Potrebbero piacerti anche
- Impresoras 3DDocumento11 pagineImpresoras 3Drodrigo oliveraNessuna valutazione finora
- Manual Mantenimiento y Reparacion de PCDocumento5 pagineManual Mantenimiento y Reparacion de PCOdlene MoralesNessuna valutazione finora
- AIDA Tonelaje en Reversa PDFDocumento8 pagineAIDA Tonelaje en Reversa PDFJavier CarreónNessuna valutazione finora
- Ajustes y Tolerancias ANSIDocumento34 pagineAjustes y Tolerancias ANSISergio Buenaventura BaezNessuna valutazione finora
- Configuracion Panelview Plus700Documento52 pagineConfiguracion Panelview Plus700alexis pedroza100% (4)
- Amplificador de Audio de 2 Watts Con TDA2822MDocumento3 pagineAmplificador de Audio de 2 Watts Con TDA2822MJuan AndreNessuna valutazione finora
- STC 1000Documento4 pagineSTC 1000Electronica PeñaNessuna valutazione finora
- Proceso de Manufactura (Produccion Moderada)Documento10 pagineProceso de Manufactura (Produccion Moderada)Marco perezNessuna valutazione finora
- Tutorial Módulo Controlador de Servos PCA9685 Con ArduinoDocumento21 pagineTutorial Módulo Controlador de Servos PCA9685 Con ArduinoAndres Rosano TabarezNessuna valutazione finora
- Comandos at Sim808 - EditronikxDocumento7 pagineComandos at Sim808 - EditronikxFranco DoorsianoNessuna valutazione finora
- Calculo Del Disco Primitivo de EmbuticionDocumento2 pagineCalculo Del Disco Primitivo de EmbuticionJose Carlos YvNessuna valutazione finora
- Ejemplo TDH NPSHDocumento18 pagineEjemplo TDH NPSHToapanta NestorNessuna valutazione finora
- Egx-20 Manual EspañolDocumento48 pagineEgx-20 Manual Españolrdlf1234Nessuna valutazione finora
- SEMANA 1, SEMANA 2 Y SEMANA 3 ING. METODOS Unidad 1 J 2 Productividad - Ingeniería MetodosDocumento78 pagineSEMANA 1, SEMANA 2 Y SEMANA 3 ING. METODOS Unidad 1 J 2 Productividad - Ingeniería MetodosHERCILIA EUNICE CABRERA DIVAS0% (1)
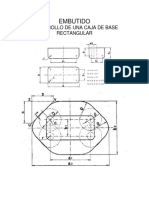
- Embutido Caja RectangularDocumento5 pagineEmbutido Caja RectangularJuank AlmeidaNessuna valutazione finora
- MuPAD EDODocumento8 pagineMuPAD EDOCuUrtizz BetanzOoz IzZhaNessuna valutazione finora
- Oee y Su Relación Con El TPMDocumento4 pagineOee y Su Relación Con El TPMLalo Eduardo ValdezNessuna valutazione finora
- F - Trabajo de Metales Con MatricesDocumento13 pagineF - Trabajo de Metales Con Matricesteo eduardo100% (1)
- Cizallado PDFDocumento10 pagineCizallado PDFleogrignafini100% (1)
- Màquina Inyectora Van DornDocumento1 paginaMàquina Inyectora Van Dornsoufi1Nessuna valutazione finora
- Troqueleria y MatriceriaDocumento20 pagineTroqueleria y MatriceriaElbin Antonio EspinalNessuna valutazione finora
- B17 Flecha Dos PDFDocumento4 pagineB17 Flecha Dos PDFKevin RamirezNessuna valutazione finora
- Tutorial Diagrama Hombre-MáquinaDocumento11 pagineTutorial Diagrama Hombre-MáquinaJosue_Molina1Nessuna valutazione finora
- Manufactura PracticaDocumento6 pagineManufactura PracticaAxel RocaNessuna valutazione finora
- Informe N°3 - RugosidadDocumento14 pagineInforme N°3 - RugosidadJoaquin MathiasNessuna valutazione finora
- Mill Solidworks Manual TraducciónDocumento16 pagineMill Solidworks Manual TraducciónAlfredo ParamoNessuna valutazione finora
- Proceso de Embutido de Chapas MetálicasDocumento6 pagineProceso de Embutido de Chapas MetálicasbfalcaldeNessuna valutazione finora
- 1.3 Control Numérico y Su Aplicación en Los Procesos de ManufacturaDocumento10 pagine1.3 Control Numérico y Su Aplicación en Los Procesos de ManufacturaDiana MedinaNessuna valutazione finora
- Datos de Sensores Lab VoltDocumento2 pagineDatos de Sensores Lab VoltAlejandro De Jesus Lezama100% (1)
- BFB 3dtouch EspDocumento2 pagineBFB 3dtouch EspPipi SaintNessuna valutazione finora
- Manual Elevador HidraulicoDocumento70 pagineManual Elevador HidraulicoEduardo VidalNessuna valutazione finora
- Informe de Laboratorio CNCDocumento5 pagineInforme de Laboratorio CNCJhon JairoNessuna valutazione finora
- Metodos NumericosDocumento5 pagineMetodos NumericosDiana Sanchez100% (1)
- El Picaxe 1Documento38 pagineEl Picaxe 1José Toledo AngelesNessuna valutazione finora
- Convocatoria para Concurso de Robótica Seguidor de Linea UTHHDocumento3 pagineConvocatoria para Concurso de Robótica Seguidor de Linea UTHHEmigdio Velasco PalaciosNessuna valutazione finora
- Manual de Wifi Slax 3Documento29 pagineManual de Wifi Slax 3halcon3777Nessuna valutazione finora
- Práctica 3. Tratamientos Térmicos de Los AcerosDocumento3 paginePráctica 3. Tratamientos Térmicos de Los AcerosYojan Alejandro QuintalNessuna valutazione finora
- Moldeo Por TransferenciaDocumento18 pagineMoldeo Por Transferenciabetty victoria mamani floresNessuna valutazione finora
- Sensor Capacitivo FestoDocumento2 pagineSensor Capacitivo FestoPedro Luis Olivares Sierra100% (1)
- Catalogo C70 Card Machine Brochure 2810-v1 Es OriginalDocumento32 pagineCatalogo C70 Card Machine Brochure 2810-v1 Es OriginalYeimi Lorena Velasquez Sosa0% (1)
- Emco Concept Mill 55 SpanishDocumento56 pagineEmco Concept Mill 55 Spanishztx100% (1)
- Análisis de Esfuerzos en SolidworksDocumento7 pagineAnálisis de Esfuerzos en SolidworksUriel TéllezNessuna valutazione finora
- Tarea 1Documento13 pagineTarea 1Juan Diego Castro ArevaloNessuna valutazione finora
- Inventor Guia de Simulacion DinamicaDocumento86 pagineInventor Guia de Simulacion DinamicaxpradoNessuna valutazione finora
- Reporte de Práctica - Fresado - .Documento15 pagineReporte de Práctica - Fresado - .JANET ADAMARIS GONZALEZ PECH100% (1)
- Cautin ElectricoDocumento3 pagineCautin ElectricoMagdalena Gomez RamosNessuna valutazione finora
- Manual Punzonado LantekDocumento60 pagineManual Punzonado LantekLuid HernandeNessuna valutazione finora
- Valvulas DireccionalesDocumento4 pagineValvulas DireccionalesJakers 4247Nessuna valutazione finora
- Primer LaboratorioDocumento6 paginePrimer LaboratorioMelissa Farfan Vargas0% (1)
- Parcial 01 - Grupo 06Documento10 pagineParcial 01 - Grupo 06KENIA MARINNessuna valutazione finora
- ChavetasDocumento3 pagineChavetasJoelNessuna valutazione finora
- SOLIDWORKS A Código GDocumento6 pagineSOLIDWORKS A Código GnajeraNessuna valutazione finora
- Las Aspas de VentiladorDocumento3 pagineLas Aspas de VentiladorPedro Pablo ZavalaNessuna valutazione finora
- Practica de MaquinadoDocumento12 paginePractica de MaquinadoLuis MartinezNessuna valutazione finora
- Solid Works Premium 2012-Multilenguaje-Tutorial de Instlacion - Taringa!Documento12 pagineSolid Works Premium 2012-Multilenguaje-Tutorial de Instlacion - Taringa!Gerson Cordoba BarcoNessuna valutazione finora
- Resumen RedesDocumento206 pagineResumen RedesmonNessuna valutazione finora
- Investigacion OperativaDocumento2 pagineInvestigacion OperativaAlonsso MiguelNessuna valutazione finora
- Guia Simplify 3DDocumento19 pagineGuia Simplify 3DJAVIER Aza AlvarezNessuna valutazione finora
- Guia Impresora 3DDocumento30 pagineGuia Impresora 3DMarcoPozoNessuna valutazione finora
- MAKER PARTS - Manual Slic3r MakerPartsDocumento19 pagineMAKER PARTS - Manual Slic3r MakerPartsmacefraNessuna valutazione finora
- Descarga Preguntas FrecuentesDocumento17 pagineDescarga Preguntas FrecuentesAnonymous a0CP808KIMNessuna valutazione finora
- TDR - Tintas para Impresora Epson L475 Ivp - 2020Documento5 pagineTDR - Tintas para Impresora Epson L475 Ivp - 2020eddy suni100% (1)
- CatalogoDocumento12 pagineCatalogogloria casillabNessuna valutazione finora
- Cómo Configurar Los Pasos Del Extrusor PDFDocumento3 pagineCómo Configurar Los Pasos Del Extrusor PDFAlfredo VarelaNessuna valutazione finora
- Folleto VersaLink B400 y B405 PDFDocumento4 pagineFolleto VersaLink B400 y B405 PDFsistemas bomberos0% (1)
- Recuerdo Baby ShowerDocumento2 pagineRecuerdo Baby Showerhaydana123Nessuna valutazione finora
- Matriz de PuntoDocumento37 pagineMatriz de PuntoJavier DickinsonNessuna valutazione finora
- Manual de Usuario EtilaserDocumento42 pagineManual de Usuario EtilaserEdison RodriguezNessuna valutazione finora
- Guia Buenas Prácticas Ambientales Eventos DeportivosDocumento20 pagineGuia Buenas Prácticas Ambientales Eventos DeportivosLeticiaNessuna valutazione finora
- 01 Huella de Carbono Grupo 01Documento39 pagine01 Huella de Carbono Grupo 01ricardoNessuna valutazione finora
- Qué Es Big DataDocumento4 pagineQué Es Big DataJaninaQuezadaLNessuna valutazione finora
- La FotocopiadoraDocumento4 pagineLa FotocopiadoraNatalia MoriNessuna valutazione finora
- 2 MT-PER-MA-01 Matriz ICAAS - CorporativoDocumento1 pagina2 MT-PER-MA-01 Matriz ICAAS - CorporativoYesica SanchezNessuna valutazione finora
- TF - Impresion 3D Impacto en La Industria Automotriz IEEE - Erick Durazo 21441-With-Cover-Page-V2Documento16 pagineTF - Impresion 3D Impacto en La Industria Automotriz IEEE - Erick Durazo 21441-With-Cover-Page-V2valeria chavezNessuna valutazione finora
- Manual Del Usuario de Google Cloud PrintDocumento18 pagineManual Del Usuario de Google Cloud PrintCésar Hernández PaizNessuna valutazione finora
- Gama Magelis Gráfico XBT-F / TXBT-F: Guía de Utilización EneroDocumento325 pagineGama Magelis Gráfico XBT-F / TXBT-F: Guía de Utilización EneroJorge Cotzomi100% (1)
- ManUAL TeleCab Ed7Documento52 pagineManUAL TeleCab Ed7ErRobert ChNessuna valutazione finora
- Compra Online Los Mejores Productos Al Mejor Precio - Linio PerúDocumento7 pagineCompra Online Los Mejores Productos Al Mejor Precio - Linio PerúDocentes innovadoresNessuna valutazione finora
- Plan de Negocio PapeleriaDocumento4 paginePlan de Negocio PapeleriaMatilde Alvarez0% (1)
- Impresoras Y Diseño 3D Con Sketchup: ÍndiceDocumento7 pagineImpresoras Y Diseño 3D Con Sketchup: ÍndicejuanNessuna valutazione finora
- Informe Jorge MantenimientoDocumento18 pagineInforme Jorge MantenimientoChávez D. LarreinagaNessuna valutazione finora
- Index PMV Print&page Content&id SO4808&searchid 1271863692361&productcode LEXMARK X658DE&segment SUPPORTproductCode &locale Es&actp Search&viewlocale Es ES&userlocale ES ESDocumento2 pagineIndex PMV Print&page Content&id SO4808&searchid 1271863692361&productcode LEXMARK X658DE&segment SUPPORTproductCode &locale Es&actp Search&viewlocale Es ES&userlocale ES ESRAUL CONDORI CAPANINessuna valutazione finora
- Manual de funciones-KUEHNE+NAGELDocumento13 pagineManual de funciones-KUEHNE+NAGELAlberto BayonaNessuna valutazione finora
- Catalogo Productos AnckermannDocumento26 pagineCatalogo Productos AnckermannSandryPaizdeConozNessuna valutazione finora
- Menú FileDocumento4 pagineMenú FileJuan Carlos Alarcon AvendañoNessuna valutazione finora
- KM Bizhub 4050 DS ES PDFDocumento4 pagineKM Bizhub 4050 DS ES PDFtrumukyNessuna valutazione finora
- CPD 56089Documento4 pagineCPD 56089Ecoin HBNessuna valutazione finora
- Curso Excel Avanzado PDFDocumento86 pagineCurso Excel Avanzado PDFJose Abelardo Obregon BarriosNessuna valutazione finora
- La Obsolescencia ProgramadaDocumento4 pagineLa Obsolescencia ProgramadaAngela Farto CrespoNessuna valutazione finora
- Guia ImpresorasDocumento4 pagineGuia ImpresorasMiguel AngelNessuna valutazione finora