Potrebbero piacerti anche
- Cleancut CCB PDFDocumento2 pagineCleancut CCB PDFbruce lian100% (1)
- Pillard - Packlight Buk 117 CDocumento2 paginePillard - Packlight Buk 117 CAlfonso Blanco100% (1)
- Well Stimulation VesselsDocumento2 pagineWell Stimulation VesselsOscar RamirezNessuna valutazione finora
- Presentation CVM Zwick PDFDocumento19 paginePresentation CVM Zwick PDFteacgNessuna valutazione finora
- Super Green BurnerDocumento2 pagineSuper Green BurnerShima Rahmanian100% (1)
- 4216 Mud Balance ManualDocumento2 pagine4216 Mud Balance ManualAli AliievNessuna valutazione finora
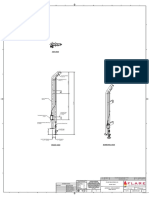
- General Arrangement For Mod 245 Pilot, SS316 PDFDocumento1 paginaGeneral Arrangement For Mod 245 Pilot, SS316 PDFJabel Oil Services Technical DPTNessuna valutazione finora
- Ees ExampleDocumento12 pagineEes ExamplesbjNessuna valutazione finora
- H07127 Three Phase Horz Test Separator HLBDocumento2 pagineH07127 Three Phase Horz Test Separator HLBsyazwanNessuna valutazione finora
- Rasci ChartDocumento6 pagineRasci Charteng7mohamed7hashimNessuna valutazione finora
- Lufkin Well Manager 2.0 Motor Control Panel User Manual (Rev B)Documento26 pagineLufkin Well Manager 2.0 Motor Control Panel User Manual (Rev B)CloudhawkNessuna valutazione finora
- Mahad3 - WaterLess Fracturing TechnologyDocumento48 pagineMahad3 - WaterLess Fracturing Technologycj100% (1)
- Oil Field ManagerDocumento3 pagineOil Field ManagerWalter Eloy Ramirez CarranzaNessuna valutazione finora
- Model 245 Fuel Efficient PilotDocumento2 pagineModel 245 Fuel Efficient PilotRommy RomanzaNessuna valutazione finora
- Casing While Drilling PPT (2) - 1Documento33 pagineCasing While Drilling PPT (2) - 1Sangam ShiralNessuna valutazione finora
- Sps Mk2 Bhs ManualDocumento78 pagineSps Mk2 Bhs ManualKerryjames Campbell StenhouseNessuna valutazione finora
- Den Con CatalogDocumento36 pagineDen Con Catalogbaskaran vNessuna valutazione finora
- Texas Oil Tools: Packer Inserts & EnergizersDocumento12 pagineTexas Oil Tools: Packer Inserts & Energizersshahrol effendy rodziNessuna valutazione finora
- Meter Linearity Turbine Meter PerspectiveDocumento3 pagineMeter Linearity Turbine Meter PerspectiveraminNessuna valutazione finora
- LPR-N Tester Valve Funcionamiento 1Documento33 pagineLPR-N Tester Valve Funcionamiento 1Александр КинтероNessuna valutazione finora
- Kunkletabla Seleccion PSVDocumento12 pagineKunkletabla Seleccion PSVedwinmenaNessuna valutazione finora
- H010920 MPFM PDFDocumento2 pagineH010920 MPFM PDFFriday IjokgwungNessuna valutazione finora
- Drain Valve - Bussines CatalogDocumento2 pagineDrain Valve - Bussines CatalogAnne SophiaNessuna valutazione finora
- Pilpeline Design CriteriaDocumento11 paginePilpeline Design Criteriaamini_mohiNessuna valutazione finora
- Surface Well Testing Reporting Format and Standard GD-GL-HAL-SWT-601Documento10 pagineSurface Well Testing Reporting Format and Standard GD-GL-HAL-SWT-601Said100% (1)
- Gas Jet Pump Paper Oct03 Ipa03 e 059Documento11 pagineGas Jet Pump Paper Oct03 Ipa03 e 059kglorstadNessuna valutazione finora
- Artificial Lift (Part 2)Documento49 pagineArtificial Lift (Part 2)chegg accountNessuna valutazione finora
- Burn BodyDocumento32 pagineBurn BodyMahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Section 34 - Sight GlassDocumento27 pagineSection 34 - Sight GlasshammamiNessuna valutazione finora
- UBM 85 FT BoomDocumento2 pagineUBM 85 FT Boomwahid_100Nessuna valutazione finora
- Lab 5 Reservoir Fluid StudiesDocumento10 pagineLab 5 Reservoir Fluid StudiesIrwan JanuarNessuna valutazione finora
- Wellsite Pressure TestDocumento5 pagineWellsite Pressure TestBambang PermanaNessuna valutazione finora
- Heavy Oil: Presented By: Ali SaminDocumento25 pagineHeavy Oil: Presented By: Ali SaminAli SaminNessuna valutazione finora
- CF Diverter Product Line: Diverter Solutions For Jackups and FloatersDocumento4 pagineCF Diverter Product Line: Diverter Solutions For Jackups and FloatersiswantmachooNessuna valutazione finora
- Super Safety ValveDocumento1 paginaSuper Safety ValvePaul Ticona SNessuna valutazione finora
- Spontaneous Potential (SP) LogDocumento14 pagineSpontaneous Potential (SP) LogMuhammad NursalamNessuna valutazione finora
- C 17.a Well ServicingDocumento6 pagineC 17.a Well ServicingTadjer AmineNessuna valutazione finora
- Bourdon's Tube Pressure GaugeDocumento32 pagineBourdon's Tube Pressure GaugeRajanikantJadhav100% (1)
- 011 Pressure Operations GuidelinesDocumento17 pagine011 Pressure Operations GuidelinesfarajNessuna valutazione finora
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsDa EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNessuna valutazione finora
- 01 - ValvesDocumento25 pagine01 - ValvesMahmoud Ahmed Ali Abdelrazik100% (1)
- Tubing String Testing (TST) Valve: Provides Tubing Testing Capability With Automatic Fill of The WorkstringDocumento2 pagineTubing String Testing (TST) Valve: Provides Tubing Testing Capability With Automatic Fill of The Workstringadi nugroho100% (1)
- Mud/Gas Separator Sizing and Evaluation: Aipu Solids ControlDocumento24 pagineMud/Gas Separator Sizing and Evaluation: Aipu Solids ControlNicoFocheNessuna valutazione finora
- Controllers & PositionersDocumento57 pagineControllers & PositionersAshwin SevariaNessuna valutazione finora
- MPD Dhs 1400 RCDDocumento2 pagineMPD Dhs 1400 RCDali_yy2003Nessuna valutazione finora
- Fracturing StimulationDocumento9 pagineFracturing StimulationVlassis SarantinosNessuna valutazione finora
- Orifice Meter & Barton RecorderDocumento46 pagineOrifice Meter & Barton RecorderNoor AliNessuna valutazione finora
- N2 Triplex Pump - 1Documento6 pagineN2 Triplex Pump - 1Ibrahim AhmedNessuna valutazione finora
- 6 Pneumatic Drill FluidsDocumento15 pagine6 Pneumatic Drill FluidsDondy ZobitanaNessuna valutazione finora
- Camesa TechBulletin-022Documento1 paginaCamesa TechBulletin-022FauzanNessuna valutazione finora
- Alam-Al-Hoda Et Al-Coatings of Pipes and FittingsDocumento12 pagineAlam-Al-Hoda Et Al-Coatings of Pipes and FittingsamoghimiNessuna valutazione finora
- Shell MESC Number 774133.010.1 (NEAREST)Documento2 pagineShell MESC Number 774133.010.1 (NEAREST)Ehsan Ur Rehman100% (1)
- 1 Stack Component Codes: Halda Etroleum OmpanyDocumento7 pagine1 Stack Component Codes: Halda Etroleum Ompanyislam atifNessuna valutazione finora
- Sprint CTU ContigencyPlanDocumento32 pagineSprint CTU ContigencyPlanJawad Khan100% (1)
- CamesaEMC Catalog 12-2013 7Documento1 paginaCamesaEMC Catalog 12-2013 7Gerardo LizardoNessuna valutazione finora
- Product Data Sheet MPFM 2600 M Roxar en Us 170810 PDFDocumento10 pagineProduct Data Sheet MPFM 2600 M Roxar en Us 170810 PDFglopessNessuna valutazione finora
- H00707Documento2 pagineH00707AQUILES CARRERANessuna valutazione finora
- Senior Pump Operator: Passbooks Study GuideDa EverandSenior Pump Operator: Passbooks Study GuideNessuna valutazione finora
- Probability in Petroleum and Environmental EngineeringDa EverandProbability in Petroleum and Environmental EngineeringNessuna valutazione finora
- Drillsim PDFDocumento4 pagineDrillsim PDFMahmoud Ahmed Ali Abdelrazik0% (1)
- Ades - Admarine III - We019 Issued 26-03-2018 at 0401 LTDocumento3 pagineAdes - Admarine III - We019 Issued 26-03-2018 at 0401 LTMahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Hassan Abdel-Aziz Galal Abdel-Aal: ContactDocumento2 pagineHassan Abdel-Aziz Galal Abdel-Aal: ContactMahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- 6 - Stability Sign ConventionsDocumento2 pagine6 - Stability Sign ConventionsMahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Daily HSE Summary Report 25-03-2018Documento1 paginaDaily HSE Summary Report 25-03-2018Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Ades - Admarine III - We019 Issued 27-03-2018 at 0401 LTDocumento3 pagineAdes - Admarine III - We019 Issued 27-03-2018 at 0401 LTMahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Avg Downhole Losses: 4 BBLS/HR.: G.P.C Daily Drilling Report Att. Eastern Desert Rig Heading: 206°Documento1 paginaAvg Downhole Losses: 4 BBLS/HR.: G.P.C Daily Drilling Report Att. Eastern Desert Rig Heading: 206°Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Workover Operations (Ok)Documento6 pagineWorkover Operations (Ok)Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Daily HSE Summary Report 26-03-2018Documento1 paginaDaily HSE Summary Report 26-03-2018Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Daily HSE Summary Report 27-03-2018Documento1 paginaDaily HSE Summary Report 27-03-2018Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Daily HSE Summary Report 28-03-2018Documento1 paginaDaily HSE Summary Report 28-03-2018Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Daily HSE Summary Report 28-03-2018Documento1 paginaDaily HSE Summary Report 28-03-2018Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Trip Sheet: Following Data Is AvailableDocumento2 pagineTrip Sheet: Following Data Is AvailableMahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- BHA #2 Length in FT Cum Length in FTDocumento1 paginaBHA #2 Length in FT Cum Length in FTMahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Rig Equipment (Ok)Documento25 pagineRig Equipment (Ok)Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Cementing Sept 15 (Ok)Documento2 pagineCementing Sept 15 (Ok)Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- HSE Sept 15Documento2 pagineHSE Sept 15Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- Casing Design Sept 15 (Ok)Documento5 pagineCasing Design Sept 15 (Ok)Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- TS12 - Standard EPE Wells - Well Abandonment - Mar 2009Documento18 pagineTS12 - Standard EPE Wells - Well Abandonment - Mar 2009Mahmoud Ahmed Ali Abdelrazik100% (1)
- SR.11.10961 - Sour Well Design GuideDocumento52 pagineSR.11.10961 - Sour Well Design GuideMahmoud Ahmed Ali Abdelrazik100% (1)
- Incident Classification and ReportingDocumento56 pagineIncident Classification and ReportingMahmoud Ahmed Ali Abdelrazik100% (2)
- Piping Hanger Presentation1Documento85 paginePiping Hanger Presentation1Parveen Nakwal100% (1)
- Aluminium Adv and Disadv in ShipbuildingDocumento8 pagineAluminium Adv and Disadv in ShipbuildingAnkit MauryaNessuna valutazione finora
- Design of Subsea Pipelines - Part 1, Volume 2 PDFDocumento283 pagineDesign of Subsea Pipelines - Part 1, Volume 2 PDFDaniel Rodriguez100% (2)
- Corrosion Handbook - Hilti (2021)Documento42 pagineCorrosion Handbook - Hilti (2021)brettNessuna valutazione finora
- Saej 10 V 003Documento4 pagineSaej 10 V 003neojfbNessuna valutazione finora
- 34u Exam B C Answers OnlyDocumento64 pagine34u Exam B C Answers OnlyShamim Mehboob ShamimNessuna valutazione finora
- Heat Transfer System - Hot OilDocumento12 pagineHeat Transfer System - Hot OilTùng AnhNessuna valutazione finora
- Tugas 3 Material SelectionDocumento13 pagineTugas 3 Material SelectionSLAMET RIYADINessuna valutazione finora
- Failure Analysis For GearsDocumento12 pagineFailure Analysis For GearsDavid Torres Rodriguez100% (1)
- MTV Nicabor - eDocumento2 pagineMTV Nicabor - ejhhvgNessuna valutazione finora
- Astm G46Documento7 pagineAstm G46秦川Nessuna valutazione finora
- Dire Dawa Intitute of Technology: Department of Mechanical EngineeringDocumento40 pagineDire Dawa Intitute of Technology: Department of Mechanical EngineeringaberNessuna valutazione finora
- Safe Access To VesselDocumento27 pagineSafe Access To Vesselsukhjit78Nessuna valutazione finora
- (Doi 10.4043/7730-MS) Lane, M. McNamara, J.F. Gibson, R. Tyrer, A.Documento10 pagine(Doi 10.4043/7730-MS) Lane, M. McNamara, J.F. Gibson, R. Tyrer, A.thlim19078656Nessuna valutazione finora
- Fiber Paper No LowDocumento60 pagineFiber Paper No Low120984Nessuna valutazione finora
- RCPTDocumento7 pagineRCPTosama anterNessuna valutazione finora
- Arcelormittal Dofasco Scrap Specifications and Requirements: Revision Date: January 2017Documento37 pagineArcelormittal Dofasco Scrap Specifications and Requirements: Revision Date: January 2017Tanveer us zamanNessuna valutazione finora
- Migratory Type Corrosion Inhibitor For Preventing Corrosion in Reinforced ConcreteDocumento86 pagineMigratory Type Corrosion Inhibitor For Preventing Corrosion in Reinforced ConcreteRAM-CIVIL PSG CTNessuna valutazione finora
- Metal As Building MaterialDocumento11 pagineMetal As Building MaterialJM BildNessuna valutazione finora
- Protecting Against Solenoid Coil FailuresDocumento7 pagineProtecting Against Solenoid Coil FailuresPuri AyuNessuna valutazione finora
- BWB - PRIME Approval List: AIRBUS INDUSTRIES: WWW - Flugzeuggalvanik.deDocumento8 pagineBWB - PRIME Approval List: AIRBUS INDUSTRIES: WWW - Flugzeuggalvanik.deVIJAY YADAVNessuna valutazione finora
- Ingersollrand Winches Gruas Alta CapacidadDocumento91 pagineIngersollrand Winches Gruas Alta CapacidadMemo Bucio100% (1)
- Coatings Audit Handbook Nov 2011Documento19 pagineCoatings Audit Handbook Nov 2011Neil PiersonNessuna valutazione finora
- Earthing Chemical Analysis and ItseffectsDocumento18 pagineEarthing Chemical Analysis and ItseffectsDeepak GuptaNessuna valutazione finora
- Ipc2022-87288 - Don't Crack Up - Composite Repair of SSWCDocumento5 pagineIpc2022-87288 - Don't Crack Up - Composite Repair of SSWCOswaldo MontenegroNessuna valutazione finora
- Plane Bearings: Material Indicator Shape or SeriesDocumento4 paginePlane Bearings: Material Indicator Shape or SeriesJuan LoaizaNessuna valutazione finora
- FM Global Property Loss Prevention Data Sheets: Fire Protection System Inspection, Testing and MaintenanceDocumento67 pagineFM Global Property Loss Prevention Data Sheets: Fire Protection System Inspection, Testing and MaintenanceCarlos_MKTRNessuna valutazione finora
- The ReclaimerDocumento9 pagineThe Reclaimerzaidy123Nessuna valutazione finora
- Waterside Scaling Deposition and Corrosion in Steam Generators PDFDocumento19 pagineWaterside Scaling Deposition and Corrosion in Steam Generators PDFking1qNessuna valutazione finora
- Catalogo CS-PH-6 PH-4 (Hydril)Documento4 pagineCatalogo CS-PH-6 PH-4 (Hydril)Ronal Borrero100% (4)