Potrebbero piacerti anche
- Contaminación ambiental: causas y consecuenciasDocumento2 pagineContaminación ambiental: causas y consecuenciasDanielle Kaufman73% (375)
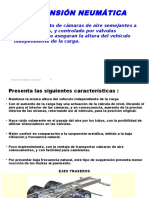
- Suspension NeumaticaDocumento60 pagineSuspension NeumaticaJose Miguel Sajami100% (19)
- Boracion o Borurado PDFDocumento5 pagineBoracion o Borurado PDFmartinutniemNessuna valutazione finora
- Consumiendo: Introducción al consumo y al consumidor colombianoDa EverandConsumiendo: Introducción al consumo y al consumidor colombianoNessuna valutazione finora
- Calculo de Carga de Bolas (1) .Xlsxdaniel ZuloetaDocumento26 pagineCalculo de Carga de Bolas (1) .Xlsxdaniel ZuloetaDanielle KaufmanNessuna valutazione finora
- Calculo de Carga de Bolas (1) .Xlsxdaniel ZuloetaDocumento26 pagineCalculo de Carga de Bolas (1) .Xlsxdaniel ZuloetaDanielle KaufmanNessuna valutazione finora
- Guia Regalo Recetas Caseras Variedades Nice PDFDocumento18 pagineGuia Regalo Recetas Caseras Variedades Nice PDFmarioli90% (10)
- Ceramicos Especiales UltimoDocumento30 pagineCeramicos Especiales UltimoEliana RozasNessuna valutazione finora
- Clasificación Del TrefiladoDocumento1 paginaClasificación Del TrefiladoJeisson HuertaNessuna valutazione finora
- Agrietamiento Por Corrosión y EsfuerzosDocumento6 pagineAgrietamiento Por Corrosión y EsfuerzosEdgar MartínezNessuna valutazione finora
- Soldadura - Procesos ConvencionalesDocumento93 pagineSoldadura - Procesos ConvencionalesHector AguirreNessuna valutazione finora
- Proyecciones Metálicas 12Documento4 pagineProyecciones Metálicas 12Kelly CarrilloNessuna valutazione finora
- UNI-INGMEC-EnsayosArenaFundicionDocumento16 pagineUNI-INGMEC-EnsayosArenaFundicionRoberto Carlos Quispe MontalvoNessuna valutazione finora
- Ensayo JominyDocumento16 pagineEnsayo JominyCristhianGeovannyNessuna valutazione finora
- Titanio y Sus AleacionesDocumento18 pagineTitanio y Sus AleacionesMario ViverosNessuna valutazione finora
- Resumen Norma ASTM D785Documento2 pagineResumen Norma ASTM D785Yianco Tommasi100% (1)
- Procesos Sin Arranque de VirutaDocumento9 pagineProcesos Sin Arranque de VirutaEdgar Martinez100% (1)
- Control de ProcesosDocumento8 pagineControl de ProcesosCecy Goy MartinezNessuna valutazione finora
- Hoja Técnica F1661Documento2 pagineHoja Técnica F1661Tacachiri Chocamani JaimeNessuna valutazione finora
- Aceros ModernosDocumento6 pagineAceros ModernosSteven RuizNessuna valutazione finora
- Informe4 FlexiblesDocumento11 pagineInforme4 FlexiblesAlvaro Quisilema MedranoNessuna valutazione finora
- Ecuaciones de Forja - 1Documento15 pagineEcuaciones de Forja - 1SamuelHuatay0% (1)
- Discontinuidades Del Proceso PrimarioDocumento9 pagineDiscontinuidades Del Proceso PrimarioBrenda YoseNessuna valutazione finora
- Tratamientos Termicos en AluminioDocumento65 pagineTratamientos Termicos en AluminioJuan Pablo DroguettNessuna valutazione finora
- Temple, Recocido y NormalizadoDocumento9 pagineTemple, Recocido y NormalizadoGonzalo Quispe JimenezNessuna valutazione finora
- Corrosion MicroscopicaDocumento13 pagineCorrosion MicroscopicaMarco RealNessuna valutazione finora
- Ensayo de FlexionDocumento7 pagineEnsayo de FlexionJhony Alfredo Vanegas ArizaNessuna valutazione finora
- Conformado Plastico de Metales. FORJA.Documento143 pagineConformado Plastico de Metales. FORJA.Daniel MesaNessuna valutazione finora
- Proceso de LaminacionDocumento9 pagineProceso de LaminacionsupersonicogtNessuna valutazione finora
- Procesos de Manufactura II EjerciciosDocumento11 pagineProcesos de Manufactura II EjerciciosDaniel ArgoteNessuna valutazione finora
- Tarea 1Documento4 pagineTarea 1LizzyurendaNessuna valutazione finora
- Chapa MetalicasDocumento19 pagineChapa Metalicasrufino aguilarNessuna valutazione finora
- Procesos de conformado: TrefiladoDocumento19 pagineProcesos de conformado: TrefiladoAndrea BarretoNessuna valutazione finora
- Ensayo de Tensión. Ciencias de Los MaterialesDocumento10 pagineEnsayo de Tensión. Ciencias de Los MaterialesxxcandykorexxNessuna valutazione finora
- Unidad 9 MC 115 2018 1 Antifricc.Documento34 pagineUnidad 9 MC 115 2018 1 Antifricc.Lides Fernandez Saldivar100% (1)
- Practica 1. FundicionDocumento7 paginePractica 1. FundicionAle SalazarNessuna valutazione finora
- Fundición y MoldeoDocumento82 pagineFundición y MoldeoMatias Nicolas RiveroNessuna valutazione finora
- Fallas de Los Tratamientos TermicosDocumento15 pagineFallas de Los Tratamientos TermicosHarold Armando Muñoz100% (1)
- Resumen Tecnologia Mecanica 2 UMSSDocumento6 pagineResumen Tecnologia Mecanica 2 UMSSJulio Luis Guzman Marañon0% (1)
- Tipos de CorrosiónDocumento6 pagineTipos de CorrosiónCarlos MosqueraNessuna valutazione finora
- Lab. 07 Laminado y Conformado de MetalesDocumento9 pagineLab. 07 Laminado y Conformado de MetalesLicasr134Nessuna valutazione finora
- Informe 1 Materiales Metalicos (Recuperado Automáticamente)Documento4 pagineInforme 1 Materiales Metalicos (Recuperado Automáticamente)Camilo Eduardo CaceresNessuna valutazione finora
- Tarea ResistenciaDocumento2 pagineTarea ResistenciaValeria GoyenagaNessuna valutazione finora
- Vocabulario de MetalografiaDocumento3 pagineVocabulario de MetalografiaenaesasNessuna valutazione finora
- Conformabilidad de MetalesDocumento8 pagineConformabilidad de MetalesCristian GarcíaNessuna valutazione finora
- Cementación o Carburización Del AceroDocumento7 pagineCementación o Carburización Del AceroAndrea Alid PalacioNessuna valutazione finora
- FRACTOGRAFIADocumento12 pagineFRACTOGRAFIAMaria Laura GonzalezNessuna valutazione finora
- Modelos para fundición: tipos y materialesDocumento9 pagineModelos para fundición: tipos y materialesKevin ZavalaNessuna valutazione finora
- Procesos de Manufactura en Metalurgía de PolvosDocumento18 pagineProcesos de Manufactura en Metalurgía de PolvosYaird MalakaraNessuna valutazione finora
- Moldeo en CáscaraDocumento19 pagineMoldeo en Cáscaradarroyo77Nessuna valutazione finora
- Análisis de riesgos en equipos de costuraDocumento10 pagineAnálisis de riesgos en equipos de costuraYOANINessuna valutazione finora
- Uniones Por SoldaduraDocumento12 pagineUniones Por SoldaduraJaime BravoNessuna valutazione finora
- Cálculo de pandeo en silos metálicos mediante Eurocódigo 1-6 y FEMDocumento10 pagineCálculo de pandeo en silos metálicos mediante Eurocódigo 1-6 y FEMAngel AlvarezNessuna valutazione finora
- Trabajo de Investigacion - 20990092Documento43 pagineTrabajo de Investigacion - 20990092WENDY MADAI GUEVARA MORANessuna valutazione finora
- Norma Tolerancia Fundiciones TraducidaDocumento3 pagineNorma Tolerancia Fundiciones Traducidaesteban_hto1Nessuna valutazione finora
- Manufactura AditivaDocumento21 pagineManufactura AditivaTato GalavernaNessuna valutazione finora
- Corrosión galvánica: fenómeno electroquímico entre dos metalesDocumento4 pagineCorrosión galvánica: fenómeno electroquímico entre dos metalesANIBALLOPEZVEGA100% (1)
- LlenadoDocumento171 pagineLlenadoFELIPE RUIZ ZEANessuna valutazione finora
- Ductilidad, Fragilidad, TenacidadDocumento8 pagineDuctilidad, Fragilidad, TenacidadArmando IP100% (1)
- Cap 11Documento38 pagineCap 11guadalupe escalante borges100% (1)
- Defectos Piezas Fundidas A Las Piezas de MoldeoexposicionDocumento5 pagineDefectos Piezas Fundidas A Las Piezas de MoldeoexposicionAndres Felipe Sanabria GamboaNessuna valutazione finora
- Defectologia FundicionDocumento16 pagineDefectologia FundicionJonathan Duchi OleasNessuna valutazione finora
- Fundicion Gustavo AdolfoDocumento10 pagineFundicion Gustavo AdolfoGUSTAVO ADOLFO GAMBOA OSORIONessuna valutazione finora
- Técnicas END tintas penetrantes fluorescentesDocumento62 pagineTécnicas END tintas penetrantes fluorescentesrichard suri conzaNessuna valutazione finora
- Cinética y Variables Del Proceso de FlotaciónDocumento12 pagineCinética y Variables Del Proceso de FlotaciónRodrigo GuerraNessuna valutazione finora
- Refinado de oroDocumento10 pagineRefinado de orop30691Nessuna valutazione finora
- Fire Assay 02Documento13 pagineFire Assay 02Danielle KaufmanNessuna valutazione finora
- Inspecciones PlaneadasDocumento12 pagineInspecciones PlaneadasDanielle KaufmanNessuna valutazione finora
- FlotaciónDocumento46 pagineFlotaciónDanielle Kaufman100% (2)
- Informe FinalDocumento102 pagineInforme FinalDanielle KaufmanNessuna valutazione finora
- Informe de Practicas Falconeli Cordova Frias 11Documento112 pagineInforme de Practicas Falconeli Cordova Frias 11Danielle KaufmanNessuna valutazione finora
- Inspección Zona Desmedro AlmacénDocumento4 pagineInspección Zona Desmedro AlmacénDanielle KaufmanNessuna valutazione finora
- Inspecciones PlaneadasDocumento48 pagineInspecciones PlaneadasDanielle KaufmanNessuna valutazione finora
- FlotaciónDocumento46 pagineFlotaciónDanielle Kaufman100% (2)
- Flotaci N J. YianatosDocumento131 pagineFlotaci N J. Yianatoscenthus100% (7)
- II - Cinetica de FlotacionDocumento92 pagineII - Cinetica de FlotacionJose Condori MendozaNessuna valutazione finora
- Gaudin Schumann y Rosin RammlerDocumento6 pagineGaudin Schumann y Rosin RammlerDanielle KaufmanNessuna valutazione finora
- Molienda de Minerales PDFDocumento103 pagineMolienda de Minerales PDFDanielle Kaufman100% (1)
- Cinética y Variables Del Proceso de FlotaciónDocumento12 pagineCinética y Variables Del Proceso de FlotaciónRodrigo GuerraNessuna valutazione finora
- Flotacion Calcopirita Pirita MolibdenitaDocumento29 pagineFlotacion Calcopirita Pirita MolibdenitaSteven TremolNessuna valutazione finora
- Plato para Concentrar Minerales de Alto Peso EspecíficoDocumento35 paginePlato para Concentrar Minerales de Alto Peso EspecíficojaimeduH.Nessuna valutazione finora
- Flotacion Calcopirita Pirita MolibdenitaDocumento29 pagineFlotacion Calcopirita Pirita MolibdenitaSteven TremolNessuna valutazione finora
- Refinado de oroDocumento10 pagineRefinado de orop30691Nessuna valutazione finora
- Cinética y Variables Del Proceso de FlotaciónDocumento12 pagineCinética y Variables Del Proceso de FlotaciónRodrigo GuerraNessuna valutazione finora
- Unidad 2Documento37 pagineUnidad 2Danielle KaufmanNessuna valutazione finora
- 6° Laboratorio de Metalurgica Fisica IDocumento25 pagine6° Laboratorio de Metalurgica Fisica IDanielle KaufmanNessuna valutazione finora
- Term of Luen CIADocumento27 pagineTerm of Luen CIADanielle KaufmanNessuna valutazione finora
- Apuntes InvopDocumento69 pagineApuntes InvopDaniel3005Nessuna valutazione finora
- Soldadura de Filete PDFDocumento46 pagineSoldadura de Filete PDFEdgar Hernando Lopez Ochoa50% (8)
- AWS A2.4-2012 Simbolos y Estandares para SoldaduraDocumento151 pagineAWS A2.4-2012 Simbolos y Estandares para SoldaduraAlfredo Mondragon100% (4)
- U1Documento19 pagineU1Chrisber Erikson Fuentes BordaNessuna valutazione finora
- Hoja de Datos NigrosinaDocumento8 pagineHoja de Datos NigrosinaMontserrat Rafael ColínNessuna valutazione finora
- Por qué Certificarnos? Razones para la Certificación en Seguridad FuncionalDocumento21 paginePor qué Certificarnos? Razones para la Certificación en Seguridad FuncionalgienbenrathNessuna valutazione finora
- Trabajo 2 InstrumentaciónDocumento33 pagineTrabajo 2 InstrumentaciónNatalia Jauregui GumucioNessuna valutazione finora
- Rutina para Gym DEFINICIÓNDocumento40 pagineRutina para Gym DEFINICIÓNjpereirat100% (2)
- Complicaciones y Tratamiento HTADocumento12 pagineComplicaciones y Tratamiento HTAGregory Leon100% (1)
- A1 PDFDocumento1 paginaA1 PDFPaulo Flores QuispeNessuna valutazione finora
- PigmentosDocumento26 paginePigmentosCANARIL NNNessuna valutazione finora
- 02.03.03 Niveles Agua PuenteDocumento4 pagine02.03.03 Niveles Agua PuenteLeYa MinahNessuna valutazione finora
- Pae-Sonda VesicalDocumento23 paginePae-Sonda VesicalFranklinNessuna valutazione finora
- Capítulo 5 HarperDocumento3 pagineCapítulo 5 HarperMARIANA ESCOBAR RIVERANessuna valutazione finora
- Auditoria Comedor Segun NOM 251Documento3 pagineAuditoria Comedor Segun NOM 251Adrián 63100% (1)
- ManualDocumento142 pagineManualJuan Sánchez ContrerasNessuna valutazione finora
- FitoterapiaDocumento22 pagineFitoterapiaana mariaNessuna valutazione finora
- MSDS PC Precision XL 3 Moly Ep1 Ep2Documento7 pagineMSDS PC Precision XL 3 Moly Ep1 Ep2aliosk8799Nessuna valutazione finora
- Anatomia PeriodontalDocumento5 pagineAnatomia PeriodontalDulce GuzmanNessuna valutazione finora
- Lesionologia en Acc de Transito - PDF Versión 1Documento26 pagineLesionologia en Acc de Transito - PDF Versión 1Jose Jauregui MonteroNessuna valutazione finora
- Cálculo de remuneraciones y liquidaciones laboralesDocumento7 pagineCálculo de remuneraciones y liquidaciones laboralesCatalina Beatriz Salinas BastiasNessuna valutazione finora
- Ejercicios de MicroondasDocumento2 pagineEjercicios de MicroondasEsteban PereiraNessuna valutazione finora
- Materiales para Canalización de VenasDocumento3 pagineMateriales para Canalización de VenasAna Tovar SalasNessuna valutazione finora
- Boletín Oficial Del Principado de AsturiasDocumento12 pagineBoletín Oficial Del Principado de AsturiasNeftali BlancoNessuna valutazione finora
- Análisis de seguridad en el trabajo ASTDocumento2 pagineAnálisis de seguridad en el trabajo ASTLuis SumireNessuna valutazione finora
- Hospitales de Guatemala ListadoDocumento2 pagineHospitales de Guatemala Listadoluli76Nessuna valutazione finora
- Ensayo Comercio Informal CDocumento12 pagineEnsayo Comercio Informal COrdoñez AlexNessuna valutazione finora
- Trimble UX5 Presentacion 2016Documento77 pagineTrimble UX5 Presentacion 2016Luis DavilaNessuna valutazione finora
- SerpentinaDocumento3 pagineSerpentinaNicolas CallejasNessuna valutazione finora
- C 05 Cuencas HidrográficasDocumento24 pagineC 05 Cuencas HidrográficasSolNessuna valutazione finora
- Universidad Estatal Península de Santa ElenaDocumento3 pagineUniversidad Estatal Península de Santa ElenaKevin BarzolaNessuna valutazione finora
- Alimentacion y Salud, TripticoDocumento2 pagineAlimentacion y Salud, TripticoCarolina ArteagaNessuna valutazione finora