Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Extreme Ownership PDFDocumento14 pagineExtreme Ownership PDFNilesh ShobhaneNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Argon Catalog-CompressedDocumento12 pagineArgon Catalog-CompressedAPEX SON100% (2)
- Ceramic Backing: Reduce Costs Using One-Sided WeldingDocumento16 pagineCeramic Backing: Reduce Costs Using One-Sided WeldingSamanthaPereraNessuna valutazione finora
- The Definitive Guide To Cryogenic EngineeringDocumento21 pagineThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNessuna valutazione finora
- Wps Follow Chart PDFDocumento2 pagineWps Follow Chart PDFmail_younes6592100% (1)
- Acid Mixtures GuideDocumento40 pagineAcid Mixtures GuideSamanthaPereraNessuna valutazione finora
- CWS Exam PackageDocumento10 pagineCWS Exam PackageSamanthaPereraNessuna valutazione finora
- The Leadership KillerDocumento6 pagineThe Leadership KillerSamanthaPereraNessuna valutazione finora
- The Execution FactorDocumento6 pagineThe Execution FactorSamanthaPereraNessuna valutazione finora
- Acethylene Solubility in AcetoneDocumento12 pagineAcethylene Solubility in AcetoneBamrung SungnoenNessuna valutazione finora
- List of Helpful Windows Alt CodesDocumento7 pagineList of Helpful Windows Alt CodesSamanthaPerera100% (1)
- General Details For WPS As Per EN PDFDocumento12 pagineGeneral Details For WPS As Per EN PDFAnilNessuna valutazione finora
- Advances in Welding and Joining TechnologiesDocumento31 pagineAdvances in Welding and Joining TechnologiesSamanthaPereraNessuna valutazione finora
- Lecture 17: Design and Static Strength of Welded JointsDocumento36 pagineLecture 17: Design and Static Strength of Welded Jointssprashant5Nessuna valutazione finora
- 30 Design of Welded JointsDocumento8 pagine30 Design of Welded JointsPRASAD326Nessuna valutazione finora
- W Frec27Documento41 pagineW Frec27e_gerlaNessuna valutazione finora
- Xa00044820 EngDocumento28 pagineXa00044820 EngDanem HalasNessuna valutazione finora
- 10 Elements of Business Killer Sales People UnderstandDocumento47 pagine10 Elements of Business Killer Sales People UnderstandJad SoaiNessuna valutazione finora
- Wheel AlignmentDocumento9 pagineWheel AlignmentSamanthaPereraNessuna valutazione finora
- LeadershipDocumento44 pagineLeadershipSamanthaPereraNessuna valutazione finora
- IntermediateAlgebra2e-WEB PDFDocumento1.395 pagineIntermediateAlgebra2e-WEB PDFAshwin Hulikunte Mattadha100% (2)
- Beyond Lean - Simulation in Practice Second EditionDocumento323 pagineBeyond Lean - Simulation in Practice Second EditionJeampierr JIMENEZ MARQUEZNessuna valutazione finora
- Calculus Volume 1Documento871 pagineCalculus Volume 1Chancy Nordick100% (6)
- Mathematics Extension 2 HSC LevelDocumento250 pagineMathematics Extension 2 HSC LevelkalstarNessuna valutazione finora
- CalculusVolume1 OPDocumento829 pagineCalculusVolume1 OPMOHAMMED IRFANUDDIN100% (1)
- Full Math in Society PDF With Optional Sections 11-20-20Documento406 pagineFull Math in Society PDF With Optional Sections 11-20-20SamanthaPereraNessuna valutazione finora
- CH4 2 Welding Joint PreparationDocumento46 pagineCH4 2 Welding Joint PreparationMatija BušićNessuna valutazione finora
- Technical Mathematics 1611787947Documento257 pagineTechnical Mathematics 1611787947om prakash patelNessuna valutazione finora
- Physical Sciences Gr12 PDFDocumento541 paginePhysical Sciences Gr12 PDFYanga MbetaneNessuna valutazione finora
- Math 105 Odd Answers 1-3-21Documento67 pagineMath 105 Odd Answers 1-3-21SamanthaPereraNessuna valutazione finora
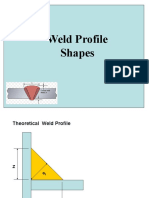
- Weld Profile ShapesDocumento10 pagineWeld Profile ShapesSamanthaPereraNessuna valutazione finora
- The Chemistry of Heterocycles Structure, Reactions, Syntheses, and ApplicationsDocumento571 pagineThe Chemistry of Heterocycles Structure, Reactions, Syntheses, and Applications17.Hồ Nguyên Khang100% (1)
- Band Theory 1Documento26 pagineBand Theory 1Achmad AriebyoNessuna valutazione finora
- Water Quality in El Malecón: Colegio Bilingue New Horizons Global Expo 2018 High SchoolDocumento11 pagineWater Quality in El Malecón: Colegio Bilingue New Horizons Global Expo 2018 High SchoolLeonard PolancoNessuna valutazione finora
- GCC Data Requirements For Human Drugs Submission Version 1.1 PDFDocumento81 pagineGCC Data Requirements For Human Drugs Submission Version 1.1 PDFBasha Yazn Anjak50% (2)
- DLL Week 1 G 9 Science 22-23 Q2Documento25 pagineDLL Week 1 G 9 Science 22-23 Q2Lady MayugaNessuna valutazione finora
- LP2 SCI-12 MICROBIO LABORATORY-fINALDocumento21 pagineLP2 SCI-12 MICROBIO LABORATORY-fINALJOHNERROL CARCELLARNessuna valutazione finora
- Qe 22 A PDFDocumento10 pagineQe 22 A PDF孙俊磊Nessuna valutazione finora
- Mech-HT 15.0 WS05 SolenoidDocumento16 pagineMech-HT 15.0 WS05 SolenoidAndres Felipe Salas VillalvaNessuna valutazione finora
- Global Desiccants and Adsorbents MarketDocumento5 pagineGlobal Desiccants and Adsorbents MarketPulkit BatraNessuna valutazione finora
- Booklet 2 Topic 1Documento61 pagineBooklet 2 Topic 1Sarah Al ObaidanNessuna valutazione finora
- District Heating NorwayDocumento8 pagineDistrict Heating Norwaymahmoud4871Nessuna valutazione finora
- Waste Water TreatmentDocumento3 pagineWaste Water TreatmentSana Saleem100% (1)
- Specifying Duplex Systems - American Galvanizers AssociationDocumento2 pagineSpecifying Duplex Systems - American Galvanizers AssociationNsidibe Michael EtimNessuna valutazione finora
- PSA Oxygen Generator: Typical ApplicationsDocumento2 paginePSA Oxygen Generator: Typical ApplicationsRaghu Vir ArjampudiNessuna valutazione finora
- AJODO Eliades2006 - Orthodontic Materials Research and Applications Part 1-Current Status and Projected Future Developments in Bonding and Adhesives.Documento7 pagineAJODO Eliades2006 - Orthodontic Materials Research and Applications Part 1-Current Status and Projected Future Developments in Bonding and Adhesives.drgeorgejose7818Nessuna valutazione finora
- Acid Cleaning For Nickel Alloys Pages From Handbook of Engineering Practice of Materials and Corrosion by Jung-Chul (Thomas) EunDocumento9 pagineAcid Cleaning For Nickel Alloys Pages From Handbook of Engineering Practice of Materials and Corrosion by Jung-Chul (Thomas) EunMohammad TaherNessuna valutazione finora
- Claycap Liquid Technical DataDocumento2 pagineClaycap Liquid Technical Datasaa6383Nessuna valutazione finora
- How To Make Black PowderDocumento7 pagineHow To Make Black Powder8mhno100% (1)
- Hysys 8.8 - ManualDocumento606 pagineHysys 8.8 - ManualCarlos Vaz88% (8)
- CO Capture by Absorption With Potassium CarbonateDocumento23 pagineCO Capture by Absorption With Potassium CarbonatekumarNessuna valutazione finora
- Ultrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasDocumento31 pagineUltrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasrudrakrNessuna valutazione finora
- Quiz 1Documento2 pagineQuiz 1Carolyn Campita100% (1)
- Fermi DistrbutionDocumento17 pagineFermi DistrbutionnazarNessuna valutazione finora
- p355n NH Nl1 Nl2 TubesDocumento4 paginep355n NH Nl1 Nl2 Tubesado31Nessuna valutazione finora
- MKS 112 GEN AZ7 SP 01 A Specification For PaintingDocumento31 pagineMKS 112 GEN AZ7 SP 01 A Specification For PaintingĐiệnBiênNhâm100% (2)
- Sugar (Sucrose) (C12h22o11)Documento12 pagineSugar (Sucrose) (C12h22o11)Karl SiaganNessuna valutazione finora
- p095 Re Struct 07 PCDocumento12 paginep095 Re Struct 07 PCmidhungbabu88Nessuna valutazione finora
- Characteristics - Requirements of Fibre Forming Polymers - Online Textile AcademyDocumento1 paginaCharacteristics - Requirements of Fibre Forming Polymers - Online Textile AcademyRAFIAHAMMEDNessuna valutazione finora
- CarbonicAnhydrases Manuscript withDOIDocumento11 pagineCarbonicAnhydrases Manuscript withDOIFadhil MiftahulNessuna valutazione finora