Potrebbero piacerti anche
- Sa 479Documento12 pagineSa 479singaravelan narayanasamyNessuna valutazione finora
- Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocumento8 pagineStainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsKipper KimNessuna valutazione finora
- Sa 479Documento12 pagineSa 479Widya widyaNessuna valutazione finora
- Astm A479 A479m 2001Documento8 pagineAstm A479 A479m 2001Roland CepedaNessuna valutazione finora
- Astm A479Documento8 pagineAstm A479Jamil SalmanNessuna valutazione finora
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocumento7 pagineHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesRoland CepedaNessuna valutazione finora
- Astm A 276 1 PDFDocumento7 pagineAstm A 276 1 PDFNitinNessuna valutazione finora
- A 564 - A 564M - 01 Qtu2nc0wmqDocumento7 pagineA 564 - A 564M - 01 Qtu2nc0wmqPRASANTH PRASANTHNessuna valutazione finora
- Stainless Steel Bars and Shapes: Standard Specification ForDocumento7 pagineStainless Steel Bars and Shapes: Standard Specification ForLuciano Grassi KuyvenNessuna valutazione finora
- Chromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceDocumento2 pagineChromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceProduction DepartmentNessuna valutazione finora
- A276 Stainless SteelDocumento7 pagineA276 Stainless SteelAbdul GhafoorNessuna valutazione finora
- Carbon and Alloy Steel Nuts For Bolts For High-Pressure and High-Temperature ServiceDocumento8 pagineCarbon and Alloy Steel Nuts For Bolts For High-Pressure and High-Temperature ServiceKaterin HernandezNessuna valutazione finora
- Astm A 249 PDFDocumento9 pagineAstm A 249 PDFBez SofNessuna valutazione finora
- Stainless Steel Bars and Shapes: Standard Specification ForDocumento7 pagineStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Specification For Stainless Steel Bars and Shapes: This Specification Was AddedDocumento10 pagineSpecification For Stainless Steel Bars and Shapes: This Specification Was AddedGeraldoVelizNessuna valutazione finora
- Sa268 TP409 PDFDocumento8 pagineSa268 TP409 PDFmaheshNessuna valutazione finora
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocumento10 pagineWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesIng. Adolfo GarciaNessuna valutazione finora
- ASTM A580 2006 Standard Specification For Stainless Steel WireDocumento5 pagineASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- Specification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesDocumento6 pagineSpecification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesezequieltoniNessuna valutazione finora
- ASTM A 789 A789M.wzlh9249Documento6 pagineASTM A 789 A789M.wzlh9249Mohammed AliNessuna valutazione finora
- Stainless Steel Bars and Shapes': Standard Specification ForDocumento7 pagineStainless Steel Bars and Shapes': Standard Specification ForSofiaJabadanEspulgarNessuna valutazione finora
- Astm A564Documento10 pagineAstm A564chetan_thakur4278100% (1)
- Stainless Steel Wire: Standard Specification ForDocumento4 pagineStainless Steel Wire: Standard Specification Forhailander castañeda martinezNessuna valutazione finora
- Asme Section Ii A Sa-178 Sa-178mDocumento6 pagineAsme Section Ii A Sa-178 Sa-178mksd2Nessuna valutazione finora
- ASTM A276-2013aDocumento8 pagineASTM A276-2013aFranklin MeloNessuna valutazione finora
- A 276 - 02 Qti3ni0wmkeDocumento7 pagineA 276 - 02 Qti3ni0wmkeGsuslionelNessuna valutazione finora
- A276 PDFDocumento8 pagineA276 PDFsingaravelan narayanasamyNessuna valutazione finora
- ASTM A276 - Stainless Steel Bars and Shapes (2017.3)Documento8 pagineASTM A276 - Stainless Steel Bars and Shapes (2017.3)정영우100% (1)
- Astm 269Documento6 pagineAstm 269Willy SastraleksanaNessuna valutazione finora
- Astm A276-05Documento7 pagineAstm A276-05NadhiraNessuna valutazione finora
- A370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsDocumento7 pagineA370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsChutha100% (2)
- Astma 516Documento3 pagineAstma 516EdirwinJoseChirinosNessuna valutazione finora
- Sa 178 2019Documento5 pagineSa 178 2019Pavul RajNessuna valutazione finora
- ASTM A276 2013a PDFDocumento8 pagineASTM A276 2013a PDFElielson LimaNessuna valutazione finora
- Steel, Sheet, Carbon, For Pressure VesselsDocumento3 pagineSteel, Sheet, Carbon, For Pressure VesselsKevin JosueNessuna valutazione finora
- Specification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocumento6 pagineSpecification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature Servicecesar jaramilloNessuna valutazione finora
- A 276 Ed. 2017Documento11 pagineA 276 Ed. 2017kptl6185Nessuna valutazione finora
- Astm A582Documento3 pagineAstm A582ferrer0000Nessuna valutazione finora
- Asme 1461Documento12 pagineAsme 1461HAITHAM ATEFNessuna valutazione finora
- A 334 Â " A 334M Â " 04 - QTMZNC0WNADocumento6 pagineA 334 Â " A 334M Â " 04 - QTMZNC0WNAhNessuna valutazione finora
- Seamless and Welded Steel Pipe For Low-Temperature Service and Other Applications With Required Notch ToughnessDocumento8 pagineSeamless and Welded Steel Pipe For Low-Temperature Service and Other Applications With Required Notch ToughnessTim SharpNessuna valutazione finora
- Free-Machining Stainless Steel Bars: Standard Specification ForDocumento4 pagineFree-Machining Stainless Steel Bars: Standard Specification ForLuciano Grassi KuyvenNessuna valutazione finora
- A 254 - A 254M - 12 PDFDocumento4 pagineA 254 - A 254M - 12 PDFأسامة وحيد الدين رمضانNessuna valutazione finora
- Martensitic Stainless Steel Bars For High-Temperature ServiceDocumento4 pagineMartensitic Stainless Steel Bars For High-Temperature ServiceTatan FirmansyahNessuna valutazione finora
- ASTM A580 18 Stainless Steel WireDocumento5 pagineASTM A580 18 Stainless Steel WireMartin ÅkessonNessuna valutazione finora
- Astm A276Documento7 pagineAstm A276tony100% (1)
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocumento6 pagineAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDeen ewNessuna valutazione finora
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocumento10 pagineWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesJerry BeanNessuna valutazione finora
- Carbon and Alloy Steel Nuts For Bolts For High-Pressure and High-Temperature ServiceDocumento7 pagineCarbon and Alloy Steel Nuts For Bolts For High-Pressure and High-Temperature ServiceEvert RiveraNessuna valutazione finora
- Astm A276-06Documento7 pagineAstm A276-06NadhiraNessuna valutazione finora
- Seamless Stainless Steel Mechanical Tubing: Standard Specification ForDocumento8 pagineSeamless Stainless Steel Mechanical Tubing: Standard Specification ForNur Achmad BusairiNessuna valutazione finora
- Sa 376Documento8 pagineSa 376ismaelarchilacastilloNessuna valutazione finora
- ASTM A276-05aDocumento7 pagineASTM A276-05aNadhiraNessuna valutazione finora
- Asme Section Ii A-2 Sa-789 Sa-789mDocumento8 pagineAsme Section Ii A-2 Sa-789 Sa-789mdavid perezNessuna valutazione finora
- Reinforced Concrete Buildings: Behavior and DesignDa EverandReinforced Concrete Buildings: Behavior and DesignValutazione: 5 su 5 stelle5/5 (1)
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesDa EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNessuna valutazione finora
- All-in-One Manual of Industrial Piping Practice and MaintenanceDa EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceValutazione: 5 su 5 stelle5/5 (1)
- Bulk FinfetDocumento15 pagineBulk FinfetCalcutta University RPE 2020Nessuna valutazione finora
- PT - Sriwijaya Teknik Utama: Quality ReportDocumento20 paginePT - Sriwijaya Teknik Utama: Quality ReportandhiNessuna valutazione finora
- Read The Material Below! 2. Make Sure That You Understand What The Material's Talking About!Documento2 pagineRead The Material Below! 2. Make Sure That You Understand What The Material's Talking About!M FARHAN SNessuna valutazione finora
- Computer Applications in Business: Lecture No.9 (CAB)Documento17 pagineComputer Applications in Business: Lecture No.9 (CAB)Imran KashifNessuna valutazione finora
- Returned Receipt For Equipment: Land Transportation OfficeDocumento68 pagineReturned Receipt For Equipment: Land Transportation Officemaricris punayNessuna valutazione finora
- Composite Manufacturing ProcessesDocumento20 pagineComposite Manufacturing ProcessesNiranjanBandaNessuna valutazione finora
- Lal Kitab Vol 3 1952 PDFDocumento167 pagineLal Kitab Vol 3 1952 PDFraja bhai100% (2)
- Material Machinability Ratings PDFDocumento5 pagineMaterial Machinability Ratings PDFmrakras1Nessuna valutazione finora
- WPQ Is 2062 Angad Chauhan W3 - 1GDocumento2 pagineWPQ Is 2062 Angad Chauhan W3 - 1Gprod4150% (1)
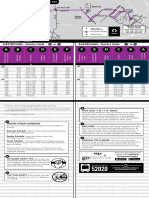
- San Antonio VIA BUS 606Documento2 pagineSan Antonio VIA BUS 606Kevin GianNessuna valutazione finora
- Metal Forming Fundamentals and ApplicationsDocumento3 pagineMetal Forming Fundamentals and ApplicationsDANIEL DIAZNessuna valutazione finora
- Prof Bello Notes On Sieve EtcDocumento23 pagineProf Bello Notes On Sieve Etcagu josephNessuna valutazione finora
- 9 Cswip 3.1 Welding Notes Unsolved Question With Given Answers Table Most Important Question Answers Solved Past Papers Cswip 3.1Documento34 pagine9 Cswip 3.1 Welding Notes Unsolved Question With Given Answers Table Most Important Question Answers Solved Past Papers Cswip 3.1patvin3100% (4)
- Annealing, Hardening and TemperingDocumento2 pagineAnnealing, Hardening and TemperingVerdadMupezeniNessuna valutazione finora
- Papermaking Little BookDocumento8 paginePapermaking Little BookAkbar Ramadhan SyambasNessuna valutazione finora
- Generic Fax Cover SheetDocumento10 pagineGeneric Fax Cover Sheetlashondriajohnson94Nessuna valutazione finora
- Layout & Lambda Design RuleDocumento1 paginaLayout & Lambda Design RuleNihar PandaNessuna valutazione finora
- Panel Beating MaterialsDocumento15 paginePanel Beating Materialsmacban20004859Nessuna valutazione finora
- Vacuum Tube Cross Reference TableDocumento40 pagineVacuum Tube Cross Reference TableCarlos Jacinto0% (1)
- 12l14 Bright Mild SteelDocumento2 pagine12l14 Bright Mild SteelStefany Carolina Chavez DavidNessuna valutazione finora
- Finder ConversionDocumento2 pagineFinder ConversioncdlmurphyNessuna valutazione finora
- Welding Report.Documento12 pagineWelding Report.Haikal SubriNessuna valutazione finora
- 2141908Documento22 pagine2141908krunal07786Nessuna valutazione finora
- EMEA Cons - Recommended Dimmer List - V2Documento1 paginaEMEA Cons - Recommended Dimmer List - V2facastrofNessuna valutazione finora
- Impact AR500 PlateDocumento2 pagineImpact AR500 PlateMario Diez100% (1)
- PCB Book v5.0.4 e Demo WDocumento56 paginePCB Book v5.0.4 e Demo Whlgc63100% (1)
- Marshalloy MQ 4142 PHDocumento3 pagineMarshalloy MQ 4142 PH123vigenNessuna valutazione finora
- Drawing Stick Diagrams: Mask Layout and Stick Diagram For A CMOS InverterDocumento3 pagineDrawing Stick Diagrams: Mask Layout and Stick Diagram For A CMOS InverterMuhammad JehangirNessuna valutazione finora
- Heavy Oil Conversion OptionsDocumento21 pagineHeavy Oil Conversion OptionsSangeeta GargNessuna valutazione finora
- Mineral Processing LabDocumento1 paginaMineral Processing LabMoosa NaseerNessuna valutazione finora