Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Control de Calidad Industria Panificadora
Caricato da
Esteban PerezTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Control de Calidad Industria Panificadora
Caricato da
Esteban PerezCopyright:
Formati disponibili
Diseo y desarrollo de un equipo para el
control de la calidad en la industria
panificadora
A piece of equipment for quality control in the baking
industry design and implementation
Nelson Flrez Ramrez
Ingeniero Industrial, Magster en Educacin y Docencia. Docente Investigador del Po-
litcnico Jaime Isaza Cadavid. Medelln, Colombia. Contacto: nflorez@elpoli.edu.co
Francisco Javier Lpez Correa
Ingeniero en Productividad y Calidad, Especialista en Gerencia Integral. Docente inves-
tigador del Politcnico Colombiano Jaime Isaza Cadavid. Medelln, Colombia.
Contacto: franciscolopez@elpoli.edu.co
Andrea Lucia Flrez Rendn
Ingeniera Industrial, Candidata a Magster en Desarrollo Sostenible y Medio Ambiente.
Docente del Instituto Tecnolgico Metropolitano. Medelln, Colombia.
Contacto: andreaflorez@itm.edu.co
Fecha de recepcin: 25 de noviembre de 2011 Clasificacin del artculo: Estudio de Caso
Fecha de aceptacin: 27 de noviembre de 2012 Financiamiento: Politcnico Colombiano Jaime Isaza Cadavid
Palabras clave: calidad, industria alimentaria, productividad industrial.
Key words: quality, food industry, industrial productivity.
RESUMEN Con el objeto de fortalecer el vnculo universidad-
La productividad y la calidad han sido protagonistas empresa y de implementar y socializar el cono-
en la bsqueda de mayores ndices de competiti- cimiento tecnolgico para el crecimiento de las
vidad en las organizaciones, esto permite su creci- pymes, el Politcnico Colombiano Jaime Isaza
miento con apoyo del desarrollo tecnolgico. La Cadavid ejecut el proyecto Diseo y Desarrollo
reducida tecnologa a la que acceden las industrias de un Equipo para el Control de Calidad en la
manufactureras y en especial las panificadoras las Industria Panificadora, con el que busca estanda-
ha sometido a niveles bajos de competitividad. rizar y mejorar los niveles de calidad del proceso
de fermentacin, crtico en la elaboracin del pan.
Revista Tecnura Volumen 17 Numero 37 paginas 177 - 190 Julio - Septiembre de 2013 177
ARCHIVO FINAL.indd 177 18/09/2013 11:46:45
revisin
Se recolectaron datos y se realizaron mediciones Politcnico Colombiano JIC implemented a
al producto durante y despus del proceso de project called Design and development of a piece
fermentacin. Se analizaron las condiciones del of equipment for Quality Control in the bread-
proceso y las variables de mayor incidencia en la making industry (also strengthening the bonds
fermentacin: temperatura y humedad. between universities and the industry) in order to
implement and socialize technological knowledge
Los anlisis estadsticos y de calidad demostra- for the growth of SMEs. The project was aimed at
ron la necesidad de estandarizar el proceso, sus standardizing and improving the quality levels of
especificaciones y las caractersticas de calidad y fermentation processes (which are critical in bread
variables crticas (largo, ancho, altura) del producto making). Once data was collected, the product was
por fabricar. Los resultados de los anlisis iniciales assessed during and after the process of fermenta-
permitieron identificar potenciales especificaciones tion. Process conditions were tested together with
y parametrizar con base en estas un equipo para con- the variables of greatest incidence in fermentation,
trolar las variables del proceso mediante un escner namely temperature and humidity.
que de forma lineal toma imgenes de los productos
en el tnel de fermentacin, donde se lleva a cabo Statistical analysis and quality tests showed the
el proceso, manteniendo las condiciones requeridas, need for standardization in terms of process design,
evitando la manipulacin del producto y reduciendo product specifications and quality characteristics
en un 50% el tiempo de fermentacin del pan. El of the product to be manufacture (e.g. length,
equipo permite realizarmediciones precisas y regis- width and height). The results from initial analysis
trar los datos con el fin de evitar la alteracin de las allowed identifying potential specifications as well
condiciones del proceso en sus variables crticas, as obtaining the parameters of a mechanism for con-
de esta manera se contribuye as a la fabricacin trolling process variables. To accomplish this, pictu-
de productos de la ms alta calidad. res of sample products into the fermentation tunnel
(where the process takes place while maintaining
the required conditions) were taken using a linear
Abstract scanner. By avoiding the handling of the product,
Productivity and quality have been important in bread fermentation time was reduced by 50%. The
the search for higher levels of competitiveness in mechanism allows making accurate measurements
organizations. This, together with technological and recording data by preventing alterations in the
development, has allowed organizations to grow. process conditions for critical variables, which
However, low technological development in manu- contributes to high-quality manufacture.
facturing industries (especially bakeries) has led to
low levels of competitiveness in Colombia.
***
1. Introduccin controles no estaban orientados al cumplimiento de
unos requisitos especficos para los clientes, sino ms
Durante mucho tiempo los productos generados en
bien a unas condiciones generales que manifestaba la
las grandes factoras fueron entregados a los clientes
sociedad respecto a sus necesidades bsicas [1]. Fue
y consumidores finales bajo los ms escasos con-
solo hasta 1910cuandola calidad de los productos
troles frente a su funcionalidad; en realidad, dichos
empeza ser importante y los compradores comen-
178 Tecnura Vol. 17 No.37 Julio - Septiembre de 2013
ARCHIVO FINAL.indd 178 18/09/2013 11:46:45
revisin
zaron a emitir conceptos de rechazo e inconformidad Politcnico Colombiano Jaime Isaza Cadavid, en
frente a productos que en su apariencia revelaban conjunto con la Asociacin Colombiana de Peque-
posibles fallas. De ah en adelante, hasta 1970, se as y Medianas Empresas (ACOPI), plantearon la
busc asegurar la calidad no solo mediante el pro- posibilidad de proponer un proyecto para el diseo
ceso, sino tambin en su producto final obtenido[2]. y desarrollo de un equipo que permitiera el control
de la calidad en este sector con el fin de lograr un
La industria actual ha dejado de ver a la calidad crecimiento considerable asociado al mejoramiento
como una ventaja competitiva, convirtindose esta sustancial en la calidad de sus productos. De esta
en caracterstica inherente a cualquier producto y re- manera, el equipo se convirti en primer aporte
quisito parapermaneceren el mercado. Sin embargo, al desarrollo de dicho modelo. Este se compone
el cumplimiento de altos niveles de calidad requiere bsicamente por un escner a base de un lser que
de inversin y esfuerzos conjuntos dentro de toda captura las imgenes al interior del tnel de fer-
organizacin, lo que definitivamente no es tarea fcil mentacin, un equipo de cmputo y un software
en pases en vas de desarrollo que cuentan con limi- que permiten visualizar las imgenes del producto.
tado acceso a la tecnologa y escasos recursos para
la inversin en esta [3]. Dicho panorama es el que
actualmente viven muchas industrias colombianas y 2. Metodologa
especialmente el sector de alimentos, que ocupa el La metodologa utilizada para el desarrollo del pre-
primer lugar de importancia en los principales indi- sente proyecto obedece a un modelo de investigacin
cadores econmicos del pas [4] y se caracteriza por de tipo aplicada orientada a la consecucin de un
ser una actividad fundamentalmente de la pequea nuevo conocimiento por medio de la aplicacin de la
y mediana empresa. En particular nos referimos a la informacin previa al logro del mejoramiento de la
industria panificadora, que a pesar de experimentar productividad y la calidad en la industria panificadora.
un crecimiento significativo en el pas durante los l- Para este fin se implement un equipo tipo escner [5]
timos aos, an carece de sistemas y tecnologas que que controla las caractersticas de calidad ms relevan-
le permitan obtener niveles de calidad satisfactorios tesdel pan como objetivo especfico [6]. Se realizaron
frente a las necesidades del mercado. Esta industria visitas a la empresa, entrevistas con el personal de las
contaba en el ao 2008 con 24850 panificadoras diferentes reas y mediciones al producto en proceso
registradas a nivel nacional, de las cuales la gran y producto terminado durante sus diferentes etapas,
mayora son Pymes, generando aproximadamente con el propsito de recolectar informacin, lo que
222715 empleos directos a nivel nacional [4]. permiti la definicin de las variables de inters por
parte de la direccin de la empresa Panificadora Lore
La Asociacin Colombiana de las Pequeas yMe- S.A., ubicada en el municipio de Medelln.
dianas Empresas (ACOPI) y concretamente el sector
de los panaderos de Colombia, buscando mejorar
el nivel tecnolgico del sector, su productividad y 3. Desarrollo
competitividad y con base a un centro de desarrollo Luego de que se concretara el compromiso entre
tecnolgico europeo llamado La Casa del Pan, cuyo el Politcnico Colombiano Jaime Isaza Cadavid y
objetivo principal es apoyar el desarrollo tcnico y ACOPI, una de las empresas asociadas a esta aso-
tecnolgico de este sector, pretenden desarrollar en ciacin, Panificadora Lore S.A., fue la organizacin
Colombia un modelo similar que permita fortalecer seleccionada para participar en eldesarrollo de este
este sector debido a su notable crecimiento. proyecto, debido su intersen introducir mejoras
significativas a su proceso y garantizar la calidad
Basados en lo anterior y con el fin de reportar de los productos que hoy se ofrecen a un mercado
beneficios desde la academia hasta la industria, el en notable crecimiento.
Diseo y desarrollo de un equipo para el control de la calidad en la industria panificadora
Nelson Flrez Ramrez / Francisco Javier Lpez Correa / Andrea Lucia Flrez Rendn 179
ARCHIVO FINAL.indd 179 18/09/2013 11:46:45
revisin
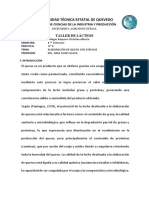
Se parte del estudio del sector panificador en Co- Hecha la descripcin del proceso productivo a tra-
lombia con el fin de caracterizar y diagnosticar el vs de un diagrama de flujo del proceso (figura 1),
nivel tcnico y tecnolgico del que actualmente se realiz un anlisis del sistema de produccin, lo
este dispone en entornos econmicos, tecnolgicos que permiti identificar algunas de las causas ms
y organizacionales. All se encontr que muy po- significativas de los problemas detectados, arrojan-
cas organizaciones estn provistas de tecnologa do como principal resultado la identificacin del
adecuada y por el contrario, una gran cantidad de proceso de fermentacin como el ms crtico del
panificadoras tienen procesos productivos muy proceso productivo. En la fermentacin se definen
bsicos y artesanales debido a que su conformacin las ms importantes caractersticas del producto
obedece principalmente a pequeas y medianas terminado (volumen, sabor, consistencia, textura
empresas, que representan un 97 % en las empresas y durabilidad), mediante el control de las variables
de este sector [4]. temperatura y humedad. Es adems la operacin
de mayor tiempo en el proceso (de 3 a 3,5 horas
La Panificadora Lore S.A., a pesar de disponer de- actualmente), constituye el cuello de botella de
niveles adecuados de tecnologa en algunas etapas este y adicionalmente genera mayor produccin
del proceso, contaba con una serie de dificultades en defectuosa [7]. Sumado a lo anterior, la empresa
algunas operaciones de su proceso productivo que no dispone de informacin confiable para tomar ac-
generaban altos volmenes de produccin defectuo- ciones correctivas, preventivas y de mejoramiento
sa, tiempos improductivos, excesiva manipulacin ni definir estndares de calidad y tiempo para este
de productos en proceso y pocos controles que le proceso y poder ejercer controles que garanticen
permitieran identificar y controlar las causas de un buen nivel de calidad, una mayor eficiencia y
dichos problemas. productividad.
180 Tecnura Vol. 17 No.37 Julio - Septiembre de 2013
ARCHIVO FINAL.indd 180 18/09/2013 11:46:45
revisin
DIAGRAMA DE FLUJO PROCESO PAN HAMBURGUESA
Resumen
material Operario Equipo
proceso: Fabricacin de Pan Hamburguesa y Pan Perro
Actividad Actual Propuesto Economa
Comienza en: Llegada de materia prima 8
Operacin
termina en: Almacenamiento de producto terminado 8
Transporte
Mtodo Actual 1
Demora
Mtodo Propuesto 2
Inspeccin
2
Hecho por: Alejandra Acosta Giraldo - Johana Estrada Vallejo Almacenamiento
Distancia mts 36.65 Mts
Fecha; 24 de Noviembre de 2010 tiempo (minutos) 505 min
simbolos Observaciones
Descripcin Distancia Tiempo
1 persona
Llegada de materia prima 20 min x 2 personas
Inspeccin de materia prima 20 min x 1 persona
Llevar materia prima a
3 mts 2 min x 1 persona
almacenamiento
Almacenamiento de materia
15 min x 1 persona
prima
dosificacin de materias
30 min x 1 persona
primas
Llevar materias primas
15 mts 1 min x 1 persona
dosificadas a mojado
mojado de materias primas 15 min x 1 persona
Cilindrado de materias
10 min x 1 persona
primas
transporte a formado 2 mts 2 min x 1 persona
formado del producto 12 min x 3 personas
embole del producto 3 min x 2 personas
transporte a cmara de
0.65 mts 1 min x 1 persona
crecimiento
fermentacin del producto 90 min x 1 persona
transporte del producto al
3 mts 2 min x 1 persona
horno
horneado 20 min x 2 personas
transporte a enfriado 1 mt 2 min x 2 personas
enfriamiento del producto 210 min x 1 persona
transporte a empaque 12 mts 30 min x 1 persona
empaque del producto 10 min x 1 persona
almacenamiento de
producto 10 min x 1 persona
TOTALES 36.65mts 505 min 8 8 1 1 2
Figura 1. Diagrama de flujo del proceso pan hamburguesa
Fuente: elaboracin propia.
Los mtodos de inspeccin automatizados verifican equipos de control y chequeadores de peso proveen
la calidad solamente en unas cuantas muestras en el ltimo chequeo de los productos antes de que
determinado periodo de tiempo para cada uno de los el producto salga de la planta, se necesitan otros
productos elaborados. Aunque los detectores de metal, mtodos que se anticipen en el proceso[8], es decir,
Diseo y desarrollo de un equipo para el control de la calidad en la industria panificadora
Nelson Flrez Ramrez / Francisco Javier Lpez Correa / Andrea Lucia Flrez Rendn 181
ARCHIVO FINAL.indd 181 18/09/2013 11:46:45
revisin
que se ejecuten antes de agregarle ms valor al pro- del proceso analizado, se defini la utilizacin de
ducto o antes del empacado. En aos recientes, los un equipo en tres dimensiones, con caractersticas
procesadores han empezado a utilizar los sistemas superiores al que previamente se haba pensado
de visin pticos en lnea y las mquinas de visin debido a la posibilidad que ofrece de observar el
para lograr mejoras en la calidad [9], suministrando producto en proceso desde uno o ms ngulos y la
informacin para el diseo de las acciones requeri- determinacin de la altura de cada punto del objeto,
das en lo relacionado con la calidad del producto. analizado todo mediante la utilizacin de una fuente
Las visualizaciones grficas en tiempo real y las de luz estructurada, razones por las cuales un equipo
alarmas alertan a los operadores para que efecten de visin tridimensional se convierte en una herra-
cambios mucho antes de que las diferenciassean mienta eficaz para controlar procesos de diferentes
visibles para el ojo humano [10]. Eso significa industrias y caractersticas de las mismas [13], que
ajustar las condiciones de la lnea antes de que el para el caso particular de la Panificadora Lore S.A.,
producto semi elaborado o final,est fuera de es- permiten mantener un registro del comportamiento
pecificacin, lo que permite a un operador trabajar del producto dentro del proceso de fermentacin,
mltiples lneas extendiendo el costo de mano de dando a este un tiempo definido y garantizando la
obra ms hacia el rendimiento. La conformidad de conformidad del producto resultante.
las especificaciones puede ser considerada a travs
de los diferentes turnos, reduciendo la variacin, El equipo diseado es un sistema de visin en tres
mejorando el nivel de calidad y ofreciendo una ma- dimensiones con movimiento lineal que se compo-
nera no incriminatoria de resolver problemas [11]. ne bsicamente por un escner a base de un lser
que captura las imgenes al interior del tnel de
Luego de un anlisis de la importancia de esta etapa fermentacin, un equipo de cmputo y un software
del proceso y la urgencia de normalizar su desarro- que permiten visualizar las imgenes del producto
llo en aras de mejorar la calidad del producto, se escaneado, analizar sus dimensiones y almacenar
concluy la necesidad de implementar a esta etapa la informacin obtenida de las diferentes muestras
un sistema que permitiera controlar y monitorear a realizar. La funcin del equipo es fundamental-
continuamente el desarrollo del producto en la mente controlar las dimensiones del producto en
fermentacin, a fin de disminuir la manipulacin funcin del largo, ancho y altura. De acuerdo con
del producto, estandarizar las especificaciones de una frecuencia definida o a la activacin manual del
calidad de cada una de las caractersticas y por sistema, el escner capta las imgenes del producto
medio de estas definir los parmetros mediante los al interior del tnel de fermentacin. Esta imagen
cuales se puede garantizar que el producto cumple se proyecta en el computador, donde es posible
las condiciones requeridas. analizar la forma del producto y conocer el volumen
que registra en cualquier momento del proceso, de
Conocidas las necesidades de la organizacin y manera que una vez definidas las especificaciones
despus de identificar los requerimientos tcni- de volumen de este, el equipo es parametrizado para
cos para el desarrollo de un sistema adecuado, se que en el momento en que el volumen del producto
decidi disear un equipo a base de un sistema se encuentre dentro de este rango, el sistema emita
de visin utilizado en lacaptura de imgenes y su una seal representada por luces y sonido que da
posterior procesamiento, anlisis e interpretacin a conocer al personal del rea que el producto ya
para dar una retroalimentacin a tiempo [12], por cumpli el proceso de fermentacin y que puede
lo que inicialmente se pens en un sistema en dos darse paso a la siguiente etapa.
dimensiones que utiliza una imagen plana para mo-
nitorear la forma y apariencia visual del producto Una vez instalado el equipo, se desarrollaron inicial-
controlado. Sin embargo, debido a la importancia mente muestreos aleatorios manuales (tablas 1 y 2)
182 Tecnura Vol. 17 No.37 Julio - Septiembre de 2013
ARCHIVO FINAL.indd 182 18/09/2013 11:46:46
revisin
al producto a fermentar, antes, durante y despus de pan hamburguesa, los productos de mayor rotacin
dicho proceso, utilizando instrumentos de medicin, en el mercado de la panificadora. Con base en estas
con el fin de establecer unos parmetros iniciales para mediciones y pruebas realizadas, se definieron las
poner en funcionamiento el equipo. Posterior a este especificaciones de volumen para cada uno de los
muestreo, se emple el equipo diseado para tomar productos, las que actualmente permiten alertar al
diferentes muestras del volumen registrado por los operario del proceso en qu momento debe retirar
productos a analizar que fueron el pan perro y el el producto del proceso de fermentacin.
Tabla 1. Ejemplo del muestreo manual pan
hamburguesa y pan perro.
PRODUCTO: Pan hamburguesa PROCESO: Formado
FECHA LARGO ANCHO ALTURA VOLUMEN
07/10/2010 9,20 9,20 2,30 194,67
07/10/2010 9,20 9,20 1,50 126,96
07/10/2010 10,00 11,00 1,50 165,00
07/10/2010 10,20 10,00 1,90 193,80
07/10/2010 8,00 8,00 2,00 128,00
07/10/2010 7,50 7,50 2,30 129,38
07/10/2010 8,50 8,50 2,00 144,50
07/10/2010 9,00 9,00 2,00 162,00
07/10/2010 8,90 9,00 2,30 184,23
PROMEDIO 8,94 9,04 1,98 158,73
MXIMO 10,2 11 2,3 194,67
MNIMO 7,5 7,5 1,5 126,96
Fuente: elaboracin propia.
Diseo y desarrollo de un equipo para el control de la calidad en la industria panificadora
Nelson Flrez Ramrez / Francisco Javier Lpez Correa / Andrea Lucia Flrez Rendn 183
ARCHIVO FINAL.indd 183 18/09/2013 11:46:46
revisin
Tabla 2. Mediciones con el equipo
PRODUCtO
LARGO(cm) ANCHO(cm) A LtURA(cm) VOLUMEN(cm)
MAX MIN MAX MIN MAX MIN MAX MIN
Pan hamburguesa 10,0 7,5 3,3 1,5 33,66 16,88 14,0 12,5
Pan perro 2 1,0 19,0 4,0 3,4 2,8 2,3 235,2 148,6
PROCESO: FERMENtADO
LARGO(cm) ANCHO(cm) A LtURA(cm) V OLUMEN(cm)
MAX MIN MAX MIN MAX MIN MAX MIN
14,0 1 2,5 14,0 12,5 7,0 5,5 1372,0 859,4
23,0 2 1,0 7,0 6,0 4,8 4,2 772,8 529,2
Fuente: elaboracin propia.
4. Resultados caciones, se definieron los parmetros del equipo
Como resultado de gran importancia en el proyec- que permiten que este alerte al personal cuando el
to, se definieron los valores a recomendar como producto ha completado el proceso, dichos resul-
especificaciones para las dimensiones del producto, tados especifican los valores mximos y mnimos
tanto en el proceso de formado como en el proceso que deben registrarse en las diferentes dimensiones
de fermentacin, que fue el de mayor inters para de los productos (tablas 3 y 4).
el proyecto ejecutado. Por medio de estas especifi-
Tabla 3. Proceso: Formado.
PROCESO: Formado
PRODUCTO LARGO(cm) ANCHO (cm) ALTURA (cm) VOLUMEN (cm3)
MAX MIN MAX MIN MAX MIN MAX MIN
Pan hamburguesa 10,0 7,5 3,3 1,5 33,66 16,88 14,0 12,5
Pan perro 21,0 19,0 4,0 3,4 2,8 2,3 235,2 148,6
Fuente: elaboracin propia.
184 Tecnura Vol. 17 No.37 Julio - Septiembre de 2013
ARCHIVO FINAL.indd 184 18/09/2013 11:46:46
revisin
Tabla 4. Proceso: Fermentado
PROCESO: Fermentado
PRODUCTO LARGO(cm) ANCHO (cm) ALTURA (cm) VOLUMEN (cm3)
MAX MIN MAX MIN MAX MIN MAX MIN
Pan hamburguesa 14,0 12,5 14,0 12,5 7,0 5,5 1372,0 859,4
Pan perro 23,0 21,0 7,0 6,0 4,8 4,2 772,8 529,2
Fuente: elaboracin propia.
Conforme a los parmetros enunciados anterior- listo para ser horneado. Por esto, uno de los resul-
mente fue posible definir las especificaciones a tados ms importantes es la eliminacin de la ma-
manejar por el equipo instalado. De tal manera, nipulacin del producto en proceso y la alteracin
cuando el producto en fermentacin, bien sea pan de las condiciones de humedad y temperatura del
perro o pan hamburguesa, est dentro del rango de tnel de fermentacin, ya que no es necesario que
volumen especificado, el equipo emite una alerta durante el proceso el operador saque el producto
que informa al operador que el proceso de fermen- para verificar su estado ni que por cuenta de abrir
tacin ha finalizado y que el producto se encuentra la puerta del tnel altere las condiciones de este.
Tabla 5. Cuadro comparativo entre los dos sistemas.
Sistema 2D Sistema 3D
Toma mediciones solo en dos dimensiones que pueden ser Toma mediciones en tres dimensiones:
ancho y largo largo, ancho, alto
Las mediciones de distancia corresponden a la La medicin de distancia es una combinacin entre la inter-
interpretacin de los pixeles de la imagen pretacin de los pixeles y la medicin por triangulacin
En el sistema 2D toma las mediciones un una En el sistema 3D se debe de hacer un barrido de
sola imagen imgenes y luego concatenarlas para formar una imagen
Se analiza el espacio en un vector Se analiza el espacio en una matriz
La resolucin depende del sensor de la cmara y de los
La resolucin solo depende del sensor de la cmara
motores lineales
El sistema requiere un sistema de iluminacin complejo y El sistema no requiere iluminacin, pero es susceptible a
costoso cambios de iluminacin ambiental
Es un sistema es rpido y requiere poca capacidad Es un sistema lento y requiere alta capacidad
computacional computacional
Se necesita realizar clculos adicionales para hallar una co- El sistema permite medir directamente el volumen del pan
rrelacin entre el rea y el volumen del pan siendo ms preciso en las medidas
El consumo de potencia depende del sistema de iluminacin El consumo de potencia depende de los motores lineales
El costo de implantacin depende de los accesorios y siste- El costo de implementacin depende de los sistemas lser
mas de iluminacin y de los motores lineales y su control
Precisin de 0,8mm Precisin de 0,01mm
Costo aproximado de implementacin: $20 000 000 pesos Costo aproximado de implementacin: $110 000 000 pesos
Fuente: elaboracin propia.
Diseo y desarrollo de un equipo para el control de la calidad en la industria panificadora
Nelson Flrez Ramrez / Francisco Javier Lpez Correa / Andrea Lucia Flrez Rendn 185
ARCHIVO FINAL.indd 185 18/09/2013 11:46:46
revisin
Debido a la automatizacin del proceso de fermen- 4.3 Disminucin de la manipulacin del
tado, el tiempo de esta etapa del proceso pudo redu- producto
cirse, resultado obtenido por medio de un estudio Luego de la fermentacin, el proceso siguiente
de tiempos realizado al proceso de fermentacin es el horneo. Se podra llevar directamente de las
antes y despus de instalado el equipo, como se cabinas de fermentacin hacia los hornos, si se hu-
explica a continuacin. bieran respetado las caractersticas de temperatura
y humedad relativa. Como el cumplimiento no es
4.1 Disminucin del tiempo de inspeccin apto, se hace necesaria una revisin de cada una de
en proceso de leudacin las bandejas con producto, para saber cules tienen
el volumen y tamao ideal para llevar a hornear.
En el proceso de leudacin, se debe cumplir un
tiempo mnimo de accin del componente del pan
Este proceso de manipulacin de bandejas lleva
que genera el crecimiento, como lo es lalevadura.
aproximadamente 12,39 segundos por bandeja,
Adicionalmente se deben cumplir las especificacio-
adems se tiene que si trabajan 30 bandejas por
nes de temperatura (28) y de humedad relativa de
escabiladero (carro), se producen en forma general
(70%), estas son las que generan mayor o menor
entre sesenta y setenta carros por da, lo que signi-
proceso de la levadura. Con el diseo y puesta en
fica que se trabajan aproximadamente entre 1800
marcha del equipo para controlar la calidad del
y 2100 bandejas por da, esto da un tiempo total
pan se requiere homogeneidad en este proceso, as
por da entre 371,7 y 433,65 minutos perdidos en
se disminuye el tiempo de fermentacin. Se puede
revisin por da, es decir, entre 6,20 y 7,23 horas.
verificar que la disminucin de tiempo est entre
sesenta (60) minutos, una (1) hora y setenta y cinco
Esto se mejorar cuando se adecuen las cabinas y
(75) minutos, una hora y uncuarto (1 ), de acuerdo
se homogenicen las condiciones de temperatura
con los datos obtenidos en el estudio de tiempos.
y humedad relativa. El computador del equipo
que registra los volmenes del pan, suministrar
4.2 Disminucin del tiempo de inspeccin oportunamente los valores de la especificacin del
en proceso de fermentacin volumen del producto, eliminando el tiempo de re-
En el proceso de fermentacin, se debe cumplir un visin, la prdida de temperatura y la manipulacin.
tiempo mnimo de accin del componente del pan
que genera el crecimiento, como lo es la levadura. 4.4 Mejorade la eficiencia, eficacia y
Adicional a este tiempo se deben cumplir las es- productividad
pecificaciones de temperatura (28) y de humedad
Estas disminuciones de tiempos inciden en la me-
relativa de (70), estas son las que generan mayor o
jora de eficiencia, eficacia y la productividad.
menor proceso de la levadura. Con el diseo y pues-
ta en marcha del equipo para controlar la calidad del
pan se requiere homogeneidad en este proceso, as 4.5 Disminucin de los costos de producto
se disminuye el tiempo de fermentacin. Se puede terminado
verificar que la disminucin de tiempo est entre Al disminuir los tiempos de leudacin o fermenta-
sesenta (60) minutos, una (1) hora y setenta y cinco cin y de manipulacin o revisin de productos para
(75) minutos, y una hora y un cuarto (1 ). saber si cumplen con la especificacin de volumen
y seguir el proceso de horneado, los costos del
producto terminado disminuyen, toda vez que el
tiempo de mano de obra directa es menor al utilizar
el equipo de calidad para el pan.
186 Tecnura Vol. 17 No.37 Julio - Septiembre de 2013
ARCHIVO FINAL.indd 186 18/09/2013 11:46:47
revisin
En las tablas 6, 7 y 8 se observa cunto se ahorrar proceso con el equipo de control de calidad para el
una organizacin por implementar la mejora de su proceso de fermentacin.
Tabla 6. Proceso: Ahorro de la organizacin.
SMLMV FACTOR SUBSIDIO DE COSTO POR
SUBTOTAL COSTO MES
(2012) PRESTACIONAL TRANSPORTE * HORA
$566700 1,5340 % $869317,80 $67800 $937117,80 $3904,66
Fuente: elaboracin propia.
Para encontrar el costo ahorrado por da, segn los que en total suman entre 7,20 y 8,38 horas, tenemos
tiempos perdidos en fermentacin y en revisin, lo siguiente:
Tabla 7. Ahorro mes mnimo.
Horas Das $ Ahorro se- Semanas $ Ahorro Meses $ Ahorro
$ Hora $ Ahorro da
da semana mana mes mes ao ao
$3904,66 7,25 $28308,79 6 $169852,7 4,3328 $735937.8 12 $8831253,8
Fuente: elaboracin propia.
Tabla 8. Ahorro mximo del mes.
Horas $ Ahorro Das Se- $ Ahorro Semanas $ Ahorro
$ Hora $ Ahorro Mes Meses Ao
Da Da mana Semana Mes Ao
$3904,6 8,45 $32994,3 6 $197933,2 4,3328 $857748,21 12 $10292978
Fuente: elaboracin propia.
Dentro de la empresa Panificadora Lore S.A. se para la generacin de temperatura no garantizaba
presentaban problemas de homogeneidad en las que esta pudiera distribuirse uniformemente dentro
condiciones de humedad y temperatura del tnel de del rea requerida. A partir de esta necesidad y la de
fermentacin, esto ocasionado no solo por la manipu- garantizar el ptimo aprovechamiento del equipo di-
lacin continua del producto sino tambin por el esta- seado, se sugiri a la empresa realizar adecuaciones
do del tnel como tal, que no garantizaba condiciones al tnel de fermentacin, lo que se evidencia en los
de hermeticidad y que debido al sistema empleado siguientes registros fotogrficos.
Diseo y desarrollo de un equipo para el control de la calidad en la industria panificadora
Nelson Flrez Ramrez / Francisco Javier Lpez Correa / Andrea Lucia Flrez Rendn 187
ARCHIVO FINAL.indd 187 18/09/2013 11:46:47
revisin
necesidad despus de conocer las especificacio-
nes del volumen en el proceso de fermentado de
construir moldes ya no con una superficie lisa sino
con concavidades especficas para contener el pro-
ducto, puesto que de esta manera se evita que en el
proceso unas unidades se unan a otras o no cuenten
con espacio suficiente para su crecimiento.
5. Conclusiones
el equipo diseado y desarrollado para el control de la
calidad en la industria panificadora, permite garantizar
a travs de la verificacin del volumen la uniformidad
en el producto y mejorar el nivel de calidad.
El empleo de este equipo permite adems controlar
algunas otras variables del proceso de fermentacin
como peso, forma, tamao, etc., garantizando me-
jorar los tiempos de produccin, eficiencia, eficacia
y productividad.
Para obtener una mayor eficiencia en el equipo es
necesario homogenizar el proceso de fermentacin,
reubicando las ollas de vapor como se recomend.
Durante el proceso de investigacin, se valid la
viabilidad tcnica y conveniencia del prototipo
para realizar control de calidad; se pudieron valorar
algunos beneficios econmicos del proyecto.
Se extrae que el proceso tendr mejoras, siempre
y cuando se acondicionen las cabinas de fermen-
tacin, pues con ello se garantizar la homoge-
neidad de las variables a controlar como lo son la
temperatura y la humedad relativa. Significa esto
que los tiempos de trabajo se disminuirn en buena
proporcin.
Figura 2. Adecuaciones tnel de fermentacin.
Fuente: elaboracin propia.
Con las cabinas de leudacin optimizadas, se obten-
Se disearon dentro de la empresa Panificadora drn ahorros entre 735937,82 $/mes y 857748,21$/
Lore S.A. nuevos moldes para el proceso de fer- mes. Tambin se puede mostrar como ahorro anual, lo
mentado, los cuales anteriormente eran superficies siguiente: entre 8831253,80$/ao y 10292978$/ao.
de aluminio lisas donde el producto se dispona
para entrar al tnel de fermentacin. Sin embargo, Se definieron los parmetros de las variables, largo,
dentro del desarrollo del producto se evidenci la ancho y altura del pan perro y pan hamburguesa y
188 Tecnura Vol. 17 No.37 Julio - Septiembre de 2013
ARCHIVO FINAL.indd 188 18/09/2013 11:46:47
revisin
sus respectivas tolerancias, con base a los datos su- 7. Agradecimientos
ministrados por el equipo, y se evidenci la diferencia
A Alejandra Acosta y Johana Estrada, por la elabo-
entre el control manual y el control con el equipo,
racin de la figura 1 (Diagrama de flujo del proceso
mejorando la precisin del proceso y de los productos.
pan hamburguesa), y a Francisco J. Lpez C. y
Nelson Flrez Ramrez, por la elaboracin de la
6. Financiamiento tabla 5 (Cuadro comparativo entre los dos sistemas).
Esta investigacin es cientfica y tecnolgica, su desa-
rrollo fue avalado y financiado por el Politcnico Jaime
Isaza Cadavid y la empresa Panificadora Lore S.A.
Referencias
[1] Mettler-Toledo Ltd, Revista Mettler Toledo, son , J. Davis, J. Ginsberg, J. Shade and D.
10 octubre 2008. [En lnea]. Available: http:// Fulk , The digital Michelangelo project:
es.mt.com/mt_ext_files/Editorial/Generic/6/ 3D scanning of large statues, SIGGRAPH
Product_Inspection_Bakery_News_2_Ed- 00 Proceedings of the 27th Annual Confer-
itorial-Generic_11. [ltimo acceso: 20 fe- ence on Computer Graphics and Interactive
brero 2009]. Techniques, pp. 131-144, 2000.
[2] H. Mario Navarrete, Planeacin estratgi- [7] OIT (Oficina Internacional del Trabajo), In-
ca de la calidad total, Bogota: Tercer Mun- troduccin al estudio del trabajo, Mxico:
do, 1996. Limusa, 2006.
[3] H. Lorraine, Bakery andsnaks, 31 octubre [8] F. Blais, M. Picard and G. Godin , 3DPVT
2005. [En lnea]. Available: http://www.bak- 04 Proceedings of the 3D Data Processing,
eryandsnacks.com/news/ng.asp?id=63611- Visualization, and Transmission, 2nd Inter-
ccfra-calibre-control-internati-quality-con- national Symposium,IEEE Computer So-
trol. [ltimo acceso: 10 agosto 2011]. ciety Washington, pp. 422-429, 2004.
[4] Servicio Nacional de Aprendizaje - SENA, [9] K. lkeuchi, Modeling from Reality, Third
Caracterizacin ocupacional actualizacin International Conference on 3-D Digital
industria de la panificacin y la repostera Imaging and Modeling, pp. 117-124, 2001.
en Colombia, Servicio Nacional de Apren-
dizaje - SENA, Colombia, 2006. [10] J. P. Lavelle, S. R. Schuetand D. J. Schuet,
High Speed 3D Scanner with Real-Time
[5] C. Teutsch, Model-based Analysis and Eval- 3D Processing, IEEE IST lnternational
uation of Point Sets from Optical 3D Laser Workshop on Imaging Systems and Tech-
Scanners, Shaker: Verlag, 2007. niques, pp. 13-17, 2004.
[6] M. Levoy, K. Pulli, S. Runsinkiewicz, D. [11] A. Lerner, Estrategias y abordajes meto-
Koller, L. Pereira, M. Ginzton, S. Ander- dolgicos empleados para incrementar la
Diseo y desarrollo de un equipo para el control de la calidad en la industria panificadora
Nelson Flrez Ramrez / Francisco Javier Lpez Correa / Andrea Lucia Flrez Rendn 189
ARCHIVO FINAL.indd 189 18/09/2013 11:46:47
revisin
mejora continua en las organizaciones, [13] Q. Chen and T. Wada, A Light Modula-
17 septiembre 2010. [En lnea]. Avail- tion/Demodulation Method for Real-Time
able: http://www.degerencia.com/articulo/ 3D Imaging,Fifth International Confer-
estrategias-y-abordajes-para-incrementar- ence on 3-D Digital Imaging and Modeling
la-mejora-continua-en-las-organizaciones. (3DIM05), pp. 15-21, 2005.
[ltimoacceso: 1 febrero 2011].
[14] B. Curless ,Computer Graphics,ACM SIG-
[12] S. Zhang and P.S. Huang, High-resolu- GRAPH, pp. 38-41, 2000.
tion, real-time three-dimensional shape
measurement,Optical Engineering, pp.
1-8, 2006.
190 Revista Tecnura Volumen 17 Numero 37 paginas 177 - 190 Julio - Septiembre de 2013
ARCHIVO FINAL.indd 190 18/09/2013 11:46:47
Copyright of Tecnura is the property of Tecnura and its content may not be copied or emailed
to multiple sites or posted to a listserv without the copyright holder's express written
permission. However, users may print, download, or email articles for individual use.
Potrebbero piacerti anche
- Laboratorio de Confitería: Compendio de prácticasDa EverandLaboratorio de Confitería: Compendio de prácticasNessuna valutazione finora
- Guía BPM panificación: instalaciones y prácticas higiénicas panaderíaDocumento14 pagineGuía BPM panificación: instalaciones y prácticas higiénicas panaderíaTatiana0% (1)
- QuesoMozzarellaácidoDocumento32 pagineQuesoMozzarellaácidoJuan de Dios García SánchezNessuna valutazione finora
- "Desarrollo de Un Manual de Procesos para La Elaboración de Cerveza Artesanal en La Emresa Tempel CerveceriaDocumento250 pagine"Desarrollo de Un Manual de Procesos para La Elaboración de Cerveza Artesanal en La Emresa Tempel CerveceriaKatly Marsiol Cartolin Barron100% (1)
- Planeamiento y Control de La ProduccionDocumento53 paginePlaneamiento y Control de La ProduccionNicol Fabian VillegasNessuna valutazione finora
- Empanadas ÁrabesDocumento3 pagineEmpanadas ÁrabesRoxana RodaNessuna valutazione finora
- 46-Elaboracion Quesos Region PunoDocumento14 pagine46-Elaboracion Quesos Region PunoKathia YesseniaNessuna valutazione finora
- Elaboración de Mermeladas, Jaleas, Conservas y CompotasDocumento5 pagineElaboración de Mermeladas, Jaleas, Conservas y Compotasjose antonio peñafiel vasquezNessuna valutazione finora
- Informe de La Elaboracion de QUeso FrescoDocumento11 pagineInforme de La Elaboracion de QUeso FrescoChrisalbert27Nessuna valutazione finora
- Maquinaria en Cárnicos e HidrobiológicosDocumento1 paginaMaquinaria en Cárnicos e HidrobiológicosRoyderNessuna valutazione finora
- Normas Técnicas PeruanasDocumento5 pagineNormas Técnicas PeruanasDaniel Rojas CuevaNessuna valutazione finora
- Copia de Ficha Tecnica de Hamburgesa 2Documento6 pagineCopia de Ficha Tecnica de Hamburgesa 2Adriana RamosNessuna valutazione finora
- Elaboración de Yogurt FrutadoDocumento27 pagineElaboración de Yogurt FrutadoMendoza Saavedra CesarNessuna valutazione finora
- Sílabo Confiteria y ChocolateríaDocumento9 pagineSílabo Confiteria y ChocolateríaJahel SilvaNessuna valutazione finora
- Practica - Docx Pulpa de TomateDocumento5 paginePractica - Docx Pulpa de TomateNay Champi CuetoNessuna valutazione finora
- Defectos en Leches Fermentadas ExposicionDocumento6 pagineDefectos en Leches Fermentadas ExposicionJaiver SarmientoNessuna valutazione finora
- BPM Lácteos - AlacDocumento49 pagineBPM Lácteos - AlacSantiago Fortunatoc Cercado RamosNessuna valutazione finora
- Guia de Aprendizaje QuesosDocumento2 pagineGuia de Aprendizaje QuesosYeisy Barrios100% (2)
- USO INDUSTRIA DE ADITIVOS ALIMENTARIOS EN La ElABORACION DE PANIFICACIPN Y PASTELERIA PDFDocumento95 pagineUSO INDUSTRIA DE ADITIVOS ALIMENTARIOS EN La ElABORACION DE PANIFICACIPN Y PASTELERIA PDFKarry Viviano SeguraNessuna valutazione finora
- Modelos Genéricos Planes HACCPDocumento33 pagineModelos Genéricos Planes HACCPAlexis Mendoza100% (1)
- La influencia de la temperatura en la fermentación de la levadura para la elaboración de panDocumento9 pagineLa influencia de la temperatura en la fermentación de la levadura para la elaboración de panEva Benito GonzálezNessuna valutazione finora
- BPM de Plagas AguasDocumento10 pagineBPM de Plagas AguasPaolita Raquel Ibañez Villagomez100% (1)
- Snack de Maiz - MedinaDocumento14 pagineSnack de Maiz - MedinaWinny Medina TenicelaNessuna valutazione finora
- La Normalizacion Normas Tecnicas PeruanasDocumento40 pagineLa Normalizacion Normas Tecnicas PeruanasRene Otto Salas0% (1)
- Prueba de Evaluación Trazabilidad - AccesaDocumento3 paginePrueba de Evaluación Trazabilidad - AccesaMiguel FortizNessuna valutazione finora
- Plan Haccp Pure de Papa DeshidratadoDocumento20 paginePlan Haccp Pure de Papa DeshidratadoAna Aracelli LázaroNessuna valutazione finora
- Nuggets de TruchaDocumento10 pagineNuggets de TruchaIrex Gonzàles EsquénNessuna valutazione finora
- Grupo 08 - Ta3 - ZN51 - 2021 02Documento31 pagineGrupo 08 - Ta3 - ZN51 - 2021 02Alexandra SantosNessuna valutazione finora
- Pan de Queso Final1Documento41 paginePan de Queso Final1Lizette RamirezNessuna valutazione finora
- Elaboracion de Paneton ExponerDocumento13 pagineElaboracion de Paneton ExponerWilyams Angel Noreña MerinoNessuna valutazione finora
- 2022 Plan de Estudio Detallado para 16 Semanas de Curso de Barman Profesional 2022Documento2 pagine2022 Plan de Estudio Detallado para 16 Semanas de Curso de Barman Profesional 2022Aldo Ezequiel Gaete100% (1)
- Imforme de Elaboracion de Fruta DeshidratadaDocumento15 pagineImforme de Elaboracion de Fruta DeshidratadaUtani EdwinNessuna valutazione finora
- Diagrama de Flujo Del PanDocumento8 pagineDiagrama de Flujo Del PanMary Cornejo QuispeNessuna valutazione finora
- Norma de Calidad de CacaoDocumento48 pagineNorma de Calidad de CacaoJorge Ribon50% (2)
- Elaboracion de La Linea de AnchoadosDocumento21 pagineElaboracion de La Linea de AnchoadosZorayma ValenciaNessuna valutazione finora
- Informe Manjar Blanco NeylerDocumento6 pagineInforme Manjar Blanco NeylerAlicia VargasNessuna valutazione finora
- Guia - de - Aprendizaje Alaborar Productos 2Documento9 pagineGuia - de - Aprendizaje Alaborar Productos 2Javier Orlando Basto SarmientoNessuna valutazione finora
- Aspectos de Calidad de Grano y TuberculoDocumento24 pagineAspectos de Calidad de Grano y TuberculoRobert Flores0% (1)
- Pan de Yema y KaramndukaDocumento31 paginePan de Yema y KaramndukaTavo PérezNessuna valutazione finora
- Triptico PoesDocumento2 pagineTriptico PoesMary Cuevas VasquezNessuna valutazione finora
- Informe de Prácticas BebidasDocumento39 pagineInforme de Prácticas BebidasDANNY ALARCON DELGADONessuna valutazione finora
- Guía de Maquinas y Equipo de Panificacion TGCCA FICHA. 2339976 Gina CuellarDocumento21 pagineGuía de Maquinas y Equipo de Panificacion TGCCA FICHA. 2339976 Gina CuellarGina Cuellar EscuderoNessuna valutazione finora
- Elaboracion de Vino de TunaDocumento11 pagineElaboracion de Vino de TunaAnonymous tMkq2HNessuna valutazione finora
- Proyecto SalchichaDocumento5 pagineProyecto SalchichaJuan Antonio Martin GutierrezNessuna valutazione finora
- Guia - de - Aprendizaje Alaborar Productos 1Documento8 pagineGuia - de - Aprendizaje Alaborar Productos 1Javier Orlando Basto SarmientoNessuna valutazione finora
- Tesis Tortilla de Huevo Al VacíoDocumento33 pagineTesis Tortilla de Huevo Al VacíoTavo Guerrero MarínNessuna valutazione finora
- Alimento Balanceado para CanesDocumento139 pagineAlimento Balanceado para CanesSarah TorrezNessuna valutazione finora
- Primer Informe Comercializacion de Productos Ape Pimental 2018Documento34 paginePrimer Informe Comercializacion de Productos Ape Pimental 2018Jose Antonio Panduro CardozoNessuna valutazione finora
- Plan Haccp para Vinos Veronica TamayoDocumento15 paginePlan Haccp para Vinos Veronica TamayoJack FlashNessuna valutazione finora
- Proceso Obtencion Licor de CacaoDocumento12 pagineProceso Obtencion Licor de CacaoPamelaMadueño0% (1)
- Etiquetado de aditivos alimentarios NB 863Documento5 pagineEtiquetado de aditivos alimentarios NB 863Harlen MendozaNessuna valutazione finora
- Albondigas de CarneDocumento1 paginaAlbondigas de CarneAngelo Martinez Patrsio InostrosaNessuna valutazione finora
- Informe de Practicas GranosDocumento38 pagineInforme de Practicas GranosDANNY ALARCON DELGADONessuna valutazione finora
- Elaboración de CervezaDocumento31 pagineElaboración de CervezaQS RilberNessuna valutazione finora
- Bebidas NutritivasDocumento11 pagineBebidas NutritivasAlexandra SelenaNessuna valutazione finora
- 06 - 3277 Haccp Chocolate Liquido Guatemala PDFDocumento65 pagine06 - 3277 Haccp Chocolate Liquido Guatemala PDFOperaciones Monte AconcaguaNessuna valutazione finora
- Sacha CulantroDocumento3 pagineSacha CulantroCindy VYNessuna valutazione finora
- Recetario de repostería y confitería tradicional de QuitoDocumento218 pagineRecetario de repostería y confitería tradicional de QuitoKaren LemaNessuna valutazione finora
- Capacitacion BPMDocumento97 pagineCapacitacion BPMMafe Correa100% (1)
- TotalDocumento14 pagineTotalMarie Anne CraigNessuna valutazione finora
- Niveles de MantenimientoDocumento2 pagineNiveles de MantenimientoRoselis Simbron Valencia100% (4)
- Diagnóstico Comité J Augusto Saldívar Central 2Documento8 pagineDiagnóstico Comité J Augusto Saldívar Central 2Ysabel KaderNessuna valutazione finora
- Tipos documentos SGSSTDocumento5 pagineTipos documentos SGSSTAnonymous qgFaQ5C0aNessuna valutazione finora
- 4.-Ficha Snip 03 - ChupanDocumento7 pagine4.-Ficha Snip 03 - ChupanJUAN JUA TARAZONA TUCTONessuna valutazione finora
- Paper Opciones RealesDocumento8 paginePaper Opciones RealesAldo CanoNessuna valutazione finora
- Plan Estratégico de NegociaciónDocumento24 paginePlan Estratégico de Negociaciónanarey54% (26)
- Desarrollo de Líderes Emprendedores, II LaeDocumento50 pagineDesarrollo de Líderes Emprendedores, II LaeDaniosa100% (2)
- Enunciado Sup.3 Aplicar Letra de Cambio y Descuento de EfectosDocumento2 pagineEnunciado Sup.3 Aplicar Letra de Cambio y Descuento de EfectosMiguel AngelNessuna valutazione finora
- Tema 5 La Norma de Información Financiera de Venezuela para Pequeñas y Medianas EntidadesDocumento11 pagineTema 5 La Norma de Información Financiera de Venezuela para Pequeñas y Medianas EntidadesfanyasbecNessuna valutazione finora
- Cap II La Auditoria Administrativa en El Sistema de Las Organizaciones-24-26Documento3 pagineCap II La Auditoria Administrativa en El Sistema de Las Organizaciones-24-26Gearldine PlmoNessuna valutazione finora
- Resumen Integracion de SistemasDocumento6 pagineResumen Integracion de SistemasJulia Grece CoronadoNessuna valutazione finora
- Rut Fernando Alonso Rubio LeonDocumento4 pagineRut Fernando Alonso Rubio LeonMiguel CadavidNessuna valutazione finora
- Análisis financiero crucigramaDocumento3 pagineAnálisis financiero crucigramaCLAUDIA PATRICIA RAMIREZ SIERRA50% (2)
- Conta 2Documento25 pagineConta 2Victor Daniel MartinezNessuna valutazione finora
- Registro de IncidenteDocumento2 pagineRegistro de IncidenteSergioRosazzaNessuna valutazione finora
- Unidad IvDocumento9 pagineUnidad IvAmado MartinezNessuna valutazione finora
- Manual Prevención Del DelitoDocumento20 pagineManual Prevención Del Delitotulio benavidesNessuna valutazione finora
- Transporte Público de Gestión EstatalDocumento4 pagineTransporte Público de Gestión EstatalNico Cunningham100% (1)
- 065-12 - PRE - SUNARP - Resolución de Contrato Por Caso Fortuito o Fuerza Mayor, FinalDocumento4 pagine065-12 - PRE - SUNARP - Resolución de Contrato Por Caso Fortuito o Fuerza Mayor, FinalJuan CarlosNessuna valutazione finora
- Mejora de TPM EATONDocumento44 pagineMejora de TPM EATONadaleydiNessuna valutazione finora
- La Nueva Geografia Economica Pasado Presente y FuturoDocumento31 pagineLa Nueva Geografia Economica Pasado Presente y Futurodjoser89Nessuna valutazione finora
- Actividad 8Documento12 pagineActividad 8Kevin john Atahualpa AntúnezNessuna valutazione finora
- Ejercicio 03 Los Blancos JornalizacionDocumento2 pagineEjercicio 03 Los Blancos JornalizacionMarco Antonio RucalNessuna valutazione finora
- Técnicas Aplicadas en El Proceso PresupuestarioDocumento11 pagineTécnicas Aplicadas en El Proceso PresupuestarioMariemily J. GonzalezNessuna valutazione finora
- Headhunters PDFDocumento17 pagineHeadhunters PDFcristinaagenjoNessuna valutazione finora
- Manual de Visita MedicaDocumento74 pagineManual de Visita Medicadivfx25% (4)
- Cap 11. Decisiones de Reemplazo y ConservaciónDocumento15 pagineCap 11. Decisiones de Reemplazo y ConservaciónAndyStronger100% (1)
- Proyecto de Bebidas HidratantesDocumento28 pagineProyecto de Bebidas HidratantesMary Eli GaleasNessuna valutazione finora
- Teoria Del Valor David RicardoDocumento40 pagineTeoria Del Valor David RicardoTania MartínezNessuna valutazione finora
- Factura Cambiaria - 20220706 - 0001Documento1 paginaFactura Cambiaria - 20220706 - 0001SantosNessuna valutazione finora