Potrebbero piacerti anche
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationDa EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNessuna valutazione finora
- Chemical Reactor Design, Optimization, and ScaleupDa EverandChemical Reactor Design, Optimization, and ScaleupNessuna valutazione finora
- Aspen Tech Compressor Modeling in AspenDocumento16 pagineAspen Tech Compressor Modeling in AspenDesiree MolinaNessuna valutazione finora
- Aspen Hysys Activated AnalysisDocumento21 pagineAspen Hysys Activated AnalysisAlexandra RomeroNessuna valutazione finora
- HYDROCARBON PROCESSING, Choosing The Rigth Liq. ProcessDocumento6 pagineHYDROCARBON PROCESSING, Choosing The Rigth Liq. ProcessTino KhamphasithNessuna valutazione finora
- Purge Gas OptimizationDocumento7 paginePurge Gas OptimizationVangapanduSrinivasarao100% (2)
- Reciprocating CompressorsDocumento5 pagineReciprocating CompressorsthirumalaiNessuna valutazione finora
- Indus - PGD Process Design EngineeringDocumento2 pagineIndus - PGD Process Design EngineeringAmarjeet SandhuNessuna valutazione finora
- Filtration and SeparationDocumento2 pagineFiltration and SeparationantoniojaviermaciasNessuna valutazione finora
- 03 Refrigerated Gas PlantDocumento23 pagine03 Refrigerated Gas Plantmiguel100% (1)
- Flare Modeling ParametersDocumento26 pagineFlare Modeling Parametersromdhan88Nessuna valutazione finora
- Tube Rupture. Dynamic SimulationDocumento5 pagineTube Rupture. Dynamic SimulationAbbasNessuna valutazione finora
- BN-EG-UE109 Guide For Vessel SizingDocumento34 pagineBN-EG-UE109 Guide For Vessel SizingShameer MajeedNessuna valutazione finora
- 1 s2.0 S1226086X14001221 MainDocumento6 pagine1 s2.0 S1226086X14001221 MainJorge Rodriguez HerreraNessuna valutazione finora
- E PR 460Documento37 pagineE PR 460khorzooNessuna valutazione finora
- Aspen Dynamics DIERS BenchmarksDocumento9 pagineAspen Dynamics DIERS BenchmarksAmir JoonNessuna valutazione finora
- CEP - Modeling Reactive AbsorptionDocumento9 pagineCEP - Modeling Reactive Absorptionnp484Nessuna valutazione finora
- Control Valve DPDocumento8 pagineControl Valve DPAmit SawantNessuna valutazione finora
- Gas Line VelocityDocumento3 pagineGas Line Velocityputrude100% (1)
- Aminas - Iran IDocumento4 pagineAminas - Iran IJesus BcNessuna valutazione finora
- Pro II TrainingDocumento12 paginePro II Trainingrasnowmah2012Nessuna valutazione finora
- Pro II Faq From Simsci SiteDocumento9 paginePro II Faq From Simsci SiteNareshNessuna valutazione finora
- Hysys Liquid PumpingDocumento8 pagineHysys Liquid PumpingEkundayo JohnNessuna valutazione finora
- CV of Chemical EngineerDocumento3 pagineCV of Chemical EngineerAmol JdvNessuna valutazione finora
- Alex University Dynamics HYSYS Course20190614-125372-1rwitpy PDFDocumento24 pagineAlex University Dynamics HYSYS Course20190614-125372-1rwitpy PDFSirajNessuna valutazione finora
- Select Best Model Two-Phase Relief Sizing: The ForDocumento9 pagineSelect Best Model Two-Phase Relief Sizing: The ForjowarNessuna valutazione finora
- Volume 3-The Origins of ProtreatDocumento2 pagineVolume 3-The Origins of ProtreatIbhar Santos MumentheyNessuna valutazione finora
- Fire Heat Flux To Un-Wetted VesselDocumento0 pagineFire Heat Flux To Un-Wetted VesselImtinan MohsinNessuna valutazione finora
- Minimum DistanceDocumento2 pagineMinimum DistancehmdhojjatNessuna valutazione finora
- Process Heating Nov 2013Documento4 pagineProcess Heating Nov 2013Franklin Santiago Suclla PodestaNessuna valutazione finora
- Optimum Design of Turbo Expander Final-PaperDocumento12 pagineOptimum Design of Turbo Expander Final-PaperGerman Gader100% (2)
- 11 8231 WP Safety Analysis Environment FINALDocumento21 pagine11 8231 WP Safety Analysis Environment FINALAlberto CorticelliNessuna valutazione finora
- Defence: The Las Tlineo FDocumento5 pagineDefence: The Las Tlineo FMuhamad Nur HusenNessuna valutazione finora
- Vertical KO Drum Sizing (Ver 1.0.0) : 1.0 DescriptionDocumento21 pagineVertical KO Drum Sizing (Ver 1.0.0) : 1.0 Descriptionrameshkarthik810Nessuna valutazione finora
- Rigorous Method For Fire CaseDocumento4 pagineRigorous Method For Fire CaseFlorin Daniel AnghelNessuna valutazione finora
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocumento9 pagineCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNessuna valutazione finora
- CHE Facts - Industrial Gas Burners - July 2016Documento1 paginaCHE Facts - Industrial Gas Burners - July 2016John UrdanetaNessuna valutazione finora
- Pipesys Tutor PDFDocumento30 paginePipesys Tutor PDFElmy Zola GintingNessuna valutazione finora
- Solution Note Easy Migration From Aspen Hysys To Unisim DesignDocumento3 pagineSolution Note Easy Migration From Aspen Hysys To Unisim DesignCostas Aggelidis100% (1)
- A Review On Heat Exchanger Thermal Hydraulic Models For Cryogenic ApplicationsDocumento14 pagineA Review On Heat Exchanger Thermal Hydraulic Models For Cryogenic ApplicationsbcshendeNessuna valutazione finora
- Develop More Accurate Prediction of Flash PointsDocumento2 pagineDevelop More Accurate Prediction of Flash PointsNXVNNessuna valutazione finora
- CompressorDocumento6 pagineCompressorAbdul MalikNessuna valutazione finora
- Code of Practice forThermalOilHeaters PDFDocumento56 pagineCode of Practice forThermalOilHeaters PDFarjmandquestNessuna valutazione finora
- E07 QDocumento20 pagineE07 QSoledad Fernández SantosNessuna valutazione finora
- PSV NoiseDocumento7 paginePSV NoiseJomer J SimpsonNessuna valutazione finora
- CEP - Industrial Scale Flare TestingDocumento5 pagineCEP - Industrial Scale Flare TestingpsycopaulNessuna valutazione finora
- Dynamic SimulationDocumento22 pagineDynamic SimulationUsama IqbalNessuna valutazione finora
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingDocumento27 pagineNatural Gas Liquids Recovery Processes in Natural Gas ProcessingVictor Ali MentaNessuna valutazione finora
- Dynamic Depressuring PDFDocumento16 pagineDynamic Depressuring PDFAsimNessuna valutazione finora
- Maximization of Natural Gas Liquids Production From An Existing Gas PlantDocumento9 pagineMaximization of Natural Gas Liquids Production From An Existing Gas PlantFranco Camacho CanchariNessuna valutazione finora
- Evaporative Rates of A SpillDocumento3 pagineEvaporative Rates of A SpillkurtbkNessuna valutazione finora
- Statistics for Process Control Engineers: A Practical ApproachDa EverandStatistics for Process Control Engineers: A Practical ApproachNessuna valutazione finora
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDa EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNessuna valutazione finora
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDa EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNessuna valutazione finora
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Da EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Nessuna valutazione finora
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979Da EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNessuna valutazione finora
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Da EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNessuna valutazione finora
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDa EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNessuna valutazione finora
- Metrology and Measurement Systems: Index 330930, ISSN 0860-8229 WWW - Metrology.pg - Gda.plDocumento14 pagineMetrology and Measurement Systems: Index 330930, ISSN 0860-8229 WWW - Metrology.pg - Gda.pleduryuNessuna valutazione finora
- FMC Max Recommended Flow Rates For Swivels & PupsDocumento1 paginaFMC Max Recommended Flow Rates For Swivels & Pupspaulegi5Nessuna valutazione finora
- GS TECHNICAL DATA BOOK Rev.2 PDFDocumento189 pagineGS TECHNICAL DATA BOOK Rev.2 PDFJazmine SalomonNessuna valutazione finora
- Brake Accumulator Test and ChargeDocumento8 pagineBrake Accumulator Test and ChargeBarzola Soto Omar100% (1)
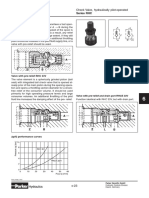
- Series RHC Characteristics: Check Valve, Hydraulically Pilot-OperatedDocumento4 pagineSeries RHC Characteristics: Check Valve, Hydraulically Pilot-OperatedLLNessuna valutazione finora
- Lab Sheet 2 PDFDocumento13 pagineLab Sheet 2 PDFmalaNessuna valutazione finora
- Daftar Kebutuhan Gas Medis IcuDocumento4 pagineDaftar Kebutuhan Gas Medis IcuGamerBro IDNessuna valutazione finora
- Crystallizer SelectionDocumento8 pagineCrystallizer SelectionKTINE08Nessuna valutazione finora
- Pipenet Transient Module and CaesariiDocumento14 paginePipenet Transient Module and CaesariiCONNOR MENSAHNessuna valutazione finora
- SNO-I-DS-003 - C2 Data Sheet For Control ValvesDocumento132 pagineSNO-I-DS-003 - C2 Data Sheet For Control Valvesono_czeNessuna valutazione finora
- Plane Strain & Plane StressDocumento3 paginePlane Strain & Plane Stressbadr amNessuna valutazione finora
- 03-Petroleum Recovery ProcessesDocumento20 pagine03-Petroleum Recovery Processesmagdy1991Nessuna valutazione finora
- Sni 4810 2013Documento36 pagineSni 4810 2013Muh RoqiNessuna valutazione finora
- DRY ICE Tube CleaningDocumento7 pagineDRY ICE Tube CleaningJay LawsonNessuna valutazione finora
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuDocumento2 pagineA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannNessuna valutazione finora
- Testing and Commissioning of Fire Fighting System Hose Reel and Sprinkler SystemDocumento3 pagineTesting and Commissioning of Fire Fighting System Hose Reel and Sprinkler SystemgaineyskNessuna valutazione finora
- MM 321 Lab 4Documento6 pagineMM 321 Lab 4Siddhant Vishal ChandNessuna valutazione finora
- Standard Specification 9-11-3 External High Temperature Insulation and WeathershieldingDocumento14 pagineStandard Specification 9-11-3 External High Temperature Insulation and WeathershieldingNavidNikdelNessuna valutazione finora
- FlammabilityDocumento10 pagineFlammabilityHamza MasalawalaNessuna valutazione finora
- Flowserve Pump Division PresentationDocumento20 pagineFlowserve Pump Division PresentationGeorge Tanasescu100% (1)
- Valvula Solenoide SV13-20Documento2 pagineValvula Solenoide SV13-20roqueNessuna valutazione finora
- Head and Cross RegulatorsDocumento14 pagineHead and Cross RegulatorsSaphal Lamichhane78% (9)
- Natural Gas ProductionDocumento32 pagineNatural Gas ProductionMalugu JohnNessuna valutazione finora
- DO0006001-A1-en - Pump GLFDocumento2 pagineDO0006001-A1-en - Pump GLFVinoth KumarNessuna valutazione finora
- Fabrication of Mini BoilerDocumento7 pagineFabrication of Mini BoilerganeshNessuna valutazione finora
- A Review On Passive Microvalves and Their Application.: Wasif AlamDocumento4 pagineA Review On Passive Microvalves and Their Application.: Wasif AlamWasif AlamNessuna valutazione finora
- كاز داينمكDocumento15 pagineكاز داينمكAsoo AsoshNessuna valutazione finora
- PF4000-30 Spec Sheet PDFDocumento6 paginePF4000-30 Spec Sheet PDFMiguel VlntìnNessuna valutazione finora
- PSV Load Calculation For HIPPS Valve Leakage RateDocumento5 paginePSV Load Calculation For HIPPS Valve Leakage RateAvishek HazraNessuna valutazione finora
- Hydraulic Training by AvinashDocumento28 pagineHydraulic Training by Avinashpumba2011Nessuna valutazione finora