Potrebbero piacerti anche
- Steering Handle & Throttle Control - 1992 Johnson Outboards 9.9 J10rena Crowley MarineDocumento7 pagineSteering Handle & Throttle Control - 1992 Johnson Outboards 9.9 J10rena Crowley MarineCharlie CB PortnerNessuna valutazione finora
- Exhaust Housing - 1992 Johnson Outboards 9.9 J10renaDocumento7 pagineExhaust Housing - 1992 Johnson Outboards 9.9 J10renaCharlie CB PortnerNessuna valutazione finora
- MOTOR CABLE - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineDocumento3 pagineMOTOR CABLE - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineCharlie CB PortnerNessuna valutazione finora
- CARBURETOR - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineDocumento8 pagineCARBURETOR - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineCharlie CB PortnerNessuna valutazione finora
- Seborg, Mellichamp, Edgar, Doyle: Process Dynamics and Control, 3 Edition Edgar, Himmelblau, Lasdon: Optimization of Chemical Processes, 2 EditionDocumento21 pagineSeborg, Mellichamp, Edgar, Doyle: Process Dynamics and Control, 3 Edition Edgar, Himmelblau, Lasdon: Optimization of Chemical Processes, 2 EditionCharlie CB PortnerNessuna valutazione finora
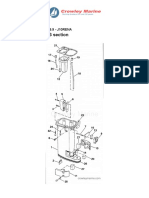
- MIDSECTION (10SEL ONLY) - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineDocumento19 pagineMIDSECTION (10SEL ONLY) - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineCharlie CB PortnerNessuna valutazione finora
- ELECTRIC PRIMER SYSTEM - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineDocumento7 pagineELECTRIC PRIMER SYSTEM - 1992 Johnson Outboards 9.9 J10RENA Crowley MarineCharlie CB PortnerNessuna valutazione finora
- Chemistry and Technology of Rubber PDFDocumento215 pagineChemistry and Technology of Rubber PDFCharlie CB Portner100% (1)
- Seborg, Mellichamp, Edgar, Doyle: Process Dynamics and Control, 3 Edition Edgar, Himmelblau, Lasdon: Optimization of Chemical Processes, 2 EditionDocumento17 pagineSeborg, Mellichamp, Edgar, Doyle: Process Dynamics and Control, 3 Edition Edgar, Himmelblau, Lasdon: Optimization of Chemical Processes, 2 EditionCharlie CB PortnerNessuna valutazione finora
- PJN3-1000 Assy8Documento12 paginePJN3-1000 Assy8Charlie CB PortnerNessuna valutazione finora
- GPSS3Documento82 pagineGPSS3Charlie CB PortnerNessuna valutazione finora
- ENCH 442: Chemical Process Control and SafetyDocumento16 pagineENCH 442: Chemical Process Control and SafetyCharlie CB PortnerNessuna valutazione finora
- Baltimore City Bureau of Water and WastewaterDocumento29 pagineBaltimore City Bureau of Water and WastewaterCharlie CB PortnerNessuna valutazione finora
- ENCH 474 / ENCE 660 - Air Pollution The Big PictureDocumento18 pagineENCH 474 / ENCE 660 - Air Pollution The Big PictureCharlie CB PortnerNessuna valutazione finora
- ENCH 225 Spring 2015 Course PacketDocumento185 pagineENCH 225 Spring 2015 Course PacketCharlie CB PortnerNessuna valutazione finora
- Final Lab Report Group 1 Flow Through Fluidized BedsDocumento47 pagineFinal Lab Report Group 1 Flow Through Fluidized BedsCharlie CB Portner100% (2)
- Lab Guide 2017Documento48 pagineLab Guide 2017Charlie CB PortnerNessuna valutazione finora
- 02 Overview of Drinking Water TreatmentDocumento36 pagine02 Overview of Drinking Water TreatmentCharlie CB PortnerNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- DRI Charging in EAFDocumento3 pagineDRI Charging in EAFMuhammad NbNessuna valutazione finora
- Sample Data: AnionsDocumento1 paginaSample Data: AnionsAyman KamounNessuna valutazione finora
- Modified Erichsen Cupping Test For Copper, Brass, Aluminium and Stainless SteelDocumento6 pagineModified Erichsen Cupping Test For Copper, Brass, Aluminium and Stainless SteelthesijNessuna valutazione finora
- Shell Morlina S4 B 150: Performance, Features & Benefits Main ApplicationsDocumento4 pagineShell Morlina S4 B 150: Performance, Features & Benefits Main ApplicationsMustafa KhanNessuna valutazione finora
- UltraSeal XT Hydro PDFDocumento2 pagineUltraSeal XT Hydro PDFFlorina Puiu100% (1)
- Combination of Talc With PPDocumento8 pagineCombination of Talc With PPmusmanghani70scribdNessuna valutazione finora
- A 808Documento2 pagineA 808Gustavo SuarezNessuna valutazione finora
- Test Dust - Test Dust Production - Particle TechnologyDocumento2 pagineTest Dust - Test Dust Production - Particle TechnologyAman Katiyar100% (1)
- 05 PEXb XP650 - 1. TDS (Data Sheet)Documento2 pagine05 PEXb XP650 - 1. TDS (Data Sheet)Mohammad Rashad BarakatNessuna valutazione finora
- Extra Ex1 Strong Acid and Strong BaseDocumento2 pagineExtra Ex1 Strong Acid and Strong BaseSara KhalifehNessuna valutazione finora
- Gastroretentive Drug Delivery System Stomach SpeciDocumento7 pagineGastroretentive Drug Delivery System Stomach SpeciDeslina Setria MitaNessuna valutazione finora
- Chemical Conversion Coatings On Magnesium Alloys - A Comparative StudyDocumento13 pagineChemical Conversion Coatings On Magnesium Alloys - A Comparative StudygramuiitmNessuna valutazione finora
- AMP16609P61Documento1 paginaAMP16609P61Gutha Giribabu NaiduNessuna valutazione finora
- Bucklin Cat March 2004 PDFDocumento141 pagineBucklin Cat March 2004 PDFandx100% (3)
- KSP 6Documento8 pagineKSP 6MICHAEL LAWRENCENessuna valutazione finora
- Inconel 690Documento8 pagineInconel 690Ronak shahNessuna valutazione finora
- Sanket Pandya TDDSDocumento29 pagineSanket Pandya TDDSsktniperNessuna valutazione finora
- Sist en Iso 472 2014Documento15 pagineSist en Iso 472 2014امین ادیب نیاNessuna valutazione finora
- A Review On Water Used in Pharma Industry: European Journal of Pharmaceutical and Medical ResearchDocumento11 pagineA Review On Water Used in Pharma Industry: European Journal of Pharmaceutical and Medical ResearchDinesh babuNessuna valutazione finora
- Sae Ams 2759-4C-2014Documento7 pagineSae Ams 2759-4C-2014Reza NooriNessuna valutazione finora
- LIBRERIA NITON XL-800. Tabla de Análisis de Materiales.Documento39 pagineLIBRERIA NITON XL-800. Tabla de Análisis de Materiales.Oscar PalacioNessuna valutazione finora
- Parlon - PyroData 5Documento3 pagineParlon - PyroData 5ricoNessuna valutazione finora
- Nic Pe-1000Documento4 pagineNic Pe-1000Miguel CaballeroNessuna valutazione finora
- 821180-Palmvita SHT WF (1116) MRD 1x15Kg Carton-C331Documento4 pagine821180-Palmvita SHT WF (1116) MRD 1x15Kg Carton-C331QA RCPINessuna valutazione finora
- The Synthesis and Structural Properties of (M (Dippe) (G - C H S) ) Complexes of PD and PT and Comparison With Their Ni AnalogDocumento8 pagineThe Synthesis and Structural Properties of (M (Dippe) (G - C H S) ) Complexes of PD and PT and Comparison With Their Ni AnalogHưng LucaNessuna valutazione finora
- s2s CEI WorkbookDocumento9 pagines2s CEI WorkbookmrsurantoNessuna valutazione finora
- 2019 Use Price 161 PaperDocumento33 pagine2019 Use Price 161 PaperShashank SinghNessuna valutazione finora
- 12 - Chapter2 - Black Liquor PropertyDocumento26 pagine12 - Chapter2 - Black Liquor Propertydharmeshkher7265100% (3)
- Coal PetrologyDocumento29 pagineCoal PetrologyIlham El-sirazhyNessuna valutazione finora
- Review Article Water For Pharmaceutical Use PDFDocumento6 pagineReview Article Water For Pharmaceutical Use PDFBo RatchadapornNessuna valutazione finora