Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- An Investigation of Negative Gravitational Propulsion.Documento33 pagineAn Investigation of Negative Gravitational Propulsion.Armando Milak Pérez100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Su-27 Vs F-15: Predrag Pavlović, Dipl - IngDocumento36 pagineSu-27 Vs F-15: Predrag Pavlović, Dipl - Ingmishanbgd100% (2)
- Aerodynamics KLMDocumento43 pagineAerodynamics KLMarunNessuna valutazione finora
- AcousticsDocumento50 pagineAcousticsalvareszNessuna valutazione finora
- Concorde ExplainedDocumento45 pagineConcorde ExplainedcruzleenoNessuna valutazione finora
- NASA's Contributions To Aeronautics - Volume 1 (Gnv64)Documento973 pagineNASA's Contributions To Aeronautics - Volume 1 (Gnv64)ulys1922Nessuna valutazione finora
- Aeronautics and AstronauticsDocumento194 pagineAeronautics and AstronauticsHimanshu Khatri100% (1)
- Aerodynamics ExamDocumento20 pagineAerodynamics ExamRushav Samant100% (5)
- Elegance in Flight PDFDocumento488 pagineElegance in Flight PDFAndreu Guimerà BuletNessuna valutazione finora
- National Conference On Advances in Armament TechnologyDocumento447 pagineNational Conference On Advances in Armament TechnologyLuptonga67% (3)
- Principles of FlightDocumento456 paginePrinciples of Flightdkskmuiaeemkgftsmr100% (1)
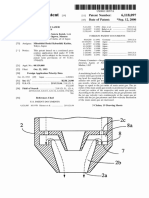
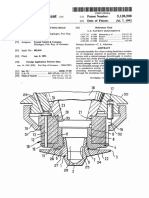
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Documento27 pagineUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENessuna valutazione finora
- Us 5128508 ADocumento5 pagineUs 5128508 Axinfeng HENessuna valutazione finora
- Duan2001 1Documento9 pagineDuan2001 1xinfeng HENessuna valutazione finora
- 3laser Machining AssDocumento1 pagina3laser Machining Assxinfeng HENessuna valutazione finora
- Dissertation Aerospace EngineeringDocumento7 pagineDissertation Aerospace EngineeringPapersHelpUK100% (1)
- Propulsion I: Unit Ii InletsDocumento64 paginePropulsion I: Unit Ii InletsnaveenreddyNessuna valutazione finora
- National Trisonic Aerodynamics FacilitiesDocumento4 pagineNational Trisonic Aerodynamics FacilitieshaivijayanandNessuna valutazione finora
- Multidisciplinary Optimization With Applications To Sonic-Boom MinimizationDocumento24 pagineMultidisciplinary Optimization With Applications To Sonic-Boom MinimizationligNessuna valutazione finora
- Performance-Energy Excess PowerDocumento53 paginePerformance-Energy Excess PowerÇalanyalıoğluNessuna valutazione finora
- Unit - Ii High Speed Wind Tunnels: Part - ADocumento3 pagineUnit - Ii High Speed Wind Tunnels: Part - AEmmanuelJeevanandhanNessuna valutazione finora
- Avia 305Documento8 pagineAvia 305Brennan BeikertNessuna valutazione finora
- Tesi Giada AbateDocumento100 pagineTesi Giada AbateEslam NagyNessuna valutazione finora
- AeroPac 2012 100k' Program Report - CompressedDocumento100 pagineAeroPac 2012 100k' Program Report - Compressedjdemula100% (1)
- Advanced Concept Studies For Supersonic Commercial TransportsEntering Service in The 2018 To 2020 Period.Documento308 pagineAdvanced Concept Studies For Supersonic Commercial TransportsEntering Service in The 2018 To 2020 Period.AvtipsNessuna valutazione finora
- Zbornik Radova Sa OTEH 2014Documento883 pagineZbornik Radova Sa OTEH 2014Aerokosmonautika100% (1)
- Inlet DesignDocumento17 pagineInlet DesignousmanNessuna valutazione finora
- Sonic BoomDocumento43 pagineSonic BoomsubineeeNessuna valutazione finora
- Atpl-Jaa PDFDocumento2.645 pagineAtpl-Jaa PDFSami PadayachyNessuna valutazione finora
- Transonic - Some Airflow Is Subsonic, and Some Is SupersonicDocumento4 pagineTransonic - Some Airflow Is Subsonic, and Some Is SupersonicJoy SisonNessuna valutazione finora
- ' CONCORDE - Flight InternationalDocumento1 pagina' CONCORDE - Flight Internationalproxymo1Nessuna valutazione finora
- Article Air Catapult Transportation For Scribd 1 25 12Documento20 pagineArticle Air Catapult Transportation For Scribd 1 25 12Alexander BolonkinNessuna valutazione finora