Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Max Cliq Report PDFDocumento9 pagineMax Cliq Report PDFyounesNessuna valutazione finora
- A Fuzzy Optimization Model For QFD Planning Process Using Analytic Network Approach - Kahraman, Ertay, Büyüközkan - 2006Documento22 pagineA Fuzzy Optimization Model For QFD Planning Process Using Analytic Network Approach - Kahraman, Ertay, Büyüközkan - 2006younesNessuna valutazione finora
- KUO, T. HUANG, S. H. ZHANG, H. - 2001 - Design For Manufacture and Design For X' Concepts, Applications, and Perspectives (Unlocked by WWW - Freemypdf.com)Documento20 pagineKUO, T. HUANG, S. H. ZHANG, H. - 2001 - Design For Manufacture and Design For X' Concepts, Applications, and Perspectives (Unlocked by WWW - Freemypdf.com)Alessandro KremerNessuna valutazione finora
- Product Decomposition: Design Organization: Date: Product Decomposed:: DescriptionDocumento1 paginaProduct Decomposition: Design Organization: Date: Product Decomposed:: DescriptionBoby SaputraNessuna valutazione finora
- Cutting Tool Technology: ME 482 - Manufacturing SystemsDocumento25 pagineCutting Tool Technology: ME 482 - Manufacturing SystemsPrashant ChouhanNessuna valutazione finora
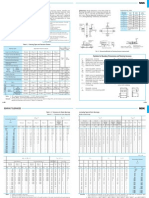
- Schaublin 120 VM Manual GermanDocumento28 pagineSchaublin 120 VM Manual GermanyounesNessuna valutazione finora
- Correction Exercices 3 Et 4Documento1 paginaCorrection Exercices 3 Et 4younesNessuna valutazione finora
- Bearing Fits BrgfitsDocumento10 pagineBearing Fits BrgfitsAl7amdlellahNessuna valutazione finora
- Bearing CatalogueDocumento12 pagineBearing CatalogueSandeep MatetiNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Toyota 80 SeriesDocumento5 pagineToyota 80 Seriesaagi_dNessuna valutazione finora
- Projects Need To Upload Online. Use The Standard Format. Use Any EDA Tool For The SimulationDocumento2 pagineProjects Need To Upload Online. Use The Standard Format. Use Any EDA Tool For The SimulationAjay DuranNessuna valutazione finora
- Build Your First Mobile Flex Application: Lab ExercisesDocumento37 pagineBuild Your First Mobile Flex Application: Lab ExercisesSrdjan MarjanovicNessuna valutazione finora
- A Primer On Spray Drying Chemical Engineering Nov09Documento7 pagineA Primer On Spray Drying Chemical Engineering Nov09Hikmah Triana HadiNessuna valutazione finora
- Maryland Institute of Technology and Management, Jamshedpur Theory of Machine-Module: IIIDocumento12 pagineMaryland Institute of Technology and Management, Jamshedpur Theory of Machine-Module: IIISourabh PradhanNessuna valutazione finora
- Kubota Dual Fuel Series SpecificationDocumento10 pagineKubota Dual Fuel Series Specificationפטריה מוזרNessuna valutazione finora
- Item 103 Structure ExcavationDocumento3 pagineItem 103 Structure ExcavationGerry Velicaria100% (1)
- VVP Engineering College: Assignment 2Documento12 pagineVVP Engineering College: Assignment 2Fake 1Nessuna valutazione finora
- Orca Share Media1541759628568 PDFDocumento12 pagineOrca Share Media1541759628568 PDFJuneNeilBalacuitNessuna valutazione finora
- Artemis MK V PDFDocumento2 pagineArtemis MK V PDFdeepsea74Nessuna valutazione finora
- Armare La Strapungere Pentru Palnsee Dale Jda B en D Teh 56465Documento24 pagineArmare La Strapungere Pentru Palnsee Dale Jda B en D Teh 56465mihaitimofteNessuna valutazione finora
- Conveyor Belt: Heavy Duty RubberDocumento5 pagineConveyor Belt: Heavy Duty RubberHeidrahNessuna valutazione finora
- FM GREASE AX EP SERIES - Data Sheet PDFDocumento2 pagineFM GREASE AX EP SERIES - Data Sheet PDFricardo gomezNessuna valutazione finora
- Pre Requisites For Project ImplementationDocumento3 paginePre Requisites For Project ImplementationTage NobinNessuna valutazione finora
- Chapter 4. FRC Manufacturing - Fundamental ConceptsDocumento5 pagineChapter 4. FRC Manufacturing - Fundamental ConceptsNarendra GadkariNessuna valutazione finora
- Understand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaDocumento168 pagineUnderstand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaChiTownITNessuna valutazione finora
- Am 3517Documento221 pagineAm 3517mudit9_mNessuna valutazione finora
- App Dev Guide 1062Documento770 pagineApp Dev Guide 1062khiladi2100% (3)
- Ms6001b Operation DescriptionDocumento53 pagineMs6001b Operation Descriptionprasad503486% (7)
- Bucher LRV Hydraulic ValveDocumento90 pagineBucher LRV Hydraulic Valvedean_lockey0% (1)
- University of Cambridge International Examinations General Certificate of Education Advanced LevelDocumento24 pagineUniversity of Cambridge International Examinations General Certificate of Education Advanced LevelHubbak KhanNessuna valutazione finora
- s1fnmdl3sm PDFDocumento26 pagines1fnmdl3sm PDFmn_aminNessuna valutazione finora
- 2014 - Solved Problems in Facility PlanningDocumento135 pagine2014 - Solved Problems in Facility Planninghshshdhd86% (7)
- Understanding IBR 1950Documento7 pagineUnderstanding IBR 1950sammar_10Nessuna valutazione finora
- Ormin ElementaryDocumento19 pagineOrmin ElementaryPRC Board100% (1)
- HPSIM Command Line InterfaceDocumento107 pagineHPSIM Command Line Interfacegverma80Nessuna valutazione finora
- Ohm's Law and Kirchhoff's LawsDocumento22 pagineOhm's Law and Kirchhoff's LawsTiarra MojelNessuna valutazione finora
- Qualcomm Extensible Diagnostic MonitorDocumento2 pagineQualcomm Extensible Diagnostic MonitorGuilherme Pereira0% (1)
- Kata Loge 128Documento312 pagineKata Loge 128Anonymous O5F8rZYuboNessuna valutazione finora
- 2015f - CPCS 202 - Quiz 2 - SolutionDocumento3 pagine2015f - CPCS 202 - Quiz 2 - SolutionOsama MaherNessuna valutazione finora