Potrebbero piacerti anche
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDa EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNessuna valutazione finora
- Weld Cladding Overlay - Topics by ScienceDocumento73 pagineWeld Cladding Overlay - Topics by ScienceMichael TayactacNessuna valutazione finora
- (ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFDocumento18 pagine(ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFTowkir AhmmadNessuna valutazione finora
- Sigweld Welding Position and SymbolsDocumento6 pagineSigweld Welding Position and SymbolsKentDemeterioNessuna valutazione finora
- P-Number For Welding MaterialDocumento14 pagineP-Number For Welding MaterialTâm NgôNessuna valutazione finora
- Esab Inconel 625 InfoDocumento1 paginaEsab Inconel 625 InforinshadNessuna valutazione finora
- 625 CRO - SAW Study - Final Report PDFDocumento21 pagine625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaNessuna valutazione finora
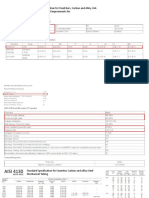
- AISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocumento3 pagineAISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAndy SaputroNessuna valutazione finora
- The WPS Writers GuideDocumento129 pagineThe WPS Writers GuideGEORGEVPAUL_14565666Nessuna valutazione finora
- Esab DublexDocumento8 pagineEsab DublexSuphi YükselNessuna valutazione finora
- Book - Vol.1&2 - BasicsAndQuality - 22junDocumento82 pagineBook - Vol.1&2 - BasicsAndQuality - 22junlth770310Nessuna valutazione finora
- Welding in Armco PDFDocumento62 pagineWelding in Armco PDFAnand RaoNessuna valutazione finora
- Cswip - Section 02-Terms and Definition PDFDocumento19 pagineCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNessuna valutazione finora
- 1434529014349-Welding DefectsDocumento61 pagine1434529014349-Welding DefectsJayaneela PrawinNessuna valutazione finora
- Why Preheating & Interpass Temperature RequiredDocumento4 pagineWhy Preheating & Interpass Temperature RequiredMohammad RizwanNessuna valutazione finora
- Technical Handbook Stainless Steel WeldingDocumento92 pagineTechnical Handbook Stainless Steel WeldingRamesh sivanNessuna valutazione finora
- Duplex Ss WPSDocumento8 pagineDuplex Ss WPSVinu Raveendran100% (1)
- ERW Pipe Issues and DefectsDocumento2 pagineERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- Soldering & Brazing: Unit-IvDocumento15 pagineSoldering & Brazing: Unit-IvRamu AmaraNessuna valutazione finora
- PFIDocumento2 paginePFIYulianus SReaNessuna valutazione finora
- Api 570 PDFDocumento2 pagineApi 570 PDFK U Masood Ahmad100% (1)
- Visual Testing of Welds.Documento9 pagineVisual Testing of Welds.maheshNessuna valutazione finora
- Convexity Aws PDFDocumento4 pagineConvexity Aws PDFHJ SJNessuna valutazione finora
- PWHT of Dissimilar: Metal WeldsDocumento48 paginePWHT of Dissimilar: Metal WeldswchavezbNessuna valutazione finora
- T, K & Y Shape Joint Steel StructureDocumento23 pagineT, K & Y Shape Joint Steel StructurePrabu VenkatNessuna valutazione finora
- Guidelines For Welding: ZERON 100 Super Duplex Stainless SteelDocumento16 pagineGuidelines For Welding: ZERON 100 Super Duplex Stainless SteelHrishikesanNessuna valutazione finora
- Competitive Solutions For Joining TechnologyDocumento19 pagineCompetitive Solutions For Joining Technologyjy12bhuNessuna valutazione finora
- Effect of Sugaring On SS JointsDocumento50 pagineEffect of Sugaring On SS Jointsrith100% (1)
- Definitions of Each Variable in WPS and PQR PDFDocumento63 pagineDefinitions of Each Variable in WPS and PQR PDFAsad Bin Ala QatariNessuna valutazione finora
- Metrode P92TP Welding ConsumablesDocumento23 pagineMetrode P92TP Welding Consumablespipedown456Nessuna valutazione finora
- Welding Defect - ISO6520Documento3 pagineWelding Defect - ISO6520manojballaNessuna valutazione finora
- 09 Welding Procedures and Qualifcations As Per ASME SEC IXDocumento7 pagine09 Welding Procedures and Qualifcations As Per ASME SEC IXvilukNessuna valutazione finora
- WI 01 - Introduction To WI ModuleDocumento14 pagineWI 01 - Introduction To WI ModuledayalramNessuna valutazione finora
- Tube To Tube Sheet Mock UpDocumento5 pagineTube To Tube Sheet Mock UpKushalNessuna valutazione finora
- Module3 - Welding ProcessesDocumento155 pagineModule3 - Welding ProcessesPurvesh NanavatiNessuna valutazione finora
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocumento19 pagineGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364Nessuna valutazione finora
- Special Alloys and Overmatched Welding Products SolveDocumento14 pagineSpecial Alloys and Overmatched Welding Products SolveBhanu Pratap ChoudhuryNessuna valutazione finora
- Welding IiwDocumento6 pagineWelding IiwletsmakeithappenNessuna valutazione finora
- Heat Treatment of Welded JointsDocumento17 pagineHeat Treatment of Welded JointsErick HoganNessuna valutazione finora
- Material Ferrite DeterminationDocumento5 pagineMaterial Ferrite DeterminationPemburu Jablay100% (1)
- WJ 2013 05Documento128 pagineWJ 2013 05Matija BušićNessuna valutazione finora
- Api RP 578Documento21 pagineApi RP 578Amir Habib AfridiNessuna valutazione finora
- Asme Sect. Ix Part QW Art. I 2005 PDFDocumento12 pagineAsme Sect. Ix Part QW Art. I 2005 PDFarlyNessuna valutazione finora
- 625 Overlay WeldingDocumento9 pagine625 Overlay Weldingdaviesgang360100% (2)
- Welding PositionsDocumento116 pagineWelding PositionsASAPASAPASAPNessuna valutazione finora
- Examination User Guide For Certified Welding Inspector AwscertifiedDocumento24 pagineExamination User Guide For Certified Welding Inspector AwscertifiedLuis f Robledo100% (1)
- IIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Documento17 pagineIIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Anonymous jlciIdX8q100% (1)
- Exam Narative Cswip 3.2Documento5 pagineExam Narative Cswip 3.2yuwantoniNessuna valutazione finora
- Welding of Dissimilar Ferritic Joints For New Power Plant SteelsDocumento21 pagineWelding of Dissimilar Ferritic Joints For New Power Plant SteelsspinpinNessuna valutazione finora
- Add02 1060.1Documento14 pagineAdd02 1060.1Diego Calderón AlvaradoNessuna valutazione finora
- Body of Knowledge: Certified Welding EngineerDocumento4 pagineBody of Knowledge: Certified Welding EngineerMalcolm Diamond100% (1)
- Section 10 - Assessment of Pitting Metal LossDocumento0 pagineSection 10 - Assessment of Pitting Metal LossadammzjinNessuna valutazione finora
- Welding InspectionDocumento637 pagineWelding InspectionChaitanya Sai T100% (1)
- Failure Modes, Effects and Causes of Microbiologically Influenced Corrosion: Advanced Perspectives and AnalysisDa EverandFailure Modes, Effects and Causes of Microbiologically Influenced Corrosion: Advanced Perspectives and AnalysisNessuna valutazione finora
- Inspection In Manufacturing A Complete Guide - 2020 EditionDa EverandInspection In Manufacturing A Complete Guide - 2020 EditionNessuna valutazione finora
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDa EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNessuna valutazione finora
- Asset Integrity Management A Complete Guide - 2020 EditionDa EverandAsset Integrity Management A Complete Guide - 2020 EditionNessuna valutazione finora
- Keywords: Kalahasti, Gnana Prasunambika Stotram, Sree Kalahasteeswara Satakam, Maha Kavi DhoorjatiDocumento24 pagineKeywords: Kalahasti, Gnana Prasunambika Stotram, Sree Kalahasteeswara Satakam, Maha Kavi Dhoorjatiramkishore_87Nessuna valutazione finora
- Advanced AssemblyDocumento452 pagineAdvanced Assemblyramkishore_87Nessuna valutazione finora
- Sheetmetal FundamentalsDocumento81 pagineSheetmetal Fundamentalsramkishore_87100% (1)
- Skeleton ModelingDocumento73 pagineSkeleton Modelingramkishore_87Nessuna valutazione finora
- Soldagem InoxDocumento10 pagineSoldagem InoxEdenilson BotelhoNessuna valutazione finora
- CBC TemplateDocumento8 pagineCBC TemplateVanessa TuazonNessuna valutazione finora
- Clamptek Toggle CatalogueDocumento109 pagineClamptek Toggle CatalogueAlimco TirupatiNessuna valutazione finora
- Grade 80 Chain and Accessories: 1200 - Master LinkDocumento1 paginaGrade 80 Chain and Accessories: 1200 - Master LinkAlthaf RNessuna valutazione finora
- Equivalencia de Matariales (Material Class For Stainless Steel)Documento15 pagineEquivalencia de Matariales (Material Class For Stainless Steel)juancparra20Nessuna valutazione finora
- Some Tips About The Classification of Wire Breakages Part A - 2012 PDFDocumento2 pagineSome Tips About The Classification of Wire Breakages Part A - 2012 PDFNabeel Ameer100% (1)
- Is 6911 1992Documento18 pagineIs 6911 1992RINJUNessuna valutazione finora
- Investment Castings, Steel and Alloy, Common Requirements, For General Industrial UseDocumento7 pagineInvestment Castings, Steel and Alloy, Common Requirements, For General Industrial UsePEPENessuna valutazione finora
- Webforge Grating Information 2022 515544243Documento11 pagineWebforge Grating Information 2022 515544243yoshieNessuna valutazione finora
- Esr 2302Documento13 pagineEsr 2302AsdrúbalAguirreCorreaNessuna valutazione finora
- Hoffmann II - Large - BrochureDocumento24 pagineHoffmann II - Large - BrochureShirishaVijayapuramNessuna valutazione finora
- Verderflex Dura 35 INT English DatasheetDocumento4 pagineVerderflex Dura 35 INT English DatasheetWilmerNessuna valutazione finora
- A Review of Postweld Heat Treatment Code ExemptionDocumento46 pagineA Review of Postweld Heat Treatment Code ExemptionReza GhavamiNessuna valutazione finora
- Pressure Vessel Code Guide InstructorsDocumento137 paginePressure Vessel Code Guide InstructorsUlises_NarNessuna valutazione finora
- The Premium Structural Solution: Hot-Finished Structural Hollow SectionsDocumento8 pagineThe Premium Structural Solution: Hot-Finished Structural Hollow SectionsJoséRegueiroNessuna valutazione finora
- SSC DWDocumento4 pagineSSC DWsanketpavi21Nessuna valutazione finora
- Stabilizer Device Design Process: MME2259 - Product Design and DevelopmentDocumento22 pagineStabilizer Device Design Process: MME2259 - Product Design and DevelopmentjohnNessuna valutazione finora
- As 3588-1996 Shower Bases and Shower ModulesDocumento7 pagineAs 3588-1996 Shower Bases and Shower ModulesSAI Global - APACNessuna valutazione finora
- Form Welding Summary and Material Traceability Record - Piping TuhupDocumento6 pagineForm Welding Summary and Material Traceability Record - Piping TuhupYuwantoniAlNessuna valutazione finora
- PIP Piping Material SpecificationDocumento9 paginePIP Piping Material SpecificationCal100% (3)
- Acousteel Brochure Digital FINALDocumento8 pagineAcousteel Brochure Digital FINALfahadullahNessuna valutazione finora
- Zinc On Stainless Steel Danger PDFDocumento104 pagineZinc On Stainless Steel Danger PDFLâm ThanhNessuna valutazione finora
- Cored Wires - ESAB - OK TubrodDocumento87 pagineCored Wires - ESAB - OK TubrodElias KapaNessuna valutazione finora
- Is 1030-1998Documento8 pagineIs 1030-1998Sumit ShyamalNessuna valutazione finora
- BS en 10028-5-2009Documento19 pagineBS en 10028-5-2009anupsharma2522_98756Nessuna valutazione finora
- BPVC Code Cases 5Documento54 pagineBPVC Code Cases 5Burak KececiNessuna valutazione finora
- Nitec Powder MDSDocumento1 paginaNitec Powder MDSDidi RooscoteNessuna valutazione finora
- Compozitie Chimica SS InoxDocumento2 pagineCompozitie Chimica SS InoxHammer StormNessuna valutazione finora
- 3-0 BOF SteelmakingDocumento7 pagine3-0 BOF SteelmakingTamal Tanu RoyNessuna valutazione finora