Potrebbero piacerti anche
- Lighting SystemsDocumento7 pagineLighting SystemsSuhas AcharyaNessuna valutazione finora
- Economic ReportDocumento9 pagineEconomic ReportYeeXuan TenNessuna valutazione finora
- A Study Into The True Life Cycle Costs of Electric Motors: 1.1 Project Motivations and Client InterestsDocumento6 pagineA Study Into The True Life Cycle Costs of Electric Motors: 1.1 Project Motivations and Client Interestsemmanuel799Nessuna valutazione finora
- Cost Estimation - Acetone Plant 1 PDFDocumento2 pagineCost Estimation - Acetone Plant 1 PDFDhananjay pathareNessuna valutazione finora
- Pinch TechnologyDocumento38 paginePinch TechnologyPankaj VermaNessuna valutazione finora
- Meyer Coal 2014Documento23 pagineMeyer Coal 2014Molote Erwin MalieheNessuna valutazione finora
- Energy - Efficiency en Data PDFDocumento15 pagineEnergy - Efficiency en Data PDFscribd99190Nessuna valutazione finora
- Hydropower Development in NepalDocumento34 pagineHydropower Development in NepalKapil Pudasaini100% (2)
- Books: Cryogenic Engineering, 2 Edition Distillation Theory and Its Application To Design of Separation UnitsDocumento1 paginaBooks: Cryogenic Engineering, 2 Edition Distillation Theory and Its Application To Design of Separation UnitsRaul tejadaNessuna valutazione finora
- Cost Estimation (August23)Documento51 pagineCost Estimation (August23)Lovely Rain100% (2)
- 2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsDocumento4 pagine2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsjunaidNessuna valutazione finora
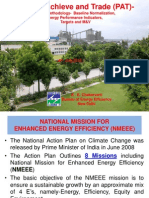
- PAT Scheme in IndiaDocumento44 paginePAT Scheme in IndiarvnesariNessuna valutazione finora
- Pinch Technology, Process Optimization. Case Study - A Wax Extraction Plant PDFDocumento58 paginePinch Technology, Process Optimization. Case Study - A Wax Extraction Plant PDFVirnia PatziNessuna valutazione finora
- SAGC 3rd Published Version December 2021Documento222 pagineSAGC 3rd Published Version December 2021Hamza BousbiaNessuna valutazione finora
- 3.4 HvacDocumento8 pagine3.4 HvacShehryar01Nessuna valutazione finora
- Energy TechnologyDocumento8 pagineEnergy Technologykane velkrimNessuna valutazione finora
- The Pinch AnalysisDocumento7 pagineThe Pinch AnalysisAdriana WagnerNessuna valutazione finora
- Paper - 1 - SetA - QADocumento16 paginePaper - 1 - SetA - QAAhamedulla KhanNessuna valutazione finora
- Pressure Ake Int Absolute Stage Last of Pressure e Arg Disch AbsoluteDocumento8 paginePressure Ake Int Absolute Stage Last of Pressure e Arg Disch Absolutemasih tadayonNessuna valutazione finora
- NTPC - Industrial Training ReportDocumento84 pagineNTPC - Industrial Training ReportMd Khalid Akhtar100% (1)
- Applied EnergyDocumento28 pagineApplied EnergyGaneshNessuna valutazione finora
- 3.2 Electric Motors - Revised (Table Format)Documento8 pagine3.2 Electric Motors - Revised (Table Format)Sumit AgrawalNessuna valutazione finora
- Designs For CO2 RemovalDocumento2 pagineDesigns For CO2 RemovaljuhriloverNessuna valutazione finora
- Economic EvaluationDocumento31 pagineEconomic EvaluationTheepa SubramaniamNessuna valutazione finora
- 11 Idriss Pinch AnalysisDocumento6 pagine11 Idriss Pinch AnalysissukanyagggNessuna valutazione finora
- Case Study Plant RelocationDocumento5 pagineCase Study Plant Relocationviren gupta100% (1)
- Cement IndustryDocumento8 pagineCement IndustryAnusha NeupaneNessuna valutazione finora
- Energy Conservation For Pulp and Paper IndustryDocumento13 pagineEnergy Conservation For Pulp and Paper IndustryNicole PalomaresNessuna valutazione finora
- Oee PDFDocumento5 pagineOee PDFyuniNessuna valutazione finora
- Ganz TurbinaDocumento12 pagineGanz TurbinaRajendran SrnNessuna valutazione finora
- UreaDocumento11 pagineUreanitishNessuna valutazione finora
- Study Guide Certified Energy Managers Exam: Online Self-Evaluation Exam Also AvailableDocumento16 pagineStudy Guide Certified Energy Managers Exam: Online Self-Evaluation Exam Also Availablemypower0% (1)
- Diborane: Click To Edit Master Subtitle StyleDocumento36 pagineDiborane: Click To Edit Master Subtitle StyleSaumya GoelNessuna valutazione finora
- WG's Process Engineers' Codes & StandardsDocumento7 pagineWG's Process Engineers' Codes & StandardsAlpeshNessuna valutazione finora
- Solar Tower TechnologyDocumento29 pagineSolar Tower Technologysanjana16dec100% (1)
- Farah. TalibE - Curriculum VitaeDocumento4 pagineFarah. TalibE - Curriculum VitaeAlexandra ElenaNessuna valutazione finora
- Energy Management and AuditDocumento6 pagineEnergy Management and AuditKumar PranayNessuna valutazione finora
- Chapter No. 1: Catalytic Steam Gasification of MSWDocumento79 pagineChapter No. 1: Catalytic Steam Gasification of MSWMUh Ammar100% (1)
- 3-Capital-Cost-Estimation #1 s19 Fs15 #2 Fs20Documento46 pagine3-Capital-Cost-Estimation #1 s19 Fs15 #2 Fs20Geofrey Sy BajeNessuna valutazione finora
- Feasibility Study of Hydrogen Chloride ProductionDocumento4 pagineFeasibility Study of Hydrogen Chloride ProductionIntratec SolutionsNessuna valutazione finora
- ECO4Documento9 pagineECO4محمد عباس نصارNessuna valutazione finora
- Hilb Ers 2015Documento8 pagineHilb Ers 2015Ha SolevraNessuna valutazione finora
- Lecture 6fDocumento30 pagineLecture 6fhiteshNessuna valutazione finora
- Ch.2 QADocumento9 pagineCh.2 QArogers4759100% (1)
- Two Tank Interacting System PDFDocumento7 pagineTwo Tank Interacting System PDFAppurva TiwariNessuna valutazione finora
- Ida Fahani MD Jaye - Renewable, Local Electricity Generation From Palm Oil Mill Residues A Case Study From Peninsular MalaysiaDocumento289 pagineIda Fahani MD Jaye - Renewable, Local Electricity Generation From Palm Oil Mill Residues A Case Study From Peninsular MalaysiaFred LukeNessuna valutazione finora
- Fuels LiquidDocumento25 pagineFuels Liquidpranay639100% (1)
- Projects Mech 35 36 7 PDFDocumento84 pagineProjects Mech 35 36 7 PDFJesus MaestreNessuna valutazione finora
- Pressure Retarded Osmosis (PRO)Documento8 paginePressure Retarded Osmosis (PRO)vitileeNessuna valutazione finora
- Applied Chemistry and Chemical EngineeringDocumento337 pagineApplied Chemistry and Chemical EngineeringShreyas NikhilNessuna valutazione finora
- Renewble EnergyDocumento13 pagineRenewble Energylily kbNessuna valutazione finora
- Practical Guide To Energy Conservation & ManagementDocumento8 paginePractical Guide To Energy Conservation & ManagementniteshNessuna valutazione finora
- Appendix A - Capital Cost Equations & CurvesDocumento31 pagineAppendix A - Capital Cost Equations & CurvesEng MohammedNessuna valutazione finora
- Industrial Wastewater Treatment - Wikipedia, The Free EncyclopediaDocumento9 pagineIndustrial Wastewater Treatment - Wikipedia, The Free Encyclopediajinu23100% (1)
- Technical and Economic Considerations of Post-Combustion Carbon Capture in A Coal Fired Power PlantDocumento34 pagineTechnical and Economic Considerations of Post-Combustion Carbon Capture in A Coal Fired Power PlantRohan SinghaniyaNessuna valutazione finora
- Low Grade Waste Heat Recovery For Optimized Energy Efficiencies and Enhanced Sustainability in Process Industries A Comprehensive ReviewDocumento12 pagineLow Grade Waste Heat Recovery For Optimized Energy Efficiencies and Enhanced Sustainability in Process Industries A Comprehensive ReviewEhab Sabry100% (1)
- OT - PAP - A.Deshmukh M.Kavade - 2017 - Study & Review of Heat Recovery Systems For SO2 Gas Generation Process in SugarDocumento4 pagineOT - PAP - A.Deshmukh M.Kavade - 2017 - Study & Review of Heat Recovery Systems For SO2 Gas Generation Process in SugarEduardo CandelaNessuna valutazione finora
- Applied SciencesDocumento26 pagineApplied SciencesRamos, Jericho Luiz S.Nessuna valutazione finora
- Chemical Plant Design For The Production of Ammonia Through Haldor Topsoe Process Route: Simulation Using Plant Design Management SystemDocumento9 pagineChemical Plant Design For The Production of Ammonia Through Haldor Topsoe Process Route: Simulation Using Plant Design Management Systemmagdy salehNessuna valutazione finora
- Chemical Engineering by O.P Gupta 1 PDFDocumento207 pagineChemical Engineering by O.P Gupta 1 PDFDHAPA VISHAL100% (2)
- Interview Ethyle Benzene PlantDocumento65 pagineInterview Ethyle Benzene PlantHimanshu BajajNessuna valutazione finora
- Ethics and Values: Assignment 2Documento7 pagineEthics and Values: Assignment 2DHAPA VISHALNessuna valutazione finora
- 14bch065 - Cryogenics Innovative AssignmentDocumento3 pagine14bch065 - Cryogenics Innovative AssignmentDHAPA VISHALNessuna valutazione finora
- Pinchanalysisatoolforefficientuseofenergy 140920130116 Phpapp01 PDFDocumento107 paginePinchanalysisatoolforefficientuseofenergy 140920130116 Phpapp01 PDFDHAPA VISHALNessuna valutazione finora
- REE0913ra LegazpiDocumento6 pagineREE0913ra LegazpiScoopBoyNessuna valutazione finora
- Neurology Condition Assessment Methods: Guillain-Barre Syndrome (GBS) Disability ScoreDocumento15 pagineNeurology Condition Assessment Methods: Guillain-Barre Syndrome (GBS) Disability ScoreMrinmayeeDeshmukhNessuna valutazione finora
- Electrical Circuits 1 QPDocumento7 pagineElectrical Circuits 1 QPKitty MinogueNessuna valutazione finora
- The Guardian Weekly 9-02-2024-2Documento64 pagineThe Guardian Weekly 9-02-2024-2krris.galNessuna valutazione finora
- Mass, Weigth and Density IGCSEDocumento6 pagineMass, Weigth and Density IGCSEsapiniNessuna valutazione finora
- JNTU Old Question Papers 2007Documento8 pagineJNTU Old Question Papers 2007Srinivasa Rao GNessuna valutazione finora
- DEH S4150BT Owners Manual PDFDocumento96 pagineDEH S4150BT Owners Manual PDFfatih konaçoğluNessuna valutazione finora
- Malabar Cements Performance AppraisalDocumento92 pagineMalabar Cements Performance AppraisalDoraiBalamohan0% (1)
- 12abmb2 Group4 Chapter1Documento20 pagine12abmb2 Group4 Chapter1Kenneth Del RosarioNessuna valutazione finora
- Cast Your HoroscopeDocumento27 pagineCast Your HoroscopeSunil ShastriNessuna valutazione finora
- BFD-180-570 DN65 GBDocumento25 pagineBFD-180-570 DN65 GBalexander100% (3)
- Mercedes Benz M272 EngineDocumento28 pagineMercedes Benz M272 EngineJijo Mercy100% (2)
- Serial Interface RS485 (RS422) Configuration InstructionsDocumento20 pagineSerial Interface RS485 (RS422) Configuration Instructionsyana sopian hidayatNessuna valutazione finora
- Case IH Farmall B - Brochure - 0717Documento7 pagineCase IH Farmall B - Brochure - 0717nadeemmohamed555Nessuna valutazione finora
- QB Som He306 2015 2016Documento23 pagineQB Som He306 2015 2016etayhailuNessuna valutazione finora
- Marlinespike - Rope Breaking StrengthDocumento7 pagineMarlinespike - Rope Breaking StrengthAnonymous ycFeyuLAt100% (1)
- Figure Eight Island Homeowners' Association, Inc. Case StudyDocumento16 pagineFigure Eight Island Homeowners' Association, Inc. Case StudyYoong YingNessuna valutazione finora
- School of Chemical Engineering - 20Documento372 pagineSchool of Chemical Engineering - 20biroutiNessuna valutazione finora
- Newton Interviews - Tookie AngusDocumento12 pagineNewton Interviews - Tookie AngusPeter BellNessuna valutazione finora
- System Substation Commissioning TestsDocumento8 pagineSystem Substation Commissioning TestsCvijayakumar100% (1)
- 017 - Chapter 3 - L13Documento6 pagine017 - Chapter 3 - L13nanduslns07Nessuna valutazione finora
- GOLDEN DAWN 1 10 The Banishing Ritual of HexagramDocumento4 pagineGOLDEN DAWN 1 10 The Banishing Ritual of HexagramF_RC86% (7)
- Rule 8. Fire Safety Enforcers Chapter 1. Qualifications of Fire Safety Enforcers Division 1. Minimum RequirementsDocumento13 pagineRule 8. Fire Safety Enforcers Chapter 1. Qualifications of Fire Safety Enforcers Division 1. Minimum Requirementspatitay036817Nessuna valutazione finora
- Oscillations NotesDocumento48 pagineOscillations Notesabdulrehman881122Nessuna valutazione finora
- Prof Budi Wiweko - Protokol Dan Pemantauan Stimulasi Ovarium SederhanaDocumento36 pagineProf Budi Wiweko - Protokol Dan Pemantauan Stimulasi Ovarium SederhanaAnisanang BanjarNessuna valutazione finora
- Festivals of IndiaDocumento51 pagineFestivals of IndiaDhatchayani RamkumarNessuna valutazione finora
- Ovonic Unified Memory OR Phase Change MemoryDocumento37 pagineOvonic Unified Memory OR Phase Change Memoryrockstar_69Nessuna valutazione finora
- Proposed Revisions To Usp Sterile Product - Package Integrity EvaluationDocumento56 pagineProposed Revisions To Usp Sterile Product - Package Integrity EvaluationDarla Bala KishorNessuna valutazione finora
- Sound Healing For Health and Well - BeingDocumento36 pagineSound Healing For Health and Well - Beingtormenta7azul6225100% (9)
- Boiler Sizing Guide PDFDocumento1 paginaBoiler Sizing Guide PDFfmkhan21100% (1)