Potrebbero piacerti anche
- Takt Time: A Guide to the Very Basic Lean CalculationDa EverandTakt Time: A Guide to the Very Basic Lean CalculationValutazione: 5 su 5 stelle5/5 (2)
- Sec D Group 15 LittleField Game AnalysisDocumento12 pagineSec D Group 15 LittleField Game Analysisp13tejp67% (3)
- Littlefield Initial Analysis - Group 1Documento4 pagineLittlefield Initial Analysis - Group 1Manjot100% (1)
- LittlefieldSummaryReport Final TeamAwesomeDocumento4 pagineLittlefieldSummaryReport Final TeamAwesomeAvinash PandeyNessuna valutazione finora
- Littlefield A5 Section ADocumento6 pagineLittlefield A5 Section APraveen PamnaniNessuna valutazione finora
- Littlefield Round 2 ReportDocumento7 pagineLittlefield Round 2 ReportRaja Sekar100% (1)
- Littlefield Technologies Final Report RedesvouzDocumento10 pagineLittlefield Technologies Final Report RedesvouzLuis MonteroNessuna valutazione finora
- A1 - LittlefieldDocumento5 pagineA1 - LittlefieldSwati Agrahari100% (1)
- Little Field Technology FormatDocumento4 pagineLittle Field Technology Formatqiyang84Nessuna valutazione finora
- LittleField A7 Section ADocumento5 pagineLittleField A7 Section APraveen PamnaniNessuna valutazione finora
- Littlefield Simulation ReportDocumento7 pagineLittlefield Simulation ReportSidra SadafNessuna valutazione finora
- Littlefield Simulation Analysis ReportDocumento3 pagineLittlefield Simulation Analysis ReportCorporate keedaNessuna valutazione finora
- Littlefield - Dubai AUT20 PDFDocumento6 pagineLittlefield - Dubai AUT20 PDFruchi gulatiNessuna valutazione finora
- Littlefield Game PlayDocumento4 pagineLittlefield Game Playnakulsehgal0867% (3)
- Littlefield Initial Analysis: Submitted by BM: PPC: Group 9Documento4 pagineLittlefield Initial Analysis: Submitted by BM: PPC: Group 9Manjot75% (4)
- Littlefield Simulation ReportDocumento9 pagineLittlefield Simulation ReportVratavsky100% (4)
- OM Littlefield B1Documento2 pagineOM Littlefield B1Gaurav Kataria100% (4)
- Littlefield Simulation Preparation - S08Documento5 pagineLittlefield Simulation Preparation - S08Prerana Rai BhandariNessuna valutazione finora
- Littlefield Report #1 - Team MoneyDocumento4 pagineLittlefield Report #1 - Team MoneyHaochen Xu100% (1)
- IIMA Sec D Group 15 LittleField Game AnalysisDocumento12 pagineIIMA Sec D Group 15 LittleField Game AnalysisSudeep RujNessuna valutazione finora
- Littlefield SimulationDocumento4 pagineLittlefield Simulationzilikos100% (5)
- Writeup - Littlefield Simulation Part 2Documento5 pagineWriteup - Littlefield Simulation Part 2Harrison NgNessuna valutazione finora
- Little Field ReportDocumento5 pagineLittle Field ReportHimanshu AgrawalNessuna valutazione finora
- Littlefield Simulation 2Documento20 pagineLittlefield Simulation 2Adair Gallo JuniorNessuna valutazione finora
- Littlefield Game - Ug.inventoryDocumento2 pagineLittlefield Game - Ug.inventorySubhanjan BhattacharyaNessuna valutazione finora
- Littlefield Technologies ReportDocumento1 paginaLittlefield Technologies ReportHardik RupareliaNessuna valutazione finora
- Littlefield A6 Section A6Documento5 pagineLittlefield A6 Section A6Arpit Jaiswal100% (1)
- Littlefield Presentation - Group 6Documento12 pagineLittlefield Presentation - Group 6AthahNessuna valutazione finora
- Littlefield Round 2 StrategyDocumento7 pagineLittlefield Round 2 StrategyZhou JerryNessuna valutazione finora
- Forecasting Littlefield LaboratoriesDocumento10 pagineForecasting Littlefield LaboratoriesLeland Coontz IV100% (1)
- Group D4 OM2 Littlefield Simulation ReportDocumento9 pagineGroup D4 OM2 Littlefield Simulation ReportaaaaNessuna valutazione finora
- Little Field 2 Summary and SolutionDocumento11 pagineLittle Field 2 Summary and SolutionYoonjung Kwon100% (6)
- Readme Littlefield Technologies Game Final PGP 2016 PDFDocumento3 pagineReadme Littlefield Technologies Game Final PGP 2016 PDFpeeyushjain2020Nessuna valutazione finora
- Little Field Paper Version 3Documento4 pagineLittle Field Paper Version 3pigcognito100% (1)
- Littlefield Simulation - Action Plan - Group 6Documento6 pagineLittlefield Simulation - Action Plan - Group 6AthahNessuna valutazione finora
- Preparing For The GameDocumento65 paginePreparing For The Gamegaurav86goyalNessuna valutazione finora
- Littlefield - Strategy For SimulationDocumento2 pagineLittlefield - Strategy For Simulationvarun manwanshNessuna valutazione finora
- Little Field Case 2Documento4 pagineLittle Field Case 2Hoàng Long0% (1)
- Littlefield, Version 052809 1158Documento5 pagineLittlefield, Version 052809 1158sagi3011100% (2)
- Little Field Report 1Documento2 pagineLittle Field Report 1Alibaba Lalala100% (1)
- ProblemSet 1Documento2 pagineProblemSet 1Kasra Ladjevardi0% (1)
- Revenue Management at Littlefield Laboratories: BackgroundDocumento3 pagineRevenue Management at Littlefield Laboratories: BackgroundSJNessuna valutazione finora
- Littlefield Paper 1026Documento93 pagineLittlefield Paper 1026jay patelNessuna valutazione finora
- Assignment: Littlefield Simulation - Game 2Documento8 pagineAssignment: Littlefield Simulation - Game 2Sumit SinghNessuna valutazione finora
- Answers To Old Midterm QsDocumento11 pagineAnswers To Old Midterm QsdarshangoshNessuna valutazione finora
- Supply Chain Game Round 2Documento5 pagineSupply Chain Game Round 2douding41163.com100% (1)
- Littlefield Assignment - Introduction and Game 1-2016-17Documento3 pagineLittlefield Assignment - Introduction and Game 1-2016-17Shardul KaushikNessuna valutazione finora
- LittleField Technology CaseDocumento22 pagineLittleField Technology CaseMubeen Qawi0% (2)
- ISYE 3450 SC Game Memo 1 - AmberPressley - BrandonHarrisDocumento6 pagineISYE 3450 SC Game Memo 1 - AmberPressley - BrandonHarrisBrandon Harris100% (1)
- National Cranberry CooperativeDocumento5 pagineNational Cranberry CooperativeRasheeq RayhanNessuna valutazione finora
- Gillette vs. EnergizerDocumento5 pagineGillette vs. EnergizerAshish Singh RainuNessuna valutazione finora
- Operations Management National Cranberry CaseDocumento12 pagineOperations Management National Cranberry CaseKarthik TirupatiNessuna valutazione finora
- National Cranberry CooperativeDocumento14 pagineNational Cranberry CooperativeDenisa A86% (7)
- National Cranberry CooperativeDocumento15 pagineNational Cranberry CooperativeSaswata Banerjee100% (4)
- CranberryDocumento5 pagineCranberrymaverick_659Nessuna valutazione finora
- Cru Rental StudentDocumento19 pagineCru Rental StudentRowann AwsmmNessuna valutazione finora
- NationalCranberryCooperative CaseAnalysisDocumento10 pagineNationalCranberryCooperative CaseAnalysisJishnu RoychaudhuriNessuna valutazione finora
- Cost Per Unit Rs. Rs. Rs. RS.: M. Azeem/Activity Based CostingDocumento4 pagineCost Per Unit Rs. Rs. Rs. RS.: M. Azeem/Activity Based CostingKamran ArifNessuna valutazione finora
- VM Costing ImpDocumento22 pagineVM Costing ImpSinsNessuna valutazione finora
- ABC Costing 2Documento4 pagineABC Costing 2محمد شہبازNessuna valutazione finora
- Assignment On DVADM - WordDocumento7 pagineAssignment On DVADM - WordRavi KumarNessuna valutazione finora
- Assignment 1Documento12 pagineAssignment 1Ravi KumarNessuna valutazione finora
- Automobile Industry Retail Price Equivalent and Indirect Cost MultipliersDocumento71 pagineAutomobile Industry Retail Price Equivalent and Indirect Cost MultipliersRavi KumarNessuna valutazione finora
- Whatever Happens, Happens For GoodDocumento3 pagineWhatever Happens, Happens For GoodRavi KumarNessuna valutazione finora
- SINUMERIKDocumento39 pagineSINUMERIKRavi KumarNessuna valutazione finora
- Cold Forging (2d) Simulation of Cylindrical Part in An Open Die Using AFDEXDocumento12 pagineCold Forging (2d) Simulation of Cylindrical Part in An Open Die Using AFDEXRavi KumarNessuna valutazione finora
- Diesel EngineDocumento29 pagineDiesel EngineRavi KumarNessuna valutazione finora
- Monergism Vs SynsergismDocumento11 pagineMonergism Vs SynsergismPam AgtotoNessuna valutazione finora
- Traveling Salesman ProblemDocumento11 pagineTraveling Salesman ProblemdeardestinyNessuna valutazione finora
- History of The Sikhs by Major Henry Cour PDFDocumento338 pagineHistory of The Sikhs by Major Henry Cour PDFDr. Kamalroop SinghNessuna valutazione finora
- Retailing in IndiaDocumento11 pagineRetailing in IndiaVinod MalkarNessuna valutazione finora
- Essay Rough Draft 19Documento9 pagineEssay Rough Draft 19api-549246767Nessuna valutazione finora
- SSGC-RSGLEG Draft Study On The Applicability of IAL To Cyber Threats Against Civil AviationDocumento41 pagineSSGC-RSGLEG Draft Study On The Applicability of IAL To Cyber Threats Against Civil AviationPrachita AgrawalNessuna valutazione finora
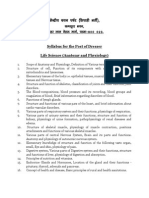
- Syllabus DresserDocumento2 pagineSyllabus DresserVikash Aggarwal50% (2)
- in Strategic Management What Are The Problems With Maintaining A High Inventory As Experienced Previously With Apple?Documento5 paginein Strategic Management What Are The Problems With Maintaining A High Inventory As Experienced Previously With Apple?Priyanka MurthyNessuna valutazione finora
- Pt3 English Module 2018Documento63 paginePt3 English Module 2018Annie Abdul Rahman50% (4)
- German Atv-Dvwk Rules and StandardsDocumento25 pagineGerman Atv-Dvwk Rules and StandardsMehmet Emre Bastopcu100% (1)
- GPS Spoofing (2002-2003)Documento8 pagineGPS Spoofing (2002-2003)Roger JohnstonNessuna valutazione finora
- Lithuania DalinaDocumento16 pagineLithuania DalinaStunt BackNessuna valutazione finora
- Appendix - Pcmc2Documento8 pagineAppendix - Pcmc2Siva PNessuna valutazione finora
- An Exploration of The Ethno-Medicinal Practices Among Traditional Healers in Southwest Cebu, PhilippinesDocumento7 pagineAn Exploration of The Ethno-Medicinal Practices Among Traditional Healers in Southwest Cebu, PhilippinesleecubongNessuna valutazione finora
- 3 Carbohydrates' StructureDocumento33 pagine3 Carbohydrates' StructureDilan TeodoroNessuna valutazione finora
- Test ScienceDocumento2 pagineTest Sciencejam syNessuna valutazione finora
- Financial Accounting 2 SummaryDocumento10 pagineFinancial Accounting 2 SummaryChoong Xin WeiNessuna valutazione finora
- Playful Homeschool Planner - FULLDocumento13 paginePlayful Homeschool Planner - FULLamandalecuyer88Nessuna valutazione finora
- Decision Making and The Role of Manageme PDFDocumento20 pagineDecision Making and The Role of Manageme PDFRaadmaan RadNessuna valutazione finora
- Arnold Ventures Letter To Congressional Social Determinants of Health CaucusDocumento7 pagineArnold Ventures Letter To Congressional Social Determinants of Health CaucusArnold VenturesNessuna valutazione finora
- The Construction of Optimal Portfolio Using Sharpe's Single Index Model - An Empirical Study On Nifty Metal IndexDocumento9 pagineThe Construction of Optimal Portfolio Using Sharpe's Single Index Model - An Empirical Study On Nifty Metal IndexRevanKumarBattuNessuna valutazione finora
- A Case Study of Coustomer Satisfaction in Demat Account At: A Summer Training ReportDocumento110 pagineA Case Study of Coustomer Satisfaction in Demat Account At: A Summer Training ReportDeepak SinghalNessuna valutazione finora
- B122 - Tma03Documento7 pagineB122 - Tma03Martin SantambrogioNessuna valutazione finora
- Dtu Placement BrouchureDocumento25 pagineDtu Placement BrouchureAbhishek KumarNessuna valutazione finora
- 05 x05 Standard Costing & Variance AnalysisDocumento27 pagine05 x05 Standard Costing & Variance AnalysisMary April MasbangNessuna valutazione finora
- Presentation 11Documento14 paginePresentation 11stellabrown535Nessuna valutazione finora
- Article An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2Documento6 pagineArticle An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2nguyenthanhtuan_ecoNessuna valutazione finora
- Grade 7 ExamDocumento3 pagineGrade 7 ExamMikko GomezNessuna valutazione finora
- Unit 7: Anthropology: Q2e Listening & Speaking 4: Audio ScriptDocumento6 pagineUnit 7: Anthropology: Q2e Listening & Speaking 4: Audio ScriptĐại học Bạc Liêu Truyền thông100% (1)
- Hamstring - WikipediaDocumento21 pagineHamstring - WikipediaOmar MarwanNessuna valutazione finora
- Autodesk Fusion 360 Black Book (V 2.0.12670) - Part 1Da EverandAutodesk Fusion 360 Black Book (V 2.0.12670) - Part 1Nessuna valutazione finora
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®Da EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Nessuna valutazione finora
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- A Comprehensive Guide to Video Game Design SchoolsDa EverandA Comprehensive Guide to Video Game Design SchoolsNessuna valutazione finora
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsDa EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsNessuna valutazione finora
- Certified Solidworks Professional Advanced Weldments Exam PreparationDa EverandCertified Solidworks Professional Advanced Weldments Exam PreparationValutazione: 5 su 5 stelle5/5 (1)
- Product Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesDa EverandProduct Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesValutazione: 4 su 5 stelle4/5 (4)