Potrebbero piacerti anche
- Davy Process BDO - Esters To Alcohols and BackDocumento8 pagineDavy Process BDO - Esters To Alcohols and BackAkk KolNessuna valutazione finora
- HppoDocumento11 pagineHpposaragineth.saNessuna valutazione finora
- Environmentally Benign Approaches for Pulp BleachingDa EverandEnvironmentally Benign Approaches for Pulp BleachingNessuna valutazione finora
- Li 2017Documento8 pagineLi 2017zibaNessuna valutazione finora
- Document PDFDocumento2 pagineDocument PDFOki Andri Oktaviana0% (1)
- LLDPE NExantDocumento5 pagineLLDPE NExantAlanaNessuna valutazione finora
- Direct Methane to Methanol: Foundations and Prospects of the ProcessDa EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNessuna valutazione finora
- Butenediol PDFDocumento6 pagineButenediol PDFJaamac DhiilNessuna valutazione finora
- Fluidized Bed ReactorDocumento20 pagineFluidized Bed ReactormarraezNessuna valutazione finora
- Oxo Alcohols Brochure 2008 PDFDocumento2 pagineOxo Alcohols Brochure 2008 PDFmghaffarzadehNessuna valutazione finora
- 2 EH ProductionDocumento4 pagine2 EH ProductionChristin Stanton50% (4)
- Davy Process Tech - Building A Process Technology PortfolioDocumento10 pagineDavy Process Tech - Building A Process Technology PortfolioAkk KolNessuna valutazione finora
- EO Technology OverviewDocumento23 pagineEO Technology OverviewSoumitra DeshmukhNessuna valutazione finora
- Paper 5Documento12 paginePaper 5Payam ParvasiNessuna valutazione finora
- Gas Fermentation Expands The Scope of A Process NeDocumento15 pagineGas Fermentation Expands The Scope of A Process NeShruti SinghNessuna valutazione finora
- Formaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigDocumento12 pagineFormaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigKrishna DangiNessuna valutazione finora
- 49 2 Philadelphia 10-04 1077Documento2 pagine49 2 Philadelphia 10-04 1077Liliana LopezNessuna valutazione finora
- Chem Systems Propylene Oxide Abstract PDFDocumento0 pagineChem Systems Propylene Oxide Abstract PDFstavros7Nessuna valutazione finora
- Chimica 2 2014 RGB 33-37 PDFDocumento6 pagineChimica 2 2014 RGB 33-37 PDFMary Grace VelitarioNessuna valutazione finora
- Cpi201t 9 2013 FTDocumento66 pagineCpi201t 9 2013 FTPortia ShilengeNessuna valutazione finora
- Cativa Process PDFDocumento12 pagineCativa Process PDFMonimNessuna valutazione finora
- Propylene Oxide - New MethodDocumento8 paginePropylene Oxide - New Methodvinicius_amaral_5Nessuna valutazione finora
- Oxidative Dehydrogenation of N-Butenes To 1,3-Butadiene Over Bismuth Molybdate and Ferrite Catalysts: A ReviewDocumento11 pagineOxidative Dehydrogenation of N-Butenes To 1,3-Butadiene Over Bismuth Molybdate and Ferrite Catalysts: A ReviewTushar GoyalNessuna valutazione finora
- Wet Air OxidationDocumento16 pagineWet Air OxidationcharlesNessuna valutazione finora
- Co2 Injection For Methanol ImprovementDocumento13 pagineCo2 Injection For Methanol ImprovementSina AtabakNessuna valutazione finora
- 8e0f 8810Documento13 pagine8e0f 8810candhareNessuna valutazione finora
- 4 Properties of FormaldehydeDocumento120 pagine4 Properties of FormaldehydeJonathan ByamunguNessuna valutazione finora
- Fauth 2005Documento19 pagineFauth 2005Jeff DiffNessuna valutazione finora
- Applied Catalysis B: EnvironmentalDocumento9 pagineApplied Catalysis B: EnvironmentalJoão CarlosNessuna valutazione finora
- Unit 2 - Part 1 - Indian Chemical IndustryDocumento13 pagineUnit 2 - Part 1 - Indian Chemical Industryvibbhavdchandan17Nessuna valutazione finora
- Facile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystDocumento10 pagineFacile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystHasif ImaniNessuna valutazione finora
- 7 Urea Synthesis Using Chemical Looping ProcessDocumento10 pagine7 Urea Synthesis Using Chemical Looping ProcessandiesNessuna valutazione finora
- 0607 8 Abstrak Oxo ProcessDocumento9 pagine0607 8 Abstrak Oxo ProcessMeilyani Farida100% (1)
- Paper 1Documento12 paginePaper 1Payam ParvasiNessuna valutazione finora
- Ethylhexanol PFDDocumento11 pagineEthylhexanol PFDGellene GarciaNessuna valutazione finora
- 13 07 25 DXHfeedstockDocumento32 pagine13 07 25 DXHfeedstockJuan Manuel PardalNessuna valutazione finora
- Thesis DJMoodley Final Version1Documento178 pagineThesis DJMoodley Final Version1xtrooz abiNessuna valutazione finora
- Kawanami 2017Documento33 pagineKawanami 2017sigit cahyonoNessuna valutazione finora
- Acetic Acid PDFDocumento12 pagineAcetic Acid PDFhazimraadNessuna valutazione finora
- Jurnal Penting REAKTOR PDFDocumento8 pagineJurnal Penting REAKTOR PDFGilang PerdanaNessuna valutazione finora
- The Industrial Applications of Fluidized Bed Reactors Is As FollowsDocumento3 pagineThe Industrial Applications of Fluidized Bed Reactors Is As FollowsAyodeji Arowolo MustaphaNessuna valutazione finora
- Krasae In2010Documento10 pagineKrasae In2010Paulita BuenoNessuna valutazione finora
- Dacunha2018 PDFDocumento43 pagineDacunha2018 PDFCristina LopezNessuna valutazione finora
- Rarata G., Surmacz P.Documento9 pagineRarata G., Surmacz P.Mateusz SynowieckiNessuna valutazione finora
- Fluid Catalytic Cracking FCC Process ModDocumento29 pagineFluid Catalytic Cracking FCC Process ModDriss EddeniaNessuna valutazione finora
- 1 s2.0 S0926860X15301782 MainDocumento9 pagine1 s2.0 S0926860X15301782 MainJOSE LUIS GARCIANessuna valutazione finora
- Wang-Friedrich2015 Article DevelopmentOfAHighlyEfficientHDocumento11 pagineWang-Friedrich2015 Article DevelopmentOfAHighlyEfficientHLiza Manuela Nempeque PerezNessuna valutazione finora
- Co2 CaptureDocumento17 pagineCo2 CaptureRinoy BhuvanrajNessuna valutazione finora
- 12 PDH - Process Vora UOP PDFDocumento12 pagine12 PDH - Process Vora UOP PDFstxordNessuna valutazione finora
- 2017 Oxyboost-Technology - Paper-London - MarchDocumento8 pagine2017 Oxyboost-Technology - Paper-London - MarchAlberto TousNessuna valutazione finora
- Review of Methane Catalytic Cracking For Hydrogen ProductionDocumento32 pagineReview of Methane Catalytic Cracking For Hydrogen ProductionVishal GoswamiNessuna valutazione finora
- Cleantechnol 03 00001 v3Documento18 pagineCleantechnol 03 00001 v3Aryan GoyalNessuna valutazione finora
- Presentations 15Documento44 paginePresentations 15thirumalaiNessuna valutazione finora
- State of The Art in Steel Mill Dust Recycling: Ju Rgen Antrekowitsch, Gernot Ro Sler, and Stephan SteinackerDocumento6 pagineState of The Art in Steel Mill Dust Recycling: Ju Rgen Antrekowitsch, Gernot Ro Sler, and Stephan SteinackerCeyhun TatarNessuna valutazione finora
- Coal LiquificationDocumento28 pagineCoal LiquificationAugust mishraNessuna valutazione finora
- Oxo Alcohols - IndiaDocumento7 pagineOxo Alcohols - Indiascribd405Nessuna valutazione finora
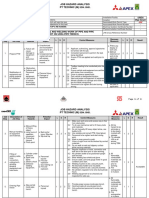
- Hot Work: Job Hazard Analysis PT Technic (M)Documento4 pagineHot Work: Job Hazard Analysis PT Technic (M)ShahrizatSmailKassim100% (1)
- Request Confirmation Letter Template 2 - Amended 02.04.2018Documento1 paginaRequest Confirmation Letter Template 2 - Amended 02.04.2018ShahrizatSmailKassimNessuna valutazione finora
- Chemical Injection: Offshore Coshh EssentialsDocumento3 pagineChemical Injection: Offshore Coshh EssentialsShahrizatSmailKassimNessuna valutazione finora
- 77 Chemical Mixing and Handling - JOB PROCEDUREDocumento2 pagine77 Chemical Mixing and Handling - JOB PROCEDUREShahrizatSmailKassim100% (1)
- Law 299, Q2B.BDocumento1 paginaLaw 299, Q2B.BShahrizatSmailKassimNessuna valutazione finora
- Soga AaDocumento43 pagineSoga AaShahrizatSmailKassimNessuna valutazione finora
- TOPIC 2 - Classification of CompanyDocumento24 pagineTOPIC 2 - Classification of CompanyShahrizatSmailKassimNessuna valutazione finora
- Construction of Café PinkDocumento29 pagineConstruction of Café PinkShahrizatSmailKassimNessuna valutazione finora
- 299 CertaintyDocumento29 pagine299 CertaintyShahrizatSmailKassimNessuna valutazione finora
- Market 2Documento32 pagineMarket 2ShahrizatSmailKassimNessuna valutazione finora
- Report LiDocumento12 pagineReport LiShahrizatSmailKassimNessuna valutazione finora
- CO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SDocumento6 pagineCO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SShahrizatSmailKassimNessuna valutazione finora
- Chapter 2Documento24 pagineChapter 2ShahrizatSmailKassimNessuna valutazione finora
- M16 Tier1Documento184 pagineM16 Tier1ShahrizatSmailKassimNessuna valutazione finora
- Matlab PPT - Session 1 - Week 4Documento67 pagineMatlab PPT - Session 1 - Week 4ShahrizatSmailKassimNessuna valutazione finora
- Module 2Documento4 pagineModule 2ShahrizatSmailKassimNessuna valutazione finora
- Mat355 431 455Documento4 pagineMat355 431 455ShahrizatSmailKassimNessuna valutazione finora
- Chapter 7Documento34 pagineChapter 7ShahrizatSmailKassimNessuna valutazione finora
- On P-Groups of Maximal Class: August 2019Documento9 pagineOn P-Groups of Maximal Class: August 2019JodeNessuna valutazione finora
- Multi Phase Flow in WellDocumento149 pagineMulti Phase Flow in WellOmar 'Tanzania'100% (1)
- Evo 979 enDocumento2 pagineEvo 979 enSergio Denis UCNessuna valutazione finora
- 1st Grading Performance TestDocumento4 pagine1st Grading Performance TestMary Ann GellorExito EvarolaNessuna valutazione finora
- Alexandre Grothendieck (1928-2014) Germany, FranceDocumento13 pagineAlexandre Grothendieck (1928-2014) Germany, FranceDer CruzNessuna valutazione finora
- Mactor Report - Taller de Prospectiva D 2Documento39 pagineMactor Report - Taller de Prospectiva D 2Giovani Alexis Saez VegaNessuna valutazione finora
- AQA GCSE Chemistry AnswersDocumento14 pagineAQA GCSE Chemistry AnswersErvin MetushiNessuna valutazione finora
- Astm C42-2018Documento7 pagineAstm C42-2018Malaz Abdul Jalil100% (3)
- On A Stress Resultant Geometrically Exact Shell Model Part IDocumento38 pagineOn A Stress Resultant Geometrically Exact Shell Model Part IzojdbergNessuna valutazione finora
- Tutorial On Structural Analysis Using BEAM Elements of CAEPIPEDocumento5 pagineTutorial On Structural Analysis Using BEAM Elements of CAEPIPEFRANCISCONessuna valutazione finora
- Sustained Stress Indices (SSI) in The B31.3 2010 EditionDocumento9 pagineSustained Stress Indices (SSI) in The B31.3 2010 Editiont_rajith1179100% (2)
- Charles CorreaDocumento11 pagineCharles CorreaMrigank VatsNessuna valutazione finora
- Week - 7 - Analysis - of - State - Space - SystemsDocumento32 pagineWeek - 7 - Analysis - of - State - Space - SystemsMetin DurmuşNessuna valutazione finora
- Radial Distribution Function For Argon Calculations From Thermodynamic Properties andDocumento11 pagineRadial Distribution Function For Argon Calculations From Thermodynamic Properties andrafelNessuna valutazione finora
- Expansion Model Test of Expansive Soil in Different Stress State BDocumento11 pagineExpansion Model Test of Expansive Soil in Different Stress State BHuang BenNessuna valutazione finora
- Integration Atmospheric Stability CFD Modeling MeteodynWT For Wind Resource Assessment AEP Validation Real Case Wind FarmDocumento1 paginaIntegration Atmospheric Stability CFD Modeling MeteodynWT For Wind Resource Assessment AEP Validation Real Case Wind FarmMeteodyn_EnergyNessuna valutazione finora
- Interactive Powerpoint Presentation On QuadrilateralsDocumento3 pagineInteractive Powerpoint Presentation On QuadrilateralsSkoochh KooNessuna valutazione finora
- Soil Science: Classification of PedologyDocumento24 pagineSoil Science: Classification of Pedologyekush amar100% (1)
- Face Detection RecognitionDocumento21 pagineFace Detection RecognitionkamendersinghgangwarNessuna valutazione finora
- Sorge 2015Documento18 pagineSorge 2015Masih LoghmaniNessuna valutazione finora
- 55 4 2 PhysicsDocumento27 pagine55 4 2 PhysicsSriramNessuna valutazione finora
- Classification and Identification of Soils For General Engineering PurposesDocumento10 pagineClassification and Identification of Soils For General Engineering PurposesAmarendra KeerthiNessuna valutazione finora
- Comparison Between - MB - BE - FDDocumento5 pagineComparison Between - MB - BE - FDSoumajit DasNessuna valutazione finora
- 2013 Shear Strength of Brick Masonry Walls Assembled With Different Types of MortarDocumento8 pagine2013 Shear Strength of Brick Masonry Walls Assembled With Different Types of MortarCatherineNessuna valutazione finora
- Experimestnt 1 (Structure Lab)Documento32 pagineExperimestnt 1 (Structure Lab)AZem AziZi Mirza50% (2)
- Engineering - Catalog - Screw Conveyor PDFDocumento64 pagineEngineering - Catalog - Screw Conveyor PDFanxaanNessuna valutazione finora
- MASERDocumento23 pagineMASERMuzzamil ShaikhNessuna valutazione finora
- 2021 Physicsbowl Exam Equations: Continued On Next PageDocumento3 pagine2021 Physicsbowl Exam Equations: Continued On Next PageThe Entangled Story Of Our WorldNessuna valutazione finora
- 4 Hydrates & Hydrate PreventionDocumento26 pagine4 Hydrates & Hydrate PreventionWael Badri100% (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignDa EverandAn Applied Guide to Water and Effluent Treatment Plant DesignValutazione: 5 su 5 stelle5/5 (4)
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityDa EverandProcess Plant Equipment: Operation, Control, and ReliabilityValutazione: 5 su 5 stelle5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDa EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNessuna valutazione finora
- Piping Engineering Leadership for Process Plant ProjectsDa EverandPiping Engineering Leadership for Process Plant ProjectsValutazione: 5 su 5 stelle5/5 (1)
- Distillation Design and Control Using Aspen SimulationDa EverandDistillation Design and Control Using Aspen SimulationValutazione: 5 su 5 stelle5/5 (2)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyDa EverandSodium Bicarbonate: Nature's Unique First Aid RemedyValutazione: 5 su 5 stelle5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisDa EverandGuidelines for Chemical Process Quantitative Risk AnalysisValutazione: 5 su 5 stelle5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlDa EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlValutazione: 4 su 5 stelle4/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersDa EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersValutazione: 4.5 su 5 stelle4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Understanding Distillation Using Column Profile MapsDa EverandUnderstanding Distillation Using Column Profile MapsNessuna valutazione finora
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDa EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNessuna valutazione finora
- The Perfumed Pages of History: A Textbook on Fragrance CreationDa EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationValutazione: 4 su 5 stelle4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersDa EverandFundamentals of Risk Management for Process Industry EngineersNessuna valutazione finora
- A New Approach to HAZOP of Complex Chemical ProcessesDa EverandA New Approach to HAZOP of Complex Chemical ProcessesNessuna valutazione finora
- Mastering Biochemistry: A Comprehensive Guide to ExcellenceDa EverandMastering Biochemistry: A Comprehensive Guide to ExcellenceNessuna valutazione finora
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksDa EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNessuna valutazione finora
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksDa EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNessuna valutazione finora
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsDa EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottValutazione: 4 su 5 stelle4/5 (6)
- A Chemical Engineer in the Palm Oil Milling IndustryDa EverandA Chemical Engineer in the Palm Oil Milling IndustryNessuna valutazione finora
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionDa EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNessuna valutazione finora
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDa EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNessuna valutazione finora
- Bioinspired Materials Science and EngineeringDa EverandBioinspired Materials Science and EngineeringGuang YangNessuna valutazione finora