Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- PDD Front PageeeDocumento1 paginaPDD Front PageeedipankarNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- UG SchemeDocumento2 pagineUG SchemedipankarNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- SOL BA Program 1st Year Economics Study Material and Syllabus in PDFDocumento64 pagineSOL BA Program 1st Year Economics Study Material and Syllabus in PDFShamim AkhtarNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Ambuj FinalDocumento10 pagineAmbuj FinaldipankarNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- CamScanner Scans PDFs from PhotosDocumento5 pagineCamScanner Scans PDFs from PhotosdipankarNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Academic Calendar 2017-18 Odd SemDocumento2 pagineAcademic Calendar 2017-18 Odd SemSumit KumarNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- .Anber Globe!Documento20 pagine.Anber Globe!Cristina GabaroiNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Precast Concrete Septic Tank 5000dsDocumento1 paginaPrecast Concrete Septic Tank 5000dsMarco Vega TaipeNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Final ProjectDocumento27 pagineFinal ProjectMohit KeshriNessuna valutazione finora
- Product Specification: Part Name: OEL Display Module Part ID: UG-2864HSWEG01 Doc No.: SAS1-9046Documento30 pagineProduct Specification: Part Name: OEL Display Module Part ID: UG-2864HSWEG01 Doc No.: SAS1-9046mariNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Dwg. No. 63170016 - ER-15Documento1 paginaDwg. No. 63170016 - ER-15GiantcanaNessuna valutazione finora
- B2B ApiDocumento350 pagineB2B ApiratnavelpNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- SDLC Phases Feasibility Analysis RequirementsDocumento4 pagineSDLC Phases Feasibility Analysis RequirementsBrandon Mitchell0% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- 8 Bit Invaders RulesDocumento4 pagine8 Bit Invaders RulesRollo MirfinoNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- D4. SBS Iran PDFDocumento10 pagineD4. SBS Iran PDFMohammed QaderNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grand Rapids Controls LPA Checksheet AuditDocumento7 pagineGrand Rapids Controls LPA Checksheet Auditalliceyew100% (3)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- II B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IDocumento7 pagineII B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IrajaraghuramvarmaNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Nmo & DmoDocumento29 pagineNmo & DmoJessica Julien100% (1)
- 3 Spaces Nov 09Documento62 pagine3 Spaces Nov 09Somy ElseNessuna valutazione finora
- Abstract, CRIMINOLOGYDocumento2 pagineAbstract, CRIMINOLOGYvishnu PNessuna valutazione finora
- VF1 Technicalspecifications 031997 EN PDFDocumento43 pagineVF1 Technicalspecifications 031997 EN PDFelectricistNessuna valutazione finora
- Ax2012 Enus Sam 04 PDFDocumento26 pagineAx2012 Enus Sam 04 PDFErnesto J DuranNessuna valutazione finora
- Sch40 80 ASTM A53Documento2 pagineSch40 80 ASTM A53Keshia Murillo PinnockNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Offline Typing Project WorkDocumento2 pagineOffline Typing Project WorkUsman al-HassamNessuna valutazione finora
- PDF Ebook Pickle Things by Marc Brown Download BookDocumento5 paginePDF Ebook Pickle Things by Marc Brown Download BookCorissNessuna valutazione finora
- Pyxis SPT HepDocumento597 paginePyxis SPT HepanithaarumallaNessuna valutazione finora
- Task #2 SIA-309 Perancangan Fondasi 2: Retaining WallsDocumento1 paginaTask #2 SIA-309 Perancangan Fondasi 2: Retaining WallsDesti Santi PratiwiNessuna valutazione finora
- FloEFD For Creo InstallDocumento18 pagineFloEFD For Creo InstallDarko MarjanovicNessuna valutazione finora
- DBX DriveRack PA 2 BrochureDocumento2 pagineDBX DriveRack PA 2 BrochureSound Technology LtdNessuna valutazione finora
- 220 KV GSS, HeerapuraDocumento56 pagine220 KV GSS, Heerapurapikeshjain33% (3)
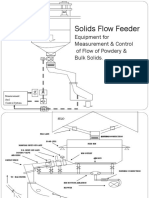
- Solids Flow Feeder Equipment for Precise Measurement & ControlDocumento7 pagineSolids Flow Feeder Equipment for Precise Measurement & ControlAbhishek DuttaNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- 2007 Output Stops RemovedDocumento45 pagine2007 Output Stops RemovedAisyah DzulqaidahNessuna valutazione finora
- MCQ - QuestionsTM P-1 PDFDocumento8 pagineMCQ - QuestionsTM P-1 PDFRislan MohammedNessuna valutazione finora
- HRIS1Documento24 pagineHRIS1UMESH VINAYAK ARVINDEKARNessuna valutazione finora
- DT Progression Pathways ks3 Textiles Y9Documento1 paginaDT Progression Pathways ks3 Textiles Y9api-240012980Nessuna valutazione finora
- Guide to Rubber Expansion JointsDocumento7 pagineGuide to Rubber Expansion JointsHu HenryNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)