Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Böhler CN 13/4-Mc Hi: Classifi CationsDocumento1 paginaBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNessuna valutazione finora
- Uv 420 TTRDocumento1 paginaUv 420 TTRBranko FerenčakNessuna valutazione finora
- Böhler Fox Skwa: Classifi CationsDocumento1 paginaBöhler Fox Skwa: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler Fox Skwam: Classifi CationsDocumento1 paginaBöhler Fox Skwam: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler Cat 409 Cb-Ig: Classifi CationsDocumento1 paginaBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNessuna valutazione finora
- Uv 420 TT-LH: Classifi CationsDocumento1 paginaUv 420 TT-LH: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler KW 10-Ig: Classifi CationsDocumento1 paginaBöhler KW 10-Ig: Classifi CationsBranko FerenčakNessuna valutazione finora
- Coremax 71Documento2 pagineCoremax 71Branko FerenčakNessuna valutazione finora
- Uv 419 TT-W: Classifi CationsDocumento1 paginaUv 419 TT-W: Classifi CationsBranko FerenčakNessuna valutazione finora
- Marathon 543: Classifi CationsDocumento1 paginaMarathon 543: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler Fox CN 13/4 Supra: Classifi CationsDocumento1 paginaBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakNessuna valutazione finora
- Thermanit P24Documento1 paginaThermanit P24Branko FerenčakNessuna valutazione finora
- Böhler Fox CM 5 KB: Classifi CationsDocumento1 paginaBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler Fox CM 2 KB: Classifi CationsDocumento1 paginaBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- Thermanit P23Documento1 paginaThermanit P23Branko FerenčakNessuna valutazione finora
- AFROX Stainless Steel 98Documento1 paginaAFROX Stainless Steel 98Branko FerenčakNessuna valutazione finora
- Böhler Fox Dcms KB: Classifi CationsDocumento1 paginaBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDocumento2 pagineMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- Alloy 318Documento2 pagineAlloy 318Branko FerenčakNessuna valutazione finora
- Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDDocumento3 pagineCored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDBranko FerenčakNessuna valutazione finora
- Afrox MIG/TIG 904L: Welding Consumables Stainless SteelDocumento5 pagineAfrox MIG/TIG 904L: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- Alloy 316Documento10 pagineAlloy 316Branko FerenčakNessuna valutazione finora
- E16 8 2Documento4 pagineE16 8 2Branko FerenčakNessuna valutazione finora
- Afrox Subarc 347: Back To Section 12Documento2 pagineAfrox Subarc 347: Back To Section 12Branko FerenčakNessuna valutazione finora
- Alloy 309lDocumento2 pagineAlloy 309lBranko FerenčakNessuna valutazione finora
- KV 2Documento3 pagineKV 2Branko FerenčakNessuna valutazione finora
- Alloy 308Documento4 pagineAlloy 308Branko FerenčakNessuna valutazione finora
- Afrox Subarc 904L: Welding Consumables Stainless SteelDocumento4 pagineAfrox Subarc 904L: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- CarbofilDocumento3 pagineCarbofilBranko FerenčakNessuna valutazione finora
- Alloy 309Documento3 pagineAlloy 309Branko FerenčakNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Analisis Faktor Eksploitasi Hutan Di Iuphhk-Ha PT Bina Multi Alam LestariDocumento8 pagineAnalisis Faktor Eksploitasi Hutan Di Iuphhk-Ha PT Bina Multi Alam LestariNadyaNessuna valutazione finora
- Details For 0872Documento16 pagineDetails For 0872jacksonNessuna valutazione finora
- Production ProcessDocumento4 pagineProduction ProcessLeo MilosevNessuna valutazione finora
- Analisa Produktifitas Pemasangan Scaffolding Untuk Tempat BekerjaDocumento4 pagineAnalisa Produktifitas Pemasangan Scaffolding Untuk Tempat Bekerjarea reoNessuna valutazione finora
- Varieties and Applications 1: 1.general Steel Materials 3.aluminum Alloy MaterialsDocumento1 paginaVarieties and Applications 1: 1.general Steel Materials 3.aluminum Alloy MaterialsHari KiranNessuna valutazione finora
- Milling Machine PresentationDocumento30 pagineMilling Machine PresentationYash Jain100% (1)
- HRM Assignment 1Documento14 pagineHRM Assignment 1Yaa YummyNessuna valutazione finora
- Photograph Booklet OF European Scale of Rusting FOR Anti-Corrosive PaintsDocumento12 paginePhotograph Booklet OF European Scale of Rusting FOR Anti-Corrosive PaintsElmey Bin JulkeplyNessuna valutazione finora
- Unit - V Polymer Processing Blow Moulding: Shankamitra T P 2016110039 B.E.Material Science EngineeringDocumento18 pagineUnit - V Polymer Processing Blow Moulding: Shankamitra T P 2016110039 B.E.Material Science EngineeringRony ShielaNessuna valutazione finora
- Process Validation RecordDocumento11 pagineProcess Validation RecordRodrigo KawamuraNessuna valutazione finora
- ASTM A1008/A1008M - (2018) : Stándard Specification For Steel Sheet: COLD ROLLEDDocumento1 paginaASTM A1008/A1008M - (2018) : Stándard Specification For Steel Sheet: COLD ROLLEDSilverio AcuñaNessuna valutazione finora
- ME6302 MFT FullDocumento227 pagineME6302 MFT FullmonaNessuna valutazione finora
- FCH Mse604a Jan 2018 PDFDocumento2 pagineFCH Mse604a Jan 2018 PDFAdarsh BarnwalNessuna valutazione finora
- MillingDocumento20 pagineMillingJoaNessuna valutazione finora
- Weld RepairsDocumento40 pagineWeld Repairsவிஷ்ணு ராஜசெல்வன்Nessuna valutazione finora
- High Effi Ciency Drilling in Various Types of Machining: SeriesDocumento16 pagineHigh Effi Ciency Drilling in Various Types of Machining: SeriesnofearnemNessuna valutazione finora
- Lecture-10-Clous and Merox ProcessesDocumento43 pagineLecture-10-Clous and Merox ProcessesAnilKumar100% (2)
- Manufacturing Process 1 Question BankDocumento7 pagineManufacturing Process 1 Question BankPranav Pandey67% (3)
- Milling Tools and Inserts 2004 PDFDocumento122 pagineMilling Tools and Inserts 2004 PDFPalade LucianNessuna valutazione finora
- Technology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsDocumento44 pagineTechnology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsAnibal DazaNessuna valutazione finora
- Manufacturing-Defects-In-Corrugated-Board-Boxes-Their-Causes-And-Remedies 2Documento22 pagineManufacturing-Defects-In-Corrugated-Board-Boxes-Their-Causes-And-Remedies 2Orvin ManlapidNessuna valutazione finora
- Grit Comparison 07-23-09Documento3 pagineGrit Comparison 07-23-09lamebmxNessuna valutazione finora
- Virtual Reality For Fire Safety Training Influence of Immersion andDocumento13 pagineVirtual Reality For Fire Safety Training Influence of Immersion anddianagueNessuna valutazione finora
- Types of Cutting ToolsDocumento11 pagineTypes of Cutting ToolsRhea Martin DisuNessuna valutazione finora
- Paints and CoatingsDocumento22 paginePaints and CoatingsFatima LiaquatNessuna valutazione finora
- EN26Documento3 pagineEN26Moldoveanu TeodorNessuna valutazione finora
- Resistance Welding WpsDocumento1 paginaResistance Welding WpsQwertyNessuna valutazione finora
- PADI Enriched Air Diver Knowledge ReviewDocumento2 paginePADI Enriched Air Diver Knowledge ReviewTracey0% (3)
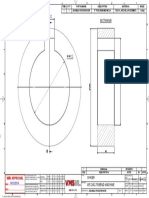
- Jig WS24 75 070 SpacerDocumento1 paginaJig WS24 75 070 SpacerLuong LeNessuna valutazione finora
- Welding PositionDocumento30 pagineWelding PositionTuah Negeri100% (1)