaoNessuna valutazione finora
- Steven SheaDocumento1 paginaSteven Sheaapi-345674935Nessuna valutazione finora
- Personal Training Program Design Using FITT PrincipleDocumento1 paginaPersonal Training Program Design Using FITT PrincipleDan DanNessuna valutazione finora
- SANDHU - AUTOMOBILES - PRIVATE - LIMITED - 2019-20 - Financial StatementDocumento108 pagineSANDHU - AUTOMOBILES - PRIVATE - LIMITED - 2019-20 - Financial StatementHarsimranSinghNessuna valutazione finora
- Test 1Documento9 pagineTest 1thu trầnNessuna valutazione finora
- Philippine Housing Industry: Regulatory ReviewDocumento42 paginePhilippine Housing Industry: Regulatory ReviewAl MarzolNessuna valutazione finora
- Feuerhahn Funeral Bullet 17 March 2015Documento12 pagineFeuerhahn Funeral Bullet 17 March 2015brandy99Nessuna valutazione finora
- APICS-Houston Newsletter Sept 2012Documento16 pagineAPICS-Houston Newsletter Sept 2012Christopher SeifertNessuna valutazione finora
- Bootstrap DatepickerDocumento31 pagineBootstrap DatepickerdandczdczNessuna valutazione finora
- Discrete Probability Distribution UpdatedDocumento44 pagineDiscrete Probability Distribution UpdatedWaylonNessuna valutazione finora
- ED Tox PGS.2021Documento4 pagineED Tox PGS.2021Jm uniteNessuna valutazione finora
- DLL LayoutDocumento4 pagineDLL LayoutMarife GuadalupeNessuna valutazione finora
- Industrial Visit Report Part 2Documento41 pagineIndustrial Visit Report Part 2Navratan JagnadeNessuna valutazione finora
- LiverDocumento6 pagineLiverMiguel Cuevas DolotNessuna valutazione finora
- Scientific Errors in The QuranDocumento32 pagineScientific Errors in The QuranjibranqqNessuna valutazione finora
- PCI Bank V CA, G.R. No. 121413, January 29, 2001Documento10 paginePCI Bank V CA, G.R. No. 121413, January 29, 2001ademarNessuna valutazione finora
- S Jozsef Viata in DiosigDocumento52 pagineS Jozsef Viata in Diosigunoradean2Nessuna valutazione finora
- 2024 01 31 StatementDocumento4 pagine2024 01 31 StatementAlex NeziNessuna valutazione finora