Potrebbero piacerti anche
- Principles of High Frequency Induction Tube WeldingDocumento8 paginePrinciples of High Frequency Induction Tube WeldingEthel LopezNessuna valutazione finora
- Lovely Professional University: Topic Cooling Method of The TransformerDocumento9 pagineLovely Professional University: Topic Cooling Method of The Transformershailesh singhNessuna valutazione finora
- Report Dane DiDocumento28 pagineReport Dane DiBathindian VishNessuna valutazione finora
- Online Radio & Electronics Course - 14 - Inductance & XL PDFDocumento8 pagineOnline Radio & Electronics Course - 14 - Inductance & XL PDFDavidNessuna valutazione finora
- Physics Term PaperDocumento11 paginePhysics Term Paperujjwal prakashNessuna valutazione finora
- Transformer Short Circuit Testing and Its Impact On Tap Changer FinalDocumento6 pagineTransformer Short Circuit Testing and Its Impact On Tap Changer Finalsatheesh BabuNessuna valutazione finora
- Answers Six MarksDocumento24 pagineAnswers Six MarksAkash KumarNessuna valutazione finora
- Report On TransformerDocumento20 pagineReport On TransformerNpface100% (1)
- A Two-Stage Power Converter For Welding Applications With Increased Efficiency and Reduced FilteringDocumento6 pagineA Two-Stage Power Converter For Welding Applications With Increased Efficiency and Reduced FilteringIrshad NabiNessuna valutazione finora
- Core Loss TestingDocumento8 pagineCore Loss Testingcompaq1501100% (1)
- Army Public School: Physics Investigatory ProjectDocumento14 pagineArmy Public School: Physics Investigatory ProjectMaxNessuna valutazione finora
- Mig Welding - Setting InductanceDocumento7 pagineMig Welding - Setting InductanceahmedNessuna valutazione finora
- Mig Welding - Setting InductanceDocumento4 pagineMig Welding - Setting InductanceahmedNessuna valutazione finora
- Energy Efficient TRansformersDocumento19 pagineEnergy Efficient TRansformersMahidhar TalapaneniNessuna valutazione finora
- Get Grounded: Protecting Electrical Devices From Lightning TransientsDocumento13 pagineGet Grounded: Protecting Electrical Devices From Lightning Transientsdigit133Nessuna valutazione finora
- Microwave Tube Principles: Neets To Electronic Emission, Tubes, and Power SuppliesDocumento5 pagineMicrowave Tube Principles: Neets To Electronic Emission, Tubes, and Power SupplieshelenarajNessuna valutazione finora
- Electrical TransformersDocumento21 pagineElectrical TransformersPlínio AraújoNessuna valutazione finora
- Power Electronics by D. W. Hart Chapter 06Documento10 paginePower Electronics by D. W. Hart Chapter 06Syed AfzalNessuna valutazione finora
- Comparison of Surge Arrester ModelsDocumento8 pagineComparison of Surge Arrester ModelsBernardo NGNessuna valutazione finora
- Overview & Energy Optimization of Power Distribution TransformersDocumento47 pagineOverview & Energy Optimization of Power Distribution TransformershadrienNessuna valutazione finora
- TransformerDocumento9 pagineTransformerjibrin hamzaNessuna valutazione finora
- Evaluation Study of Performance Analysis & Characteristics of Amorphous Core Transformer For Electrical Distribution SystemDocumento7 pagineEvaluation Study of Performance Analysis & Characteristics of Amorphous Core Transformer For Electrical Distribution SystemSamuel AdamuNessuna valutazione finora
- Shielded Metal Arc Welding (SMAW) Manual Metal Arc Welding Stick WeldingDocumento49 pagineShielded Metal Arc Welding (SMAW) Manual Metal Arc Welding Stick WeldingZakaria Ma'arifNessuna valutazione finora
- EE319 Task #2 Report: Rms - R1 Rms - LDocumento8 pagineEE319 Task #2 Report: Rms - R1 Rms - LHarry BeggyNessuna valutazione finora
- Tirsu - Energy Quality Welding DeviceDocumento4 pagineTirsu - Energy Quality Welding DeviceTirsu MihaiNessuna valutazione finora
- Alternating CurrentDocumento10 pagineAlternating Currentanand011100% (1)
- Effects of Various Process Parameters byDocumento8 pagineEffects of Various Process Parameters byMuhammad FarhalNessuna valutazione finora
- Líneas de Transmisión de Media OndaDocumento10 pagineLíneas de Transmisión de Media OndaAbraham MaravíNessuna valutazione finora
- Erstanding Advanced Inverter and Waveform Controls: DC PulsingDocumento6 pagineErstanding Advanced Inverter and Waveform Controls: DC PulsingahmedNessuna valutazione finora
- Significantly Impedance Compliance: ©2004 IEEEDocumento2 pagineSignificantly Impedance Compliance: ©2004 IEEEZadar BoutiqueNessuna valutazione finora
- Mechanical Stresses in Transformer Windings : by E. BILLIG, DR - Tech., Member, FDocumento17 pagineMechanical Stresses in Transformer Windings : by E. BILLIG, DR - Tech., Member, FleivajNessuna valutazione finora
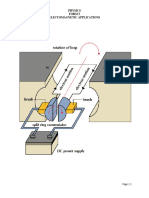
- Physics - Electromagnetic ApplicationsDocumento11 paginePhysics - Electromagnetic ApplicationsjohnreyutadNessuna valutazione finora
- Determining Negative Sequence Currents of Turbine Generator RotorsDocumento6 pagineDetermining Negative Sequence Currents of Turbine Generator RotorsLeticia AlmeidaNessuna valutazione finora
- Qualitative FEM Study of Proximity Loss Reduction by Various Winding Configurations - Part IDocumento7 pagineQualitative FEM Study of Proximity Loss Reduction by Various Winding Configurations - Part Isemih1443Nessuna valutazione finora
- 2008 Vlach OsDocumento51 pagine2008 Vlach Osanurag_jay12464Nessuna valutazione finora
- Extra High Voltage TransmissionDocumento26 pagineExtra High Voltage TransmissionPrabir Kumar PatiNessuna valutazione finora
- Electromagnetic InductionDocumento25 pagineElectromagnetic Inductionbalasubramanian979Nessuna valutazione finora
- Induction Heating Coil Design and Basic DesignDocumento12 pagineInduction Heating Coil Design and Basic DesignMF BarretoNessuna valutazione finora
- Failure, Causes and Analysis of Magnetic Circuit in Power TransformerDocumento8 pagineFailure, Causes and Analysis of Magnetic Circuit in Power TransformerreevamandaNessuna valutazione finora
- What Every Engineer Should Know About Welding ProceduresDocumento13 pagineWhat Every Engineer Should Know About Welding Proceduresarash59_4uNessuna valutazione finora
- Doe Ee21 A18 Group 3 FinalDocumento8 pagineDoe Ee21 A18 Group 3 FinaltracyymendozaNessuna valutazione finora
- Paper 1Documento6 paginePaper 1johnNessuna valutazione finora
- 2007-SPRINGER-Chan-Effects of Bonding Frequency On Au Wedge Wire BondabilityDocumento8 pagine2007-SPRINGER-Chan-Effects of Bonding Frequency On Au Wedge Wire Bondabilityketab_doostNessuna valutazione finora
- Study of Heat Sink EMI Effects in SMPS Circuits: February 2001Documento7 pagineStudy of Heat Sink EMI Effects in SMPS Circuits: February 2001contateste123Nessuna valutazione finora
- AND9201/D The Effect of Pan Material in An Induction Cooker: Application NoteDocumento9 pagineAND9201/D The Effect of Pan Material in An Induction Cooker: Application NoteRajesh RoyNessuna valutazione finora
- PSP by Atif Group-7Documento41 paginePSP by Atif Group-7Awais khanNessuna valutazione finora
- Inductors: Prepared By: Stephie Rose Magno Reanne Joycee CarreraDocumento24 pagineInductors: Prepared By: Stephie Rose Magno Reanne Joycee Carrerasteph100% (1)
- Lightning ArrestersDocumento12 pagineLightning Arrestersvbgiri100% (1)
- Assignment 5Documento14 pagineAssignment 5Arnon PukhrambamNessuna valutazione finora
- Abridgment of Movements of Overhead Line Conductors During Short Circuits - 1927Documento5 pagineAbridgment of Movements of Overhead Line Conductors During Short Circuits - 1927Sirous EghlimiNessuna valutazione finora
- Induction Coil Design and Fabrication PDFDocumento12 pagineInduction Coil Design and Fabrication PDFdtkraeutNessuna valutazione finora
- Effect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFDocumento5 pagineEffect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFSunil KumarNessuna valutazione finora
- Transformador Básico (En Ingles)Documento4 pagineTransformador Básico (En Ingles)jona12345Nessuna valutazione finora
- D.C. Machine - Study NotesDocumento32 pagineD.C. Machine - Study NotesGentle ManNessuna valutazione finora
- Submerge Arc WeldingDocumento7 pagineSubmerge Arc WeldingUsman Saeed KianiNessuna valutazione finora
- The Use of Triggered Current Limitors To Reduce The Prospective Fault Current For High Voltage SystemDocumento3 pagineThe Use of Triggered Current Limitors To Reduce The Prospective Fault Current For High Voltage SystemShailesh ChettyNessuna valutazione finora
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsDa EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNessuna valutazione finora
- Radiant Protection Force Pvt. LTD.,: Col David DevasahayamDocumento13 pagineRadiant Protection Force Pvt. LTD.,: Col David Devasahayamabhilash0029Nessuna valutazione finora
- Shib Mandir, PO-Kadamtala Dist-Darjeeling WB - 734011 JC 18, 3RD Floor, Sector - III Salt Lake City, Kolkata 700098Documento7 pagineShib Mandir, PO-Kadamtala Dist-Darjeeling WB - 734011 JC 18, 3RD Floor, Sector - III Salt Lake City, Kolkata 700098Rohit DhanukaNessuna valutazione finora
- Police Log September 24, 2016Documento14 paginePolice Log September 24, 2016MansfieldMAPoliceNessuna valutazione finora
- Lattner HRT Power Plus Operations ManualDocumento42 pagineLattner HRT Power Plus Operations Manualsabir_munnaNessuna valutazione finora
- InflibnetDocumento3 pagineInflibnetSuhotra GuptaNessuna valutazione finora
- HDMI To MIPI and LVDS To MIPI Converter Rotator Board Solutions From Q VioDocumento2 pagineHDMI To MIPI and LVDS To MIPI Converter Rotator Board Solutions From Q VioSubham KumarNessuna valutazione finora
- Contemporary ArtsDocumento16 pagineContemporary Artsantoinette100% (2)
- Beg 2018 XXDocumento42 pagineBeg 2018 XXFranz Gustavo Vargas MamaniNessuna valutazione finora
- Legal NoticeDocumento3 pagineLegal NoticeT Jayant JaisooryaNessuna valutazione finora
- PRIMARY Vs Secondary Vs TertiaryDocumento1 paginaPRIMARY Vs Secondary Vs TertiaryIshi Pearl Tupaz100% (1)
- Matter and Materials (Grade 6 English)Documento80 pagineMatter and Materials (Grade 6 English)Primary Science Programme100% (5)
- Fin 320 - Individual AssignmentDocumento14 pagineFin 320 - Individual AssignmentAnis Umaira Mohd LutpiNessuna valutazione finora
- Beamer Example: Ethan AltDocumento13 pagineBeamer Example: Ethan AltManh Hoang VanNessuna valutazione finora
- Board of DirectorsDocumento2 pagineBoard of DirectorsjonahsalvadorNessuna valutazione finora
- Product Management Software Director in Austin TX Resume Chad ThreetDocumento2 pagineProduct Management Software Director in Austin TX Resume Chad ThreetChad ThreetNessuna valutazione finora
- 2018-2021 VUMC Nursing Strategic Plan: Vision Core ValuesDocumento1 pagina2018-2021 VUMC Nursing Strategic Plan: Vision Core ValuesAmeng GosimNessuna valutazione finora
- Basic DWDM Components.Documento16 pagineBasic DWDM Components.Pradeep Kumar SahuNessuna valutazione finora
- Annual Premium Statement: Bhupesh GuptaDocumento1 paginaAnnual Premium Statement: Bhupesh GuptaBhupesh GuptaNessuna valutazione finora
- RCU II Open Protocol Communication Manual FV 9 10 31 08 PDFDocumento17 pagineRCU II Open Protocol Communication Manual FV 9 10 31 08 PDFAndrés ColmenaresNessuna valutazione finora
- Cognitive InfocommunicationsDocumento229 pagineCognitive Infocommunicationsradhakodirekka8732Nessuna valutazione finora
- SFA TRAINING MODULE Week 1Documento14 pagineSFA TRAINING MODULE Week 1Ivan Perez100% (1)
- 1 - CV - SwarupaGhosh-Solutions Account ManagerDocumento2 pagine1 - CV - SwarupaGhosh-Solutions Account ManagerprabhujainNessuna valutazione finora
- Product Management Mcnaughton - 0Documento4 pagineProduct Management Mcnaughton - 0Andrey MatusevichNessuna valutazione finora
- Migloo's Day Info SheetDocumento4 pagineMigloo's Day Info SheetCandlewick PressNessuna valutazione finora
- Lotte Advanced Materials Co., LTD.: ISO 9001:2015, KS Q ISO 9001:2015Documento2 pagineLotte Advanced Materials Co., LTD.: ISO 9001:2015, KS Q ISO 9001:2015Tayyab KhanNessuna valutazione finora
- Circular Railway Revival Project - Signaling PDFDocumento151 pagineCircular Railway Revival Project - Signaling PDFpoketupiNessuna valutazione finora
- Fluid Mechanics and Machinery Laboratory Manual: by Dr. N. Kumara SwamyDocumento4 pagineFluid Mechanics and Machinery Laboratory Manual: by Dr. N. Kumara SwamyMD Mahmudul Hasan Masud100% (1)
- Personal Tutor: 11 + MATHS Test 6Documento10 paginePersonal Tutor: 11 + MATHS Test 6siddhant4uNessuna valutazione finora
- Harmonica IntroDocumento5 pagineHarmonica Introapi-26593142100% (1)
- Phyto Pharmacy: Current Concepts and GMP NormsDocumento22 paginePhyto Pharmacy: Current Concepts and GMP NormsSunitha Katta100% (1)