Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Aerodynamics FormulasDocumento9 pagineAerodynamics Formulasmargarette reyesNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Rocket Nozzle and Ita Manufacturing MethodologiesDocumento32 pagineRocket Nozzle and Ita Manufacturing MethodologiesKshitiz Sinha100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Fluid Mechanics Cengel (Solutions Manual) Chap12-001Documento34 pagineFluid Mechanics Cengel (Solutions Manual) Chap12-001NURUL SYUHADA BT ISMAIL HAJAR50% (2)
- 10.1007 - 978 1 4020 9340 1Documento396 pagine10.1007 - 978 1 4020 9340 1xinfeng HE100% (1)
- A Detailed Presentation and Implementation Procedure of Axisymmetric Method of Characteristics For Rocket Nozzle DesignDocumento50 pagineA Detailed Presentation and Implementation Procedure of Axisymmetric Method of Characteristics For Rocket Nozzle DesignAnil TamangNessuna valutazione finora
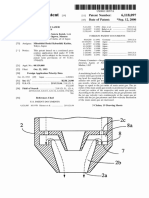
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Documento27 pagineUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENessuna valutazione finora
- Duan2001 1Documento9 pagineDuan2001 1xinfeng HENessuna valutazione finora
- Characterization of The Melt Removal Rate in Laser Cutting of Thick-SectionDocumento9 pagineCharacterization of The Melt Removal Rate in Laser Cutting of Thick-Sectionxinfeng HENessuna valutazione finora
- Us 5128508 ADocumento5 pagineUs 5128508 Axinfeng HENessuna valutazione finora
- 10.1007 - s00170 017 0107 6Documento10 pagine10.1007 - s00170 017 0107 6xinfeng HENessuna valutazione finora
- Computational Fluid Dynamics Study For Flow ofDocumento17 pagineComputational Fluid Dynamics Study For Flow ofxinfeng HENessuna valutazione finora
- 10.1007 - s00170 012 4402 yDocumento15 pagine10.1007 - s00170 012 4402 yxinfeng HENessuna valutazione finora
- Analysis of The DynamicDocumento10 pagineAnalysis of The Dynamicxinfeng HENessuna valutazione finora
- 3laser Machining AssDocumento1 pagina3laser Machining Assxinfeng HENessuna valutazione finora
- 10.1007 - s00170 011 3209 6Documento14 pagine10.1007 - s00170 011 3209 6xinfeng HENessuna valutazione finora
- 1 s2.0 S0735193313002078 MainDocumento6 pagine1 s2.0 S0735193313002078 Mainxinfeng HENessuna valutazione finora
- 1 s2.0 S0143816608001747 MainDocumento8 pagine1 s2.0 S0143816608001747 Mainxinfeng HENessuna valutazione finora
- 1 s2.0 S0141635917301599 MainDocumento28 pagine1 s2.0 S0141635917301599 Mainxinfeng HENessuna valutazione finora
- Wo 2016177596Documento39 pagineWo 2016177596xinfeng HENessuna valutazione finora
- Maximum Discharge ConditionDocumento11 pagineMaximum Discharge ConditionSAHANANessuna valutazione finora
- Unsw Mechanical Thesis DatabaseDocumento8 pagineUnsw Mechanical Thesis Databaserobynchampagnemanchester100% (2)
- Kuliah 12 Aliran KompresibelDocumento67 pagineKuliah 12 Aliran KompresibelherawanadifNessuna valutazione finora
- Compressible Flow in A NozzleDocumento6 pagineCompressible Flow in A NozzleAbhishek MeNessuna valutazione finora
- Nozzle CFD AnalysisDocumento6 pagineNozzle CFD AnalysisPett PeeveNessuna valutazione finora
- Thermalfluid Lab - MEC 554 / LSRC / SCA Rev. 01-2017: Flow Characteristic Through The Convergent-Divergent DuctDocumento27 pagineThermalfluid Lab - MEC 554 / LSRC / SCA Rev. 01-2017: Flow Characteristic Through The Convergent-Divergent DuctAhmad SyamilNessuna valutazione finora
- S2021 Midterm SolutionsDocumento9 pagineS2021 Midterm SolutionsNaseri ShaunNessuna valutazione finora
- Sesi-15.PDF Example But Old Nozzle FlowDocumento42 pagineSesi-15.PDF Example But Old Nozzle FlowyamakunNessuna valutazione finora
- Compressible Flow Tut AddDocumento2 pagineCompressible Flow Tut AddPeter AdamNessuna valutazione finora
- CFD Analysis and Parameter Optimization of Convergent Divergent Nozzle.Documento35 pagineCFD Analysis and Parameter Optimization of Convergent Divergent Nozzle.Navjeet MeshramNessuna valutazione finora
- Applied Thermodynamics NozzleDocumento6 pagineApplied Thermodynamics NozzleKUSHAL MITTALNessuna valutazione finora
- M15 Lecture 4 InletDocumento24 pagineM15 Lecture 4 InletSimranAhluwaliaNessuna valutazione finora
- AEDsys User GuideDocumento35 pagineAEDsys User GuideNadeem Abdul MohammedNessuna valutazione finora
- Ass 11Documento1 paginaAss 11Hawraa AlbahadlyNessuna valutazione finora
- MCQ Thermodynamics Compressible FlowDocumento4 pagineMCQ Thermodynamics Compressible FlowTochi Krishna Abhishek100% (1)
- Flow Through NozzlesDocumento6 pagineFlow Through NozzlesSachin ChaturvediNessuna valutazione finora
- STUCOR - ME8595-TJ (1) - WatermarkDocumento14 pagineSTUCOR - ME8595-TJ (1) - WatermarkMr PerfectNessuna valutazione finora
- Problems Discussed in ClassDocumento3 pagineProblems Discussed in ClassG.Chaitanya KiranNessuna valutazione finora
- Chapter:3 Compressible Flow and Nozzles: I. Important Properties of Compressible FlowsDocumento30 pagineChapter:3 Compressible Flow and Nozzles: I. Important Properties of Compressible FlowsKrishna ChauhanNessuna valutazione finora
- Fluidized Bed Jet MillDocumento5 pagineFluidized Bed Jet Milln73686861Nessuna valutazione finora
- FEEG2003 Exam Paper 2020-21-PrintDocumento12 pagineFEEG2003 Exam Paper 2020-21-Print3220355Nessuna valutazione finora
- Compressible Flow 1Documento52 pagineCompressible Flow 1Corey ThomsonNessuna valutazione finora
- Convergent & Convergent-Divergent Nozzle Performance Lab ReportDocumento25 pagineConvergent & Convergent-Divergent Nozzle Performance Lab ReportAkmal Aiman100% (1)
- Documents - Pub - SPC 407 Supersonic Amp Hypersonic Fluid Dynamics AnsysDocumento41 pagineDocuments - Pub - SPC 407 Supersonic Amp Hypersonic Fluid Dynamics Ansyssun rise1Nessuna valutazione finora
- 105 Project ReportDocumento101 pagine105 Project ReportAlainVillanuevaNessuna valutazione finora
- CFD Analysis of de Laval Nozzle Geometry & Reverse Flow Cavitation PhenomenonDocumento8 pagineCFD Analysis of de Laval Nozzle Geometry & Reverse Flow Cavitation Phenomenondjeffal mohammed amineNessuna valutazione finora