Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Whey Protein by MR XDocumento20 pagineWhey Protein by MR XHARDIKNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Mozzarella From Bufelo MilkDocumento56 pagineMozzarella From Bufelo MilkHARDIKNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Cheese Making HouseholdDocumento21 pagineCheese Making HouseholdHARDIKNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Citrate Fermentation PDFDocumento24 pagineCitrate Fermentation PDFHARDIKNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Citrate Fermentation With Lactic Acid BacteriaDocumento24 pagineCitrate Fermentation With Lactic Acid BacteriaHARDIKNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
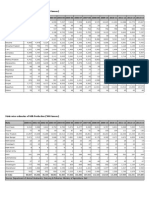
- State-Wise Estimates of Milk Production ('000 Tonnes)Documento2 pagineState-Wise Estimates of Milk Production ('000 Tonnes)HARDIKNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- There Is A Plenty of Room at The Bottom.: - Richard.P.FeynmannDocumento25 pagineThere Is A Plenty of Room at The Bottom.: - Richard.P.FeynmannShilpa PrathikantamNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- New EM Quiz13Documento4 pagineNew EM Quiz13Singh KaranNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Bedia CLS 40 45 GBDocumento36 pagineBedia CLS 40 45 GBkadir kayaNessuna valutazione finora
- RXM XXX ES Data GuideDocumento11 pagineRXM XXX ES Data GuideAstrid PorticaNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Central Tendency, Position, and VariationDocumento37 pagineCentral Tendency, Position, and VariationCeline Joy PolicarpioNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Thermal Engineering PDFDocumento5 pagineThermal Engineering PDFabhinavgiri17Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Chap. 1 Part 1 Physical PropertiesDocumento15 pagineChap. 1 Part 1 Physical PropertiesAishwarrya NarayananNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Laboratory Requirements For ISO/IEC 17025: Accreditation of Radon Indoor Measurements Based On CR-39 Nuclear Track DetectorsDocumento17 pagineLaboratory Requirements For ISO/IEC 17025: Accreditation of Radon Indoor Measurements Based On CR-39 Nuclear Track DetectorsChong CongNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Sesam and Bladed - Efficient Coupled Analyses - Webinar Presentation - tcm8-102589 PDFDocumento31 pagineSesam and Bladed - Efficient Coupled Analyses - Webinar Presentation - tcm8-102589 PDFsamiransmitaNessuna valutazione finora
- Medium Voltage Swgr9Documento3 pagineMedium Voltage Swgr9kjfensNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Body FluidsDocumento85 pagineBody FluidsShanta BharNessuna valutazione finora
- The Equation of The Straight Line: y MX CDocumento6 pagineThe Equation of The Straight Line: y MX CMarc SugrueNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
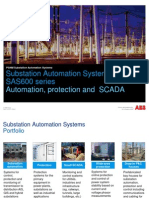
- Abb Sas GeneralDocumento43 pagineAbb Sas Generalsabill arasyidNessuna valutazione finora
- EX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and ViewsDocumento44 pagineEX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and Viewslalit thakur100% (1)
- Laboratory Work 1 Computation of Metrics of Productivity of Computer SystemDocumento12 pagineLaboratory Work 1 Computation of Metrics of Productivity of Computer SystemHhhhhh75% (4)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- V-RAY 2.0 Option Editor Overview (SketchUp)Documento14 pagineV-RAY 2.0 Option Editor Overview (SketchUp)thonethoneNessuna valutazione finora
- The Network+ Cram Sheet: Networking ConceptsDocumento4 pagineThe Network+ Cram Sheet: Networking ConceptsISTAKHAR UDDIN AHAMED100% (1)
- Pages À Partir de Hyundai-Terracan-2001-2007-factory-service-manualDocumento10 paginePages À Partir de Hyundai-Terracan-2001-2007-factory-service-manualcointoinNessuna valutazione finora
- Kalman Filter Explained - MOST SIMPLISTICALLYDocumento100 pagineKalman Filter Explained - MOST SIMPLISTICALLYuser2127Nessuna valutazione finora
- Offshore Pipe Riser PDFDocumento8 pagineOffshore Pipe Riser PDFdndudcNessuna valutazione finora
- Rodriguez-Castro Et Al 2022 Human Highly Modified Landscapes Restrict Gene FlowDocumento20 pagineRodriguez-Castro Et Al 2022 Human Highly Modified Landscapes Restrict Gene FlowShara MotaNessuna valutazione finora
- Owners Manual 2018Documento49 pagineOwners Manual 2018Marv-Vic SantosNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Building Utilities 3: Room AcousticsDocumento11 pagineBuilding Utilities 3: Room AcousticsIzzah LNessuna valutazione finora
- Microstructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsDocumento6 pagineMicrostructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsReza nugrahaNessuna valutazione finora
- Remove BatDocumento1 paginaRemove BatUdaya Pratap SinghNessuna valutazione finora
- Sodium Metal MSDSDocumento4 pagineSodium Metal MSDSRama Krishnan HNessuna valutazione finora
- Enatel FlexiMAX24a500Kw PDFDocumento2 pagineEnatel FlexiMAX24a500Kw PDFJosé Angel PinedaNessuna valutazione finora
- 62684en1 PDFDocumento447 pagine62684en1 PDFsurajNessuna valutazione finora
- (DT-0581) 21010-BAE-70000-IN-RL-0002 - Revb2Documento8 pagine(DT-0581) 21010-BAE-70000-IN-RL-0002 - Revb2karthikesan6Nessuna valutazione finora
- Ratio Worksheet AKDocumento12 pagineRatio Worksheet AKChika AuliaNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)