Potrebbero piacerti anche
- HSK 1 Bab 1Documento1 paginaHSK 1 Bab 1budiliaNessuna valutazione finora
- Humidity Sensors Calibration Using Regression MethodsDocumento6 pagineHumidity Sensors Calibration Using Regression MethodsbudiliaNessuna valutazione finora
- EURAMET CG 18 02 - Non Automatic - Weighing - Instruments PDFDocumento83 pagineEURAMET CG 18 02 - Non Automatic - Weighing - Instruments PDFbudiliaNessuna valutazione finora
- Conductivity Theory and Practice - Radiometer Analytical SASDocumento50 pagineConductivity Theory and Practice - Radiometer Analytical SASjumojumo100% (5)
- Electrical TestingDocumento16 pagineElectrical TestingbudiliaNessuna valutazione finora
- EURAMET Cg-20 V 4.0 Calibration of Temperature and or Humidity Controlled EnclosuresDocumento11 pagineEURAMET Cg-20 V 4.0 Calibration of Temperature and or Humidity Controlled EnclosuresRafael DiasNessuna valutazione finora
- TR 1506Documento13 pagineTR 1506budiliaNessuna valutazione finora
- L1 Descriptive Statistics - Graphical 4Documento16 pagineL1 Descriptive Statistics - Graphical 4budiliaNessuna valutazione finora
- Nabl 122 03 PDFDocumento18 pagineNabl 122 03 PDFbudilia100% (1)
- Conductivity Theory and Practice - Radiometer Analytical SASDocumento50 pagineConductivity Theory and Practice - Radiometer Analytical SASjumojumo100% (5)
- Astm E126 13a PDFDocumento7 pagineAstm E126 13a PDFbudiliaNessuna valutazione finora
- Rotavapor R-300 SystemDocumento25 pagineRotavapor R-300 SystembudiliaNessuna valutazione finora
- Traacs-800 Autoanalyzer Operating Instructions: Start-UpDocumento4 pagineTraacs-800 Autoanalyzer Operating Instructions: Start-UpbudiliaNessuna valutazione finora
- Astm E126 13a PDFDocumento7 pagineAstm E126 13a PDFbudiliaNessuna valutazione finora
- Essential OilDocumento3 pagineEssential OilbudiliaNessuna valutazione finora
- GCMS Oils and FatsDocumento32 pagineGCMS Oils and FatsJuan Carlos CamaleNessuna valutazione finora
- GCMS Oils and FatsDocumento32 pagineGCMS Oils and FatsJuan Carlos CamaleNessuna valutazione finora
- Alpinia GalangaDocumento9 pagineAlpinia GalangabudiliaNessuna valutazione finora
- Patchouli OilsDocumento5 paginePatchouli OilsbudiliaNessuna valutazione finora
- Alpinia Calcarata Rosc.Documento11 pagineAlpinia Calcarata Rosc.budiliaNessuna valutazione finora
- 88048001EN Manual 804 Ti Stand PDFDocumento27 pagine88048001EN Manual 804 Ti Stand PDFbudiliaNessuna valutazione finora
- Evaluation of Yield, Quality and Antioxidant Activity of Essential Oil of in Vitro Propagated Kaempferia Galanga Linn.Documento7 pagineEvaluation of Yield, Quality and Antioxidant Activity of Essential Oil of in Vitro Propagated Kaempferia Galanga Linn.budiliaNessuna valutazione finora
- Shimadzu GC 2014Documento14 pagineShimadzu GC 2014budilia100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Coordinator JDDocumento6 pagineCoordinator JDFrans KutumelaNessuna valutazione finora
- Virus Port MikrotikDocumento2 pagineVirus Port MikrotikMaulana KurniantoroNessuna valutazione finora
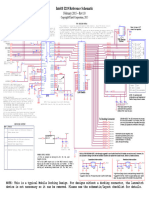
- Intel Ethernet Connection I219 Reference Schematic Rev1 0Documento1 paginaIntel Ethernet Connection I219 Reference Schematic Rev1 0Смартфон СигмаNessuna valutazione finora
- Ochure - Pole Type Structure2Documento16 pagineOchure - Pole Type Structure2Jayita KarNessuna valutazione finora
- PED - 1 - Awareness - Seminar 2014-68-EU Presentation Tulsa June 25 2015Documento53 paginePED - 1 - Awareness - Seminar 2014-68-EU Presentation Tulsa June 25 2015emperor_vamsiNessuna valutazione finora
- Textile Warping NotesDocumento2 pagineTextile Warping NotesKali MuthuNessuna valutazione finora
- MSDS of BortezomibDocumento6 pagineMSDS of BortezomibTowfika IslamNessuna valutazione finora
- Viking Heavy Duty Pumps Series 225 & 4225Documento12 pagineViking Heavy Duty Pumps Series 225 & 4225Ray MundNessuna valutazione finora
- Loading Arms - Emco WheatonDocumento31 pagineLoading Arms - Emco WheatonDayo Idowu0% (1)
- NMMA Type Accepted Components GuideDocumento7 pagineNMMA Type Accepted Components GuideMuhamad ArifNessuna valutazione finora
- Low Molecular PVC HomopolymerDocumento1 paginaLow Molecular PVC HomopolymerHuynh Nam QuangNessuna valutazione finora
- Prodelin 1385Documento33 pagineProdelin 1385bebebrenda100% (1)
- 16 Samss 512Documento40 pagine16 Samss 512siddiq alviNessuna valutazione finora
- Vertical Coalescer Separators For API-1581 Category C Type SDocumento2 pagineVertical Coalescer Separators For API-1581 Category C Type SGaluh AjengNessuna valutazione finora
- Silentknight FACP Farenhyt IFP-1000 PDFDocumento220 pagineSilentknight FACP Farenhyt IFP-1000 PDFwendy vegaNessuna valutazione finora
- PBR Check PointDocumento5 paginePBR Check PointXavier AguilaNessuna valutazione finora
- SCP 8Documento3 pagineSCP 8Abe Sam ThomasNessuna valutazione finora
- Drive Lines, Differentials, and Power TrainsDocumento44 pagineDrive Lines, Differentials, and Power TrainsAnonymous QiMB2lBCJLNessuna valutazione finora
- Marine CatalogueDocumento81 pagineMarine CatalogueAnonymous M0OEZEKoGiNessuna valutazione finora
- PLC To PID Modbus Examples PDFDocumento6 paginePLC To PID Modbus Examples PDFfmj conceptNessuna valutazione finora
- Interview Questions With AnswersDocumento3 pagineInterview Questions With AnswersDarshan GhadiNessuna valutazione finora
- Hotel Los Condes 3DDocumento24 pagineHotel Los Condes 3DGrace de los ReyesNessuna valutazione finora
- Id Fan SopDocumento7 pagineId Fan Soparavindharajan50% (2)
- Srs Diagnosis Epb m139 Oem v2.3Documento35 pagineSrs Diagnosis Epb m139 Oem v2.3thierry42Nessuna valutazione finora
- Introduction To The UPS Developer KitDocumento33 pagineIntroduction To The UPS Developer KitPedroPadronNessuna valutazione finora
- Industrial Screens Brochure JOHNSON SCREENS WFDDocumento16 pagineIndustrial Screens Brochure JOHNSON SCREENS WFDMark JohnsonNessuna valutazione finora
- Astm F894Documento9 pagineAstm F894Hernando Andrés Ramírez Gil100% (1)
- Two Step Cluster AnalysisDocumento10 pagineTwo Step Cluster AnalysisRex Rieta VillavelezNessuna valutazione finora
- CVO Paper PDFDocumento10 pagineCVO Paper PDFvigneshwaran100% (1)
- Flame Relay A 285 K 2.2: For DIN-rail MountingDocumento3 pagineFlame Relay A 285 K 2.2: For DIN-rail MountingMohamed MusaNessuna valutazione finora