Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
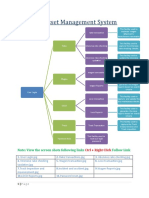
- Rail Asset Management System: Follow LinkDocumento4 pagineRail Asset Management System: Follow LinkAbhiroop AwasthiNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Interview Questions Big Data AnalyticsDocumento27 pagineInterview Questions Big Data AnalyticsSenthil KumarNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Activity 3 - SolutionsDocumento11 pagineActivity 3 - Solutionsomaralmutawa1Nessuna valutazione finora
- Contoso Sample DAX FormulasDocumento19 pagineContoso Sample DAX FormulasKirk100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- G9SP Operation Manual 2010Documento210 pagineG9SP Operation Manual 2010Alexandre MendesNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Catalogo Philips HearthstartDocumento8 pagineCatalogo Philips HearthstartLicitaciones InbiosNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- 828D DA 1015 en en-USDocumento1.232 pagine828D DA 1015 en en-USДаниил ТиуновNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Himax: Digital Output Module ManualDocumento52 pagineHimax: Digital Output Module ManualRoberto FinaNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Error During Patch 14522699Documento134 pagineError During Patch 14522699Imran ShahidNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Karthik JagadeesanDocumento8 pagineKarthik JagadeesankarthikNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Ukpricelist January 10Documento27 pagineUkpricelist January 10iwantNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Introduction To Transaction Processing Concepts and Theory: Database SystemsDocumento87 pagineIntroduction To Transaction Processing Concepts and Theory: Database SystemsSyed Tahir AliNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Ingress Nginx k8sDocumento17 pagineIngress Nginx k8sAymenNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- License Agreement PDFDocumento2 pagineLicense Agreement PDFNigov ChigovNessuna valutazione finora
- 24-Port Fast Ethernet and 2-Port Gigabit Ethernet Multilayer SwitchDocumento2 pagine24-Port Fast Ethernet and 2-Port Gigabit Ethernet Multilayer Switchcatsoithahuong84Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Packet Tracer Configuring Asa Basic Settings and Firewall Using Cli 1Documento7 paginePacket Tracer Configuring Asa Basic Settings and Firewall Using Cli 1Abc DeNessuna valutazione finora
- 67449-Cisco Unified Communications Manager (CUCM) - Basic Configuration For IP Phone Calls PDFDocumento27 pagine67449-Cisco Unified Communications Manager (CUCM) - Basic Configuration For IP Phone Calls PDFAndy LaunNessuna valutazione finora
- Teh Chin ChainDocumento14 pagineTeh Chin ChainNoelia RevolloNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- StandardDocumento37 pagineStandardjonh dickNessuna valutazione finora
- Manual Web Services I So Bra PrefDocumento43 pagineManual Web Services I So Bra Prefanon_211919506Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Strategic Outsourcing: Dr. S. K. MajumdarDocumento30 pagineStrategic Outsourcing: Dr. S. K. MajumdarArun Kumar T KNessuna valutazione finora
- WINK Whitepaper ZH CNDocumento38 pagineWINK Whitepaper ZH CNDennis tangNessuna valutazione finora
- Adobe Creative Suite 3 Design Premium: Deliver Innovative Ideas in Print, Web, and MobileDocumento18 pagineAdobe Creative Suite 3 Design Premium: Deliver Innovative Ideas in Print, Web, and MobileJonathen HormenNessuna valutazione finora
- Opencv2refman PDFDocumento899 pagineOpencv2refman PDFrosasilbusNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Alphabet Hats BLOGDocumento27 pagineAlphabet Hats BLOGใน นา มี ปูNessuna valutazione finora
- Kelly Hadoop Hyd May 2018Documento14 pagineKelly Hadoop Hyd May 2018dilip kumarNessuna valutazione finora
- MaxDNA Alarm MessagesDocumento67 pagineMaxDNA Alarm Messagesld_ganeshNessuna valutazione finora
- Get Backlinks For Free - Easy Backlink Builder GuideDocumento4 pagineGet Backlinks For Free - Easy Backlink Builder GuidejurarajanNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- I Focus: Echnology For CSECDocumento3 pagineI Focus: Echnology For CSECChad McdonaldNessuna valutazione finora
- Unexpected Text/Html Contenttype in Sap Cloud Platform Integration Message Using Soap AdapterDocumento2 pagineUnexpected Text/Html Contenttype in Sap Cloud Platform Integration Message Using Soap Adapterpeixe.sanguebomNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)