Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Overweight and ObesityDocumento19 pagineOverweight and ObesityNAITIKNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- 40 Pieces of Advices .PpsDocumento43 pagine40 Pieces of Advices .PpsNAITIKNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- 4 Steps For Diabetes ControlDocumento12 pagine4 Steps For Diabetes ControlNAITIKNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Centrifugal Compressor Maintenance WorkshopDocumento5 pagineCentrifugal Compressor Maintenance WorkshopNAITIK100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Bsaab4 2 Factors Affecting Dissolved Oxygen in WaterDocumento19 pagineBsaab4 2 Factors Affecting Dissolved Oxygen in WaterNAITIKNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Measure Unknown Resistance with Wheatstone Bridge CircuitDocumento3 pagineMeasure Unknown Resistance with Wheatstone Bridge CircuitNAITIKNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- How To Achieve Rapid Steam Turbine Start-UpDocumento2 pagineHow To Achieve Rapid Steam Turbine Start-UpNAITIKNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Cooling Water Tower Optimization - : Microbiological Analyses and Flow BypassesDocumento7 pagineCooling Water Tower Optimization - : Microbiological Analyses and Flow BypassesNAITIKNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- RGMO Presentation 37th TCCDocumento29 pagineRGMO Presentation 37th TCCNAITIKNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Vertical Ac MotorDocumento51 pagineVertical Ac MotorNAITIKNessuna valutazione finora
- TQM & TemDocumento52 pagineTQM & TemNAITIKNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- 3-D Printing - The Future of Manufacturing and MaintenanceDocumento7 pagine3-D Printing - The Future of Manufacturing and MaintenanceNAITIKNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Add-On Effect of Brahmi in The Management of SchizophreniaDocumento3 pagineAdd-On Effect of Brahmi in The Management of SchizophreniaNAITIKNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- English To Gujarati DictionaryDocumento150 pagineEnglish To Gujarati Dictionarypinakinpshah73% (73)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Valves InfoDocumento43 pagineValves InfoNitin KumbleNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Valves Product Range PampletDocumento6 pagineValves Product Range PampletNAITIKNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- MeditationDocumento114 pagineMeditationNAITIKNessuna valutazione finora
- 40 Pieces of AdviceDocumento43 pagine40 Pieces of Adviceanurag1_mehtaNessuna valutazione finora
- Timken Bearing Selection Techniques As Applied To Mainshaft Direct and Hybrid Drives For Wind TurbinesDocumento15 pagineTimken Bearing Selection Techniques As Applied To Mainshaft Direct and Hybrid Drives For Wind TurbinesNAITIKNessuna valutazione finora
- 1001 Inspiring Thoughts by Chintak DholakiaDocumento90 pagine1001 Inspiring Thoughts by Chintak DholakiaNAITIKNessuna valutazione finora
- Overweight and ObesityDocumento19 pagineOverweight and ObesityNAITIKNessuna valutazione finora
- Quality With Statistics-2Documento58 pagineQuality With Statistics-2NAITIKNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 12866Documento13 pagine12866NAITIKNessuna valutazione finora
- Property Tables and Charts (Si Units)Documento50 pagineProperty Tables and Charts (Si Units)Q_TNessuna valutazione finora
- Boiler Protections, Emergencies and EfficiencyDocumento40 pagineBoiler Protections, Emergencies and EfficiencyAnirudh MeshramNessuna valutazione finora
- Modern Boiler Design 2012Documento28 pagineModern Boiler Design 2012Nguyễn Thanh TùngNessuna valutazione finora
- Pump MotorDocumento66 paginePump MotorNAITIKNessuna valutazione finora
- Transformer Oil TestingDocumento6 pagineTransformer Oil TestingAnonymous 9VcxlFErfNessuna valutazione finora
- Machine Design Board Exam ReviewerDocumento63 pagineMachine Design Board Exam ReviewerLudy Dela Cruz83% (6)
- Sustainable Develompent in Cement IndustryDocumento9 pagineSustainable Develompent in Cement IndustrylintangnurNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- WOS - BuildingsDocumento28 pagineWOS - Buildingsone properyNessuna valutazione finora
- Mining Impacts on EnvironmentDocumento6 pagineMining Impacts on EnvironmentLajila50% (2)
- Case 3: Gloom To Glory: The Successful Turnaround of The Singareni Collieries Company LimitedDocumento22 pagineCase 3: Gloom To Glory: The Successful Turnaround of The Singareni Collieries Company LimitedDhivyashene RajaendranNessuna valutazione finora
- Cameroon's Infrastructure and Mineral PotentialDocumento102 pagineCameroon's Infrastructure and Mineral Potentialfuh patrickNessuna valutazione finora
- Geological Distribution of Coalfields of IndiaDocumento2 pagineGeological Distribution of Coalfields of IndiaPritam MazumdarNessuna valutazione finora
- What Is The Role of CCS in The Context of Actual Mankind Important Issues ?Documento50 pagineWhat Is The Role of CCS in The Context of Actual Mankind Important Issues ?Vincenzo StasottoNessuna valutazione finora
- Energy Resource 1Documento146 pagineEnergy Resource 1Ujjwal MadaanNessuna valutazione finora
- Building Sustainability and Circularity at JSW SteelDocumento13 pagineBuilding Sustainability and Circularity at JSW SteelKashif AnsariNessuna valutazione finora
- Life Cycle Assessment of Coal Based Direct-Reduced Iron Production in IndiaDocumento40 pagineLife Cycle Assessment of Coal Based Direct-Reduced Iron Production in Indiasatyendragupta0078810Nessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Reference List Ikio Boors (Version 1)Documento5 pagineReference List Ikio Boors (Version 1)dhawal gargNessuna valutazione finora
- METROPOLITAN HARD COKING COAL SPECIFICATIONDocumento1 paginaMETROPOLITAN HARD COKING COAL SPECIFICATIONnaresh adusumilliNessuna valutazione finora
- Factors to Consider When Selecting Sites for Inclines or ShaftsDocumento6 pagineFactors to Consider When Selecting Sites for Inclines or ShaftsSatyajeet ParidaNessuna valutazione finora
- RF IDocumento3.062 pagineRF IAyaaz BunglowalaNessuna valutazione finora
- Coal Prices and Trends December 2022Documento30 pagineCoal Prices and Trends December 2022Amatơ Hà ThànhNessuna valutazione finora
- Egypowpd Module3Documento52 pagineEgypowpd Module3Jas PayaNessuna valutazione finora
- TALABUN-AK BRIQUETTEDocumento32 pagineTALABUN-AK BRIQUETTEROSELLE SIRUENessuna valutazione finora
- Homework on renewable energy sources and steam reforming MCQDocumento2 pagineHomework on renewable energy sources and steam reforming MCQHoussam Eddine BENLOUNASSENessuna valutazione finora
- User Guidelines For Waste and Byproduct Materials in Pavement ConstructionDocumento10 pagineUser Guidelines For Waste and Byproduct Materials in Pavement ConstructionAnonymous MklNL77Nessuna valutazione finora
- Rancangan Pit Penambangan Batubara Di Blok I PT KeDocumento15 pagineRancangan Pit Penambangan Batubara Di Blok I PT KeALAM RahmanNessuna valutazione finora
- How Minerals Are Mined and Processed For Human UseDocumento24 pagineHow Minerals Are Mined and Processed For Human UseBea Dacillo BautistaNessuna valutazione finora
- IESR Flexible Thermal Power Plant 2022Documento66 pagineIESR Flexible Thermal Power Plant 2022jonny herbartNessuna valutazione finora
- Form Inspection Temperature Motor ConveyorDocumento6 pagineForm Inspection Temperature Motor ConveyorYuliantoZSM TandirerungNessuna valutazione finora
- Coal India Annual Report 2010 11Documento210 pagineCoal India Annual Report 2010 11Bharathi KamathNessuna valutazione finora
- PumpDocumento12 paginePumpMoisés RomeroNessuna valutazione finora
- Fire With: CharacterDocumento57 pagineFire With: CharacterAlvaro SancNessuna valutazione finora
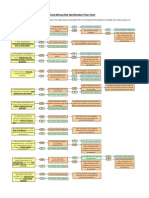
- Coal Mining Risk Identification Flow ChartDocumento1 paginaCoal Mining Risk Identification Flow ChartZ Babar Khan100% (1)
- Oxidation of Sulfur and Its CompoundsDocumento6 pagineOxidation of Sulfur and Its CompoundsKeishaNessuna valutazione finora
- Process Optimization-Pyrosection Hand BookDocumento195 pagineProcess Optimization-Pyrosection Hand Bookramsumiran vishwakarma100% (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933Da EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933Nessuna valutazione finora
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (51)
- The Rights of Nature: A Legal Revolution That Could Save the WorldDa EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldValutazione: 5 su 5 stelle5/5 (1)
- Environmental Education in Practice: Concepts and ApplicationsDa EverandEnvironmental Education in Practice: Concepts and ApplicationsNessuna valutazione finora
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionDa Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNessuna valutazione finora
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora