Potrebbero piacerti anche
- Cüxñtüxw Yéü Cüxñtüxw Uç: Name Name Name Name Id Id Id IdDocumento13 pagineCüxñtüxw Yéü Cüxñtüxw Uç: Name Name Name Name Id Id Id IdFaysal Islam100% (1)
- Warp KnittingDocumento4 pagineWarp Knittingvibhisha100% (1)
- By: Hemant Ghanghor & Patanjal KumarDocumento15 pagineBy: Hemant Ghanghor & Patanjal KumarpatanjaliictNessuna valutazione finora
- WeavingDocumento15 pagineWeavingsdeveloper100% (1)
- Week 10 Basic WeavesDocumento19 pagineWeek 10 Basic WeavesNguyen Viet CuongNessuna valutazione finora
- Fabric StructuresDocumento90 pagineFabric StructuresNil Roy100% (1)
- Googlepreview PDFDocumento19 pagineGooglepreview PDFMd alamgir hossainNessuna valutazione finora
- Rotor Spinning POINTSDocumento14 pagineRotor Spinning POINTSvamsi krishnaNessuna valutazione finora
- Temple To Hold The Fabric Width Way On The LoomDocumento7 pagineTemple To Hold The Fabric Width Way On The LoomTejas pimpleNessuna valutazione finora
- Azoic ColorDocumento4 pagineAzoic ColorMD saifu lislamNessuna valutazione finora
- Shed Geometry ElementsDocumento21 pagineShed Geometry ElementsMuhammad Ahsan Mir100% (3)
- Fancy Yarns: ENGR. SHAN IMTIAZ (Lecturer) The University of Faisalabad (+92 - 0300-6600484)Documento6 pagineFancy Yarns: ENGR. SHAN IMTIAZ (Lecturer) The University of Faisalabad (+92 - 0300-6600484)Anubha SehgalNessuna valutazione finora
- Chapter 3 - Secondary Motions of Weaving PDFDocumento26 pagineChapter 3 - Secondary Motions of Weaving PDFHugo Eduardo Ipiales MesaNessuna valutazione finora
- 5 Technological Developments in Yarn IndDocumento28 pagine5 Technological Developments in Yarn Indmahek ajugiaNessuna valutazione finora
- Textile Science - Session 3Documento35 pagineTextile Science - Session 3ALOK KUMARNessuna valutazione finora
- Singeing, Desizing, ScouringDocumento40 pagineSingeing, Desizing, ScouringHina Arif100% (2)
- Process Parameters in CombingDocumento3 pagineProcess Parameters in CombingDevendra VashisthNessuna valutazione finora
- Yarn Preparation For Weaving IDocumento18 pagineYarn Preparation For Weaving IKathirrveluSubramainan0% (1)
- Selection of YarnsDocumento9 pagineSelection of YarnsAkhilendra SonkarNessuna valutazione finora
- Effect of Weaves On The Fabric PropertyDocumento7 pagineEffect of Weaves On The Fabric Propertypuja_14100% (2)
- What Is AutolevellerDocumento3 pagineWhat Is AutolevellersafiaNessuna valutazione finora
- Degumming of SilkDocumento7 pagineDegumming of Silkavdhoot7Nessuna valutazione finora
- Terry Towel Weaving MachineDocumento29 pagineTerry Towel Weaving Machinehamza hanif100% (2)
- Minimization of Defects in Knitted Fabric 02Documento7 pagineMinimization of Defects in Knitted Fabric 02Sarah SebâaNessuna valutazione finora
- Ornamantation in SelvagesDocumento18 pagineOrnamantation in SelvagesSatish Kulkarni100% (1)
- Chapter 21Documento15 pagineChapter 21ProfessorTextechNessuna valutazione finora
- Technical Knitted Fabric StructuresDocumento32 pagineTechnical Knitted Fabric StructuresSujit GulhaneNessuna valutazione finora
- Twill WeavesDocumento6 pagineTwill WeavesShahbaz AhmadNessuna valutazione finora
- 2.5 Pirn WindersDocumento5 pagine2.5 Pirn WindersCraig MartinNessuna valutazione finora
- Chenille Fancy YarnsDocumento18 pagineChenille Fancy YarnsSadia TabassumNessuna valutazione finora
- Derivatives of Elementary WeavesDocumento20 pagineDerivatives of Elementary WeavesAswathy Unnikrishnan100% (1)
- Ring TravellersDocumento3 pagineRing TravellersSohaib Ul Haq100% (1)
- Basics of Knitting Weft KnittingDocumento2 pagineBasics of Knitting Weft KnittingNikhil BhagatNessuna valutazione finora
- Scouring & Bleaching of Cotton at Double StageDocumento3 pagineScouring & Bleaching of Cotton at Double StageMd Abdullah Al NomanNessuna valutazione finora
- 3,4. Slub YarnDocumento2 pagine3,4. Slub Yarnshahadat hossainNessuna valutazione finora
- Wrap SpinningDocumento12 pagineWrap SpinningvermadeenNessuna valutazione finora
- Yarn Count VHS 703: Submitted by Name Pooja (H.S) Neelam CLASS M .Voc (A.M)Documento27 pagineYarn Count VHS 703: Submitted by Name Pooja (H.S) Neelam CLASS M .Voc (A.M)Anonymous UoRu4sNessuna valutazione finora
- Self Twist SpinningDocumento25 pagineSelf Twist SpinningvirgolostNessuna valutazione finora
- 2.1 Quailty Control in SpinningDocumento31 pagine2.1 Quailty Control in SpinningRounoque ShishirNessuna valutazione finora
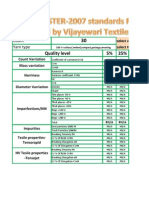
- Uster StandardsDocumento3 pagineUster StandardsselvapdmNessuna valutazione finora
- Development of Woven FabricsDocumento11 pagineDevelopment of Woven FabricsJoyDipuSahaNessuna valutazione finora
- Application of Kaizen Methodology For Process Improvementin Textile MillDocumento6 pagineApplication of Kaizen Methodology For Process Improvementin Textile MillMuhammad Rofiq muhammadrofiq.2020Nessuna valutazione finora
- Textile Weave StructuresDocumento93 pagineTextile Weave Structuresdr tamer100% (1)
- Fabric Formation ProcessesDocumento14 pagineFabric Formation ProcessesYOghi PRatamadseecxerzNessuna valutazione finora
- Patch and Appliqué WorkDocumento71 paginePatch and Appliqué WorkChetna Shetty DikkarNessuna valutazione finora
- Weaving DefectsDocumento26 pagineWeaving DefectsRajeev TripathiNessuna valutazione finora
- Topic 2 Shedding MechanismsDocumento28 pagineTopic 2 Shedding MechanismsMainul Islam100% (1)
- Colour and Weave EffectDocumento15 pagineColour and Weave EffectAvishek ChandaNessuna valutazione finora
- Two Neeedle Four Thread OverlockDocumento6 pagineTwo Neeedle Four Thread OverlocktahaNessuna valutazione finora
- Fabrication MethodsDocumento24 pagineFabrication Methodsmprior12Nessuna valutazione finora
- Yarn Waxing XXXXXXXDocumento23 pagineYarn Waxing XXXXXXXTamer Farouk Khalifa100% (1)
- Ring Spinning SectionsDocumento24 pagineRing Spinning SectionsFajar Pitarsi DharmaNessuna valutazione finora
- Pigment PrintingDocumento1 paginaPigment PrintingAveshNessuna valutazione finora
- Weft Knitting (Suza)Documento16 pagineWeft Knitting (Suza)Suza Ahmed AuporboNessuna valutazione finora
- Winding: 2.2 Classification of Winding PrinciplesDocumento4 pagineWinding: 2.2 Classification of Winding Principlessujal jha0% (1)
- Knitting GSM Calculations PDFDocumento11 pagineKnitting GSM Calculations PDFHifza khalidNessuna valutazione finora
- Needlepunch PPPDocumento29 pagineNeedlepunch PPPShailendra MishraNessuna valutazione finora
- Development of Needle Punched Non 3Documento15 pagineDevelopment of Needle Punched Non 3vermadeenNessuna valutazione finora
- Processing and Properties of Sewing Threads: Indian Journal of Textile Research August 2009Documento10 pagineProcessing and Properties of Sewing Threads: Indian Journal of Textile Research August 2009Randhir Kumar GuptaNessuna valutazione finora
- Manufacturing of Needle Punched NonwovenDocumento14 pagineManufacturing of Needle Punched NonwovenKareena Kalla100% (1)
- 11 Aci Work StationsDocumento16 pagine11 Aci Work Stationskaniappan sakthivelNessuna valutazione finora
- Slydring GBDocumento58 pagineSlydring GBkaniappan sakthivelNessuna valutazione finora
- Rotary GBDocumento194 pagineRotary GBkaniappan sakthivelNessuna valutazione finora
- Infrastructure Productivity EvaluationDocumento106 pagineInfrastructure Productivity Evaluationkaniappan sakthivelNessuna valutazione finora
- ORFS Catalogue PDFDocumento92 pagineORFS Catalogue PDFkaniappan sakthivelNessuna valutazione finora
- Bs Image UsDocumento32 pagineBs Image Uskaniappan sakthivelNessuna valutazione finora
- BE Worm Geared Air MotorsDocumento29 pagineBE Worm Geared Air Motorskaniappan sakthivelNessuna valutazione finora
- Basics For 2 Way Cartridge Valves LI: ISO 7368 Size From 16 To 100Documento4 pagineBasics For 2 Way Cartridge Valves LI: ISO 7368 Size From 16 To 100kaniappan sakthivelNessuna valutazione finora
- Servocylinders CK With Built-In Position TransducerDocumento12 pagineServocylinders CK With Built-In Position Transducerkaniappan sakthivelNessuna valutazione finora
- KAT Hydraulikzylinder enDocumento35 pagineKAT Hydraulikzylinder enkaniappan sakthivelNessuna valutazione finora
- JCD Jog Conveyor DR YerDocumento6 pagineJCD Jog Conveyor DR Yerkaniappan sakthivelNessuna valutazione finora
- Pwerstar 4 PumpDocumento4 paginePwerstar 4 Pumpkaniappan sakthivelNessuna valutazione finora
- Camrol: Cam Follower BearingsDocumento8 pagineCamrol: Cam Follower Bearingskaniappan sakthivelNessuna valutazione finora
- Jan2009Updated WSDocumento8 pagineJan2009Updated WSkaniappan sakthivelNessuna valutazione finora
- Digital Position Controllers Z-Ri-Tez, Z-Ri-LezDocumento8 pagineDigital Position Controllers Z-Ri-Tez, Z-Ri-Lezkaniappan sakthivelNessuna valutazione finora
- SEA Next Chrome enDocumento12 pagineSEA Next Chrome enkaniappan sakthivelNessuna valutazione finora
- 1405 FastenersDocumento77 pagine1405 Fastenerskaniappan sakthivelNessuna valutazione finora
- Cleanline Portable FA-FAPC eDocumento8 pagineCleanline Portable FA-FAPC ekaniappan sakthivelNessuna valutazione finora
- ALFING Automotive Crankshafts: Crankshafts For Series Production, Sports and Formula 1Documento20 pagineALFING Automotive Crankshafts: Crankshafts For Series Production, Sports and Formula 1kaniappan sakthivelNessuna valutazione finora
- Indented Cylinder GBDocumento8 pagineIndented Cylinder GBkaniappan sakthivelNessuna valutazione finora
- CH Image EnglDocumento6 pagineCH Image Englkaniappan sakthivel100% (1)
- Cimbria Indent SeparatorsDocumento8 pagineCimbria Indent Separatorskaniappan sakthivelNessuna valutazione finora
- ComponentWebCatalog 5a System Access PDFDocumento43 pagineComponentWebCatalog 5a System Access PDFkaniappan sakthivelNessuna valutazione finora
- Belt Conveyor GB PDFDocumento8 pagineBelt Conveyor GB PDFkaniappan sakthivelNessuna valutazione finora
- Produktuebersicht e 09 07Documento16 pagineProduktuebersicht e 09 07kaniappan sakthivelNessuna valutazione finora
- Confectionery: 2004: UscensusbureauDocumento12 pagineConfectionery: 2004: UscensusbureauAsif KhanNessuna valutazione finora
- Clean Capsule LaundryDocumento56 pagineClean Capsule LaundryHannah Rea VasquezNessuna valutazione finora
- Tissue Paper PDFDocumento44 pagineTissue Paper PDFLaura-AndreeaCondreaNessuna valutazione finora
- Spme IIIDocumento202 pagineSpme IIIYogesh SharmaNessuna valutazione finora
- Rolling Mill Manager CVDocumento1 paginaRolling Mill Manager CVRyan ZamoraNessuna valutazione finora
- Mini Rice MillDocumento14 pagineMini Rice Mill124swadeshiNessuna valutazione finora
- Retail Management - Ranchi Silk SareesDocumento2 pagineRetail Management - Ranchi Silk SareesNILESHMUMBAINessuna valutazione finora
- 15 Fen Q-3Documento1 pagina15 Fen Q-3Muhammad Raahim IrfanNessuna valutazione finora
- AbstractDocumento11 pagineAbstractShivam GargNessuna valutazione finora
- 481 Preservation Sealing TapeDocumento2 pagine481 Preservation Sealing TapeSixmonNessuna valutazione finora
- Manufacturing Companies in JaipurDocumento40 pagineManufacturing Companies in JaipurPushpakVanjari67% (6)
- Matrix Clothing Visit ReportDocumento4 pagineMatrix Clothing Visit ReportYogesh SharmaNessuna valutazione finora
- Marcegaglia Forli Plant en SlideDocumento19 pagineMarcegaglia Forli Plant en SlidelucidbaseNessuna valutazione finora
- Reference List Europe - BreezeAirDocumento13 pagineReference List Europe - BreezeAircalvin.bloodaxe4478Nessuna valutazione finora
- Manfacturing ProcessDocumento27 pagineManfacturing Processhanumantha raoNessuna valutazione finora
- Azure CatalogDocumento440 pagineAzure Catalogdesertbutterfly78Nessuna valutazione finora
- Enzymes in BrewingDocumento8 pagineEnzymes in BrewingAlexandru TarțianNessuna valutazione finora
- Packaging and LabelingDocumento16 paginePackaging and LabelingMinesh Chand MeenaNessuna valutazione finora
- Click On Hyperlinks To Visit The PageDocumento14 pagineClick On Hyperlinks To Visit The PagedidiaenNessuna valutazione finora
- 10b..apparel Production SystemDocumento5 pagine10b..apparel Production SystemAbhinav VermaNessuna valutazione finora
- TDS - Paper WS - Niklakett - Medium - PlusDocumento1 paginaTDS - Paper WS - Niklakett - Medium - PlusSundar MoorthiNessuna valutazione finora
- Kainan Sa Balanghay Was First Established in The Year 2002 at Seaside Dampa ParanaqueDocumento9 pagineKainan Sa Balanghay Was First Established in The Year 2002 at Seaside Dampa ParanaqueTelle MarieNessuna valutazione finora
- Coir Industry ProjectDocumento12 pagineCoir Industry ProjectSelva KumarNessuna valutazione finora
- Cotton Mills of IndiaDocumento16 pagineCotton Mills of IndiakaviyaNessuna valutazione finora
- Evince Textile Limited: Internship ExperienceDocumento9 pagineEvince Textile Limited: Internship ExperienceAnik IslamNessuna valutazione finora
- Reshaping Markets Through Collective Marketing StrategiesDocumento27 pagineReshaping Markets Through Collective Marketing StrategiesDiego RinalloNessuna valutazione finora
- Hotel Cost ControllerDocumento3 pagineHotel Cost ControllerBen SusiloNessuna valutazione finora
- How Do I Develop A Strategic Marketing Plan?Documento42 pagineHow Do I Develop A Strategic Marketing Plan?KanishkaweeNessuna valutazione finora
- Daewoo DWD-M1031 PDFDocumento17 pagineDaewoo DWD-M1031 PDFIgy IlyNessuna valutazione finora
- Deciphering The Names of Fabrics Found in 18th Century Trade and Gift ListsDocumento7 pagineDeciphering The Names of Fabrics Found in 18th Century Trade and Gift Listsapi-216308164Nessuna valutazione finora