Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Data Assigment 1Documento32 pagineData Assigment 1Sukhwinder Kaur100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Sal de CrosetatDocumento3 pagineSal de CrosetatMădălina Pisău100% (1)
- Power Electronics - MITDocumento210 paginePower Electronics - MITVasco RodriguesNessuna valutazione finora
- FirmcusbDocumento123 pagineFirmcusbAndry1975Nessuna valutazione finora
- SOP's For All Digital Marketing ActivitesDocumento3 pagineSOP's For All Digital Marketing ActivitesSavijeet Singh50% (2)
- Centrifugal and Axial Flow PumpsDocumento15 pagineCentrifugal and Axial Flow PumpsMichael Louis UyNessuna valutazione finora
- DH-2000 Instruction ManualDocumento57 pagineDH-2000 Instruction ManualMichael Louis UyNessuna valutazione finora
- Sandvik Ceramic CatalogueDocumento8 pagineSandvik Ceramic CatalogueMichael Louis UyNessuna valutazione finora
- Hard Part Turning With CBNDocumento44 pagineHard Part Turning With CBNenamicul50Nessuna valutazione finora
- Ethical TheoriesDocumento18 pagineEthical TheoriesMichael Louis UyNessuna valutazione finora
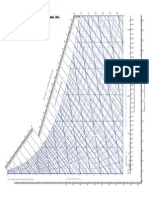
- Psychrometric ChartDocumento1 paginaPsychrometric ChartMichael Louis UyNessuna valutazione finora
- Party SongsDocumento1 paginaParty SongsMichael Louis UyNessuna valutazione finora
- Soctec2 Integration PaperDocumento2 pagineSoctec2 Integration PaperMichael Louis UyNessuna valutazione finora
- FragAnal RC QDocumento26 pagineFragAnal RC QhjmaranhaoNessuna valutazione finora
- Darktrace Csensor Release NotesDocumento10 pagineDarktrace Csensor Release NotesNelson JuniorNessuna valutazione finora
- Beyond SVGFDocumento66 pagineBeyond SVGFLiliana QueiroloNessuna valutazione finora
- Manual ApolloDocumento263 pagineManual ApolloJose Luis CristanchoNessuna valutazione finora
- Unitplan2 Chi-SquareDocumento11 pagineUnitplan2 Chi-Squareapi-285549920Nessuna valutazione finora
- A Steganography Intrusion Detection SystemDocumento21 pagineA Steganography Intrusion Detection SystemjamessomNessuna valutazione finora
- NMNR5104 Research MethodologyDocumento2 pagineNMNR5104 Research MethodologynadiaNessuna valutazione finora
- Refining of MaterialsDocumento38 pagineRefining of MaterialsJAWAD AHMAD BURTNessuna valutazione finora
- 1910 179bookletDocumento12 pagine1910 179bookletRichard DeNijsNessuna valutazione finora
- Hkts 210 Sub/Hkts 200 Sub: SubwooferDocumento6 pagineHkts 210 Sub/Hkts 200 Sub: SubwooferDan PopNessuna valutazione finora
- Statistical Properties of Population Stability IndexDocumento60 pagineStatistical Properties of Population Stability IndexВячеславNessuna valutazione finora
- Búsqueda Del Medio - RENR6305 - 994F Wheel Loader Power TrainDocumento5 pagineBúsqueda Del Medio - RENR6305 - 994F Wheel Loader Power TrainDavidCPNessuna valutazione finora
- B1698Documento23 pagineB1698Esteban OrtegaNessuna valutazione finora
- Midterm Exam Shuffled BasisDocumento5 pagineMidterm Exam Shuffled BasisJohnNessuna valutazione finora
- 2 (Molecular Diffusion in Gases)Documento66 pagine2 (Molecular Diffusion in Gases)Nasir ShamsNessuna valutazione finora
- CSC4212 Lecture 3 - 3D Viewing - Projection TransformationDocumento31 pagineCSC4212 Lecture 3 - 3D Viewing - Projection TransformationAhmad AbbaNessuna valutazione finora
- Lab Manual Human PhysiologyDocumento84 pagineLab Manual Human Physiologyaurelya nicoleNessuna valutazione finora
- ZIEHL ABEGG Main Catalogue Centrifugal Fans With IEC Standard MotoDocumento285 pagineZIEHL ABEGG Main Catalogue Centrifugal Fans With IEC Standard MotoTomislav BrezicNessuna valutazione finora
- Atht Model Ques 2017Documento1 paginaAtht Model Ques 2017Jeyakumar VenugopalNessuna valutazione finora
- WCB Customized Superior Quality Slewing Ring GearDocumento173 pagineWCB Customized Superior Quality Slewing Ring GearWCB BEARINGNessuna valutazione finora
- S7 314 IFM: Hardware and InstallationDocumento87 pagineS7 314 IFM: Hardware and InstallationNitko NetkoNessuna valutazione finora
- Lipinski Rule of FiveDocumento21 pagineLipinski Rule of FiveSasikala RajendranNessuna valutazione finora
- Backing Up BitLocker and TPM Recovery Information To AD DSDocumento14 pagineBacking Up BitLocker and TPM Recovery Information To AD DSnoNessuna valutazione finora
- GD-1884 Manual PDFDocumento10 pagineGD-1884 Manual PDFAnonymous srwHCpANessuna valutazione finora
- Insight: Mini C-Arm Imaging System Technical Reference ManualDocumento21 pagineInsight: Mini C-Arm Imaging System Technical Reference ManualTyrone CoxNessuna valutazione finora