Potrebbero piacerti anche
- 2017 020 SHX002 570 DWG 1112 - BDocumento1 pagina2017 020 SHX002 570 DWG 1112 - BharryNessuna valutazione finora
- 2-L2 2-L2 2-L2 2-L2 2-L2 2-L2: LeyendaDocumento1 pagina2-L2 2-L2 2-L2 2-L2 2-L2 2-L2: LeyendaharryNessuna valutazione finora
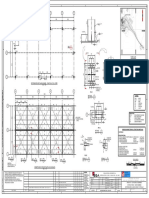
- Leyenda:: Área 601 - Estación de Bombeo Estructuras - Nave Bombeo Planta Puente Grua Y DetallesDocumento1 paginaLeyenda:: Área 601 - Estación de Bombeo Estructuras - Nave Bombeo Planta Puente Grua Y DetallesharryNessuna valutazione finora
- Li 1005gp0006a 570 05 1001 - 0Documento20 pagineLi 1005gp0006a 570 05 1001 - 0harryNessuna valutazione finora
- 1005GP0006C 601 02 4005 - 0Documento1 pagina1005GP0006C 601 02 4005 - 0harryNessuna valutazione finora
- 1005GP0006C 601 02 4001 - 0Documento1 pagina1005GP0006C 601 02 4001 - 0Harry Ccayascca FloresNessuna valutazione finora
- 1005GP0006C 601 02 4011 - 0 PDFDocumento1 pagina1005GP0006C 601 02 4011 - 0 PDFharryNessuna valutazione finora
- Declaracion Jurada de DomicilioDocumento1 paginaDeclaracion Jurada de DomicilioharryNessuna valutazione finora
- 1005GP0006C 601 02 4009 - 0Documento1 pagina1005GP0006C 601 02 4009 - 0harryNessuna valutazione finora
- 1005GP0006C 601 02 4009 - 0 PDFDocumento1 pagina1005GP0006C 601 02 4009 - 0 PDFharryNessuna valutazione finora
- 1005GP0006C 601 02 4010 - 0Documento1 pagina1005GP0006C 601 02 4010 - 0Harry Ccayascca FloresNessuna valutazione finora
- 1005GP0006C 601 02 4006 - 0Documento1 pagina1005GP0006C 601 02 4006 - 0harryNessuna valutazione finora
- PlanoDocumento1 paginaPlanoharryNessuna valutazione finora
- PlanoDocumento1 paginaPlanoharryNessuna valutazione finora
- 2452 Jet 85MPDocumento2 pagine2452 Jet 85MPJulio Mamani100% (2)
- 2017 020 SHX002 570 DWG 1106 - BDocumento1 pagina2017 020 SHX002 570 DWG 1106 - BharryNessuna valutazione finora
- 2017 020 SHX002 570 DWG 1114 - BDocumento1 pagina2017 020 SHX002 570 DWG 1114 - BharryNessuna valutazione finora
- 2017 020 SHX002 570 DWG 1111 - BDocumento1 pagina2017 020 SHX002 570 DWG 1111 - BharryNessuna valutazione finora
- Mto SHX002 570 05 1001 - 0Documento6 pagineMto SHX002 570 05 1001 - 0Pablo García PeñaNessuna valutazione finora
- Soldadura de Vigas & Colunmas1Documento29 pagineSoldadura de Vigas & Colunmas1Anonymous wuvXb0iNessuna valutazione finora
- 1005gp0006a 610 03 1001 - 0Documento1 pagina1005gp0006a 610 03 1001 - 0Harry Ccayascca FloresNessuna valutazione finora
- 2017 020 SHX002 570 DWG 1114 - BDocumento1 pagina2017 020 SHX002 570 DWG 1114 - BharryNessuna valutazione finora
- 1005GP0006C 601 00 4030 - Brev1Documento1 pagina1005GP0006C 601 00 4030 - Brev1harryNessuna valutazione finora
- 1005GP0006C 601 02 4001 - ADocumento1 pagina1005GP0006C 601 02 4001 - AharryNessuna valutazione finora
- 1005GP0006C 601 00 4020 - Brev1Documento1 pagina1005GP0006C 601 00 4020 - Brev1harryNessuna valutazione finora
- 1005GP0006C 601 00 4023 - BDocumento1 pagina1005GP0006C 601 00 4023 - BharryNessuna valutazione finora
- 1005GP0006C 601 00 4021 - BDocumento1 pagina1005GP0006C 601 00 4021 - BharryNessuna valutazione finora
- 1005GP0006C 601 00 4040 - Brev1Documento1 pagina1005GP0006C 601 00 4040 - Brev1harryNessuna valutazione finora
- 1005GP0006C 601 00 4011 - B - Rev1Documento1 pagina1005GP0006C 601 00 4011 - B - Rev1harryNessuna valutazione finora
- 1005GP0006C 601 00 4012 - BDocumento1 pagina1005GP0006C 601 00 4012 - BharryNessuna valutazione finora
- Anexo BP Especificaciones Particulares (VF)Documento328 pagineAnexo BP Especificaciones Particulares (VF)Ver0190% (1)
- Aplicaciones de Circuitos NeumaticosDocumento10 pagineAplicaciones de Circuitos NeumaticosJohan Cobián RamírezNessuna valutazione finora
- Cocina Orbis PDFDocumento2 pagineCocina Orbis PDFelretornodelcrakenNessuna valutazione finora
- Especificaciones Tecnicas Equipamiento..OkDocumento41 pagineEspecificaciones Tecnicas Equipamiento..OkJersson CGNessuna valutazione finora
- Investigación de Los Aceros HSLA (23-08-18)Documento27 pagineInvestigación de Los Aceros HSLA (23-08-18)Humbertzone O. Garcia CedilloNessuna valutazione finora
- Actividad 1 Forma Funcion MateriaDocumento4 pagineActividad 1 Forma Funcion MateriaCamilo LatorreNessuna valutazione finora
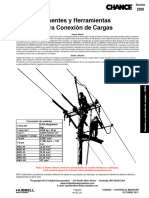
- Instructivo de Tendido de AcometidaDocumento8 pagineInstructivo de Tendido de AcometidaAlvaro GomezNessuna valutazione finora
- TorquimetroDocumento2 pagineTorquimetroPeter SchaumNessuna valutazione finora
- Control 4, Transporte y Levantamiento de Carga, Miguel Jujihara Armijo.Documento5 pagineControl 4, Transporte y Levantamiento de Carga, Miguel Jujihara Armijo.Miguel JujiharaNessuna valutazione finora
- Manual de Partes OneDocumento70 pagineManual de Partes Onelainer chauxNessuna valutazione finora
- 2300 SpanishDocumento13 pagine2300 SpanishAndresNessuna valutazione finora
- Sistema de Bucle CerradoDocumento3 pagineSistema de Bucle CerradoJose Miguel Resendiz JuarezNessuna valutazione finora
- Distancia IntercondilarDocumento2 pagineDistancia IntercondilarJosè Mamani0% (1)
- Optiplex 7040 Desktop Owners Manual2 Es MXDocumento58 pagineOptiplex 7040 Desktop Owners Manual2 Es MXRoberth Eduardo Martínez SeguraNessuna valutazione finora
- KM-350 506 530Documento30 pagineKM-350 506 530jfilinich_1Nessuna valutazione finora
- Cortes y SeccionesDocumento8 pagineCortes y Seccionesdaniel pastranNessuna valutazione finora
- Estandar de Seguridad para Instalación Tubería EMTDocumento6 pagineEstandar de Seguridad para Instalación Tubería EMTMaura MolinaNessuna valutazione finora
- Cotizacion de Equipos de Laboratorio de SuelosDocumento56 pagineCotizacion de Equipos de Laboratorio de SuelosDavis Jean Karlo100% (2)
- Ensayo de Compresion DirectaDocumento8 pagineEnsayo de Compresion DirectaJorge BritoNessuna valutazione finora
- 1.2.3 - IIEE. ESP. TECNICAS UNMSM-CF Rev1Documento84 pagine1.2.3 - IIEE. ESP. TECNICAS UNMSM-CF Rev1NicolasPercyRamirezBeltranNessuna valutazione finora
- PLACA GUÍA DE PUNZÓN Y MATERIAL - Dibujo de Plano y Proceso de FabricaciónDocumento7 paginePLACA GUÍA DE PUNZÓN Y MATERIAL - Dibujo de Plano y Proceso de FabricaciónJhosselin Yauri ValdozedaNessuna valutazione finora
- Fases Montaje AscensoresDocumento26 pagineFases Montaje AscensoresTitusRodrigalvarezNessuna valutazione finora
- Nom 003 Artf 2019Documento43 pagineNom 003 Artf 2019Elias LaraNessuna valutazione finora
- Termotanque Electrico 53 Carga Inferior PDFDocumento2 pagineTermotanque Electrico 53 Carga Inferior PDFmalena crespoNessuna valutazione finora
- Cursograma SinopticoDocumento25 pagineCursograma SinopticoEmely CendalesNessuna valutazione finora
- Gei-56128h (IOM 2010)Documento20 pagineGei-56128h (IOM 2010)alexastuvilcaNessuna valutazione finora
- JS600 ExportDocumento33 pagineJS600 ExportmejerNessuna valutazione finora
- Arandelas NordlockDocumento16 pagineArandelas Nordlockgotem10Nessuna valutazione finora
- Manual Reparación BMW Motorrad GMBH PDFDocumento249 pagineManual Reparación BMW Motorrad GMBH PDFtitoperedo100% (1)
- Manual Cortadora PDFDocumento28 pagineManual Cortadora PDFJuan LeonardoNessuna valutazione finora