Potrebbero piacerti anche
- Prueba de AdherenciaDocumento1 paginaPrueba de AdherenciaCristian Xavier Avendaño BelloNessuna valutazione finora
- PDFDocumento1.177 paginePDFJR RZNessuna valutazione finora
- p.3.120.02 Trazo y NivelesDocumento18 paginep.3.120.02 Trazo y NivelesVictor Hermilo Dolores MoralesNessuna valutazione finora
- Recomendaciones para Diseño de Sistemas de OxigenoDocumento1 paginaRecomendaciones para Diseño de Sistemas de Oxigenocarlos37Nessuna valutazione finora
- TGN Especificacion Gasoducto (PC y Revestimiento) PDFDocumento96 pagineTGN Especificacion Gasoducto (PC y Revestimiento) PDFAB Francisco JuanNessuna valutazione finora
- Simbología de DiagramasDocumento14 pagineSimbología de DiagramasChemicalProgrammerNessuna valutazione finora
- TES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsDocumento72 pagineTES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsBetoCostaNessuna valutazione finora
- Procedimiento de PH para Tuberias Fatesa-Pht-01-2019.Documento15 pagineProcedimiento de PH para Tuberias Fatesa-Pht-01-2019.ANTONIO CAMACHONessuna valutazione finora
- Fichas Tec Esp PolikenDocumento6 pagineFichas Tec Esp PolikenJose Alberto Gamiño GarciaNessuna valutazione finora
- Sce PC 306 0001 Instalacion de Mantas TermocontraiblesDocumento33 pagineSce PC 306 0001 Instalacion de Mantas TermocontraiblesPablo Paz0% (1)
- Informacion CationesDocumento582 pagineInformacion Cationesdonus2012Nessuna valutazione finora
- TGN M2 ProteccionAnticorrosiva PDFDocumento50 pagineTGN M2 ProteccionAnticorrosiva PDFEmanuel Vega100% (1)
- Informe Ondas Guiadas Icp-2009Documento12 pagineInforme Ondas Guiadas Icp-2009johnj_ramirez100% (1)
- Pitt-Char XP - 2018Documento6 paginePitt-Char XP - 2018Peter CallánNessuna valutazione finora
- ASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFDocumento2 pagineASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFYadir SánchezNessuna valutazione finora
- Chancho Inteligente en WordDocumento172 pagineChancho Inteligente en WordBuen ChiccoNessuna valutazione finora
- HAZOP OleoductoDocumento8 pagineHAZOP OleoductoJosé Marcial Díaz Dávila100% (1)
- Nte - Inen 2316.2008Documento29 pagineNte - Inen 2316.2008David Villamarin100% (1)
- P. para Instalacion de Cubetas.Documento17 pagineP. para Instalacion de Cubetas.Max Lopez RamirezNessuna valutazione finora
- Nag-153 (2006)Documento74 pagineNag-153 (2006)lea_k20038994Nessuna valutazione finora
- Astm g62 EspañolDocumento4 pagineAstm g62 Españolcontrerasmejiamarco100% (1)
- Corrosión InternaDocumento16 pagineCorrosión InternaparatodoxNessuna valutazione finora
- Pam-Ep-Ecu-Fic-07-Esp-003-00-2020-Especificacion de RecubrimientosDocumento65 paginePam-Ep-Ecu-Fic-07-Esp-003-00-2020-Especificacion de RecubrimientosJuan Villavicencio100% (1)
- Manual de Información de La MangueraDocumento44 pagineManual de Información de La MangueraFelipe Zúñiga Paredes100% (1)
- Maxima Presion de Trabajo MAWPDocumento5 pagineMaxima Presion de Trabajo MAWPMauricio ChkNessuna valutazione finora
- ITM024Documento15 pagineITM024John Diego GutierrezNessuna valutazione finora
- 3000711-Pr-016 Procedimiento PH en ValvulasDocumento4 pagine3000711-Pr-016 Procedimiento PH en ValvulasStewin PerezNessuna valutazione finora
- NRF 002 Pemex 2001Documento19 pagineNRF 002 Pemex 2001Jose Espejo L100% (1)
- Parte II Materiales y Soldaduras PolietilenoDocumento217 pagineParte II Materiales y Soldaduras PolietilenorafaelheberNessuna valutazione finora
- Argentina: NormaDocumento25 pagineArgentina: NormaFrancisco PizarroNessuna valutazione finora
- Het-Q-001 Gasoducto Trinidad-Cactus 2014 06 10Documento2 pagineHet-Q-001 Gasoducto Trinidad-Cactus 2014 06 10Yareli de la CruzNessuna valutazione finora
- Inspeccion Mantenimiento Ductos SubmarinosDocumento95 pagineInspeccion Mantenimiento Ductos SubmarinosJavi LealNessuna valutazione finora
- Servicios Industriales (Clase 7) PDFDocumento21 pagineServicios Industriales (Clase 7) PDFCesar Manuel Diaz QuinteroNessuna valutazione finora
- NORMASDocumento1 paginaNORMASjose8528Nessuna valutazione finora
- Velocidad de CorrosionDocumento5 pagineVelocidad de CorrosionMiguel Flores100% (2)
- Accidentes de Gammagrafia PDFDocumento22 pagineAccidentes de Gammagrafia PDFsolrac4371Nessuna valutazione finora
- 111 013 PDFDocumento123 pagine111 013 PDFFreddy Rondonil S100% (1)
- Gestion de Integridad Rollino PCC2 Present R1 Unlocked PDFDocumento204 pagineGestion de Integridad Rollino PCC2 Present R1 Unlocked PDFHebertNessuna valutazione finora
- Gasoductos Asme PDFDocumento4 pagineGasoductos Asme PDFIRANSOLISNessuna valutazione finora
- Trampa ScrapperDocumento27 pagineTrampa Scrapperperea_hernan100% (1)
- Procedimiento Holiday PDFDocumento5 pagineProcedimiento Holiday PDFAriana Sanjuanelo MuñozNessuna valutazione finora
- Calculo de DiametrosDocumento8 pagineCalculo de DiametrosEdwin Gutierrez LunaNessuna valutazione finora
- F79205 Rev 2T Reporte de Prueba de FerritaDocumento1 paginaF79205 Rev 2T Reporte de Prueba de FerritaIván R. Cruz FloresNessuna valutazione finora
- 0 Curso Basico de Válvulas YPFB TRS Rev2 PDFDocumento94 pagine0 Curso Basico de Válvulas YPFB TRS Rev2 PDFbcmaNessuna valutazione finora
- Filtos Tipo Canasta PDFDocumento9 pagineFiltos Tipo Canasta PDFLuby Mary PascuasNessuna valutazione finora
- Presentacion LABOCERT SpaDocumento6 paginePresentacion LABOCERT Spa10081813Nessuna valutazione finora
- Trampa de Chanchos para OleoductoDocumento12 pagineTrampa de Chanchos para Oleoductoliliana100% (1)
- PEMEX-EST-TD-297-2018 Rev 0 SISTEMAS DE TUBERIAS Y SISTEMA DE DUCTOS - ADQUISICION - JUNTAS AISLANTES TIPO MONOBLOCKDocumento15 paginePEMEX-EST-TD-297-2018 Rev 0 SISTEMAS DE TUBERIAS Y SISTEMA DE DUCTOS - ADQUISICION - JUNTAS AISLANTES TIPO MONOBLOCKSony Glz100% (1)
- API 650 Edition 2020-456-460 (Traducido)Documento5 pagineAPI 650 Edition 2020-456-460 (Traducido)Blas Carbajal100% (1)
- Teletest Focus + WiFi - EspañolDocumento1 paginaTeletest Focus + WiFi - EspañolEnrique AntonioNessuna valutazione finora
- ManguitoDocumento7 pagineManguitoAlejandro GonzálezNessuna valutazione finora
- Seleccion Reguladores de PresionDocumento1 paginaSeleccion Reguladores de PresionEduardo Jose Tello del pinoNessuna valutazione finora
- NCh3152 c2008Documento48 pagineNCh3152 c2008Diego Cordova RamosNessuna valutazione finora
- Vdocuments - Es Nch3152 2008Documento32 pagineVdocuments - Es Nch3152 2008john fuentesNessuna valutazione finora
- NCh3152 2008Documento32 pagineNCh3152 2008Sergio Alejandro Godoy GallardoNessuna valutazione finora
- 3011-1 of 2007Documento34 pagine3011-1 of 2007MARCOSNessuna valutazione finora
- NCh2476 2000Documento31 pagineNCh2476 2000Cristian CortesNessuna valutazione finora
- NCh03161 02 2008 047Documento45 pagineNCh03161 02 2008 047Oscar Clasing J.Nessuna valutazione finora
- NCh03245 2010 043 PDFDocumento52 pagineNCh03245 2010 043 PDFdialixhNessuna valutazione finora
- NCh2095 2 2000 PDFDocumento47 pagineNCh2095 2 2000 PDFfedcortesNessuna valutazione finora
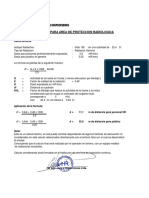
- Cálculo de Distancia de Operación y Publico HR Iridio 192Documento1 paginaCálculo de Distancia de Operación y Publico HR Iridio 192Enrique Antonio100% (1)
- Autorizacion OperacionDocumento1 paginaAutorizacion OperacionEnrique AntonioNessuna valutazione finora
- SKL WP2 Product Data Sheet EspanolDocumento2 pagineSKL WP2 Product Data Sheet EspanolEnrique AntonioNessuna valutazione finora
- SKL SP2 Aerosol Tinta PenetranteDocumento6 pagineSKL SP2 Aerosol Tinta Penetrantefercho2581Nessuna valutazione finora
- SKL WP2 Product Data Sheet EspanolDocumento2 pagineSKL WP2 Product Data Sheet EspanolEnrique AntonioNessuna valutazione finora
- Liquidos PenetrantesDocumento70 pagineLiquidos PenetrantesHelga Viviana AlmeidaNessuna valutazione finora
- Procedimiento Sold. TermofusiónDocumento12 pagineProcedimiento Sold. TermofusiónEnrique AntonioNessuna valutazione finora
- Manual de Soldadura Oerlikon Exsa S ADocumento146 pagineManual de Soldadura Oerlikon Exsa S Amadenicola10100% (3)
- Dosimeter InstructionsDocumento3 pagineDosimeter InstructionsEnrique AntonioNessuna valutazione finora
- Norma ASME SoldaduraDocumento275 pagineNorma ASME SoldaduraWilliam F. León97% (30)
- CR Radiogradia ComputarizadaDocumento11 pagineCR Radiogradia ComputarizadaEnrique AntonioNessuna valutazione finora
- NCh3152 2008Documento32 pagineNCh3152 2008Sergio Alejandro Godoy GallardoNessuna valutazione finora
- Tipos de Evaporadores Eyectores y Bombas de VacioDocumento21 pagineTipos de Evaporadores Eyectores y Bombas de Vacioevelyn0% (1)
- Actividad 2.3 Ejercicios Con FuncionesDocumento5 pagineActividad 2.3 Ejercicios Con FuncionesMajo ContrerasNessuna valutazione finora
- Codigo Proyecto DatatablesDocumento18 pagineCodigo Proyecto DatatablesEnrique JaimesNessuna valutazione finora
- Patología de Proyectos PDFDocumento116 paginePatología de Proyectos PDFzejuanNessuna valutazione finora
- Calculo de Engranajes de Dientes RectosDocumento5 pagineCalculo de Engranajes de Dientes RectosAlexis Brayan Ricaldi GonzalesNessuna valutazione finora
- Manual Ceremonias de GradoDocumento19 pagineManual Ceremonias de GradoUniversidad de Antioquia100% (1)
- 3.2.1 FrisoDocumento2 pagine3.2.1 FrisoJOHANNA MARIA GONZALEZ PINEDANessuna valutazione finora
- Carrier Centrifuga 19xrDocumento20 pagineCarrier Centrifuga 19xrJorge Perez CorreaNessuna valutazione finora
- FINAL - Tema 1 Introduccion A La Seguridad InformaticaDocumento37 pagineFINAL - Tema 1 Introduccion A La Seguridad Informaticaespinosafausto4764Nessuna valutazione finora
- Diagnostico de Control InternoDocumento10 pagineDiagnostico de Control InternoEvitaRiveraNessuna valutazione finora
- Investigacion Unidad 5Documento1 paginaInvestigacion Unidad 5Javier EspinozaNessuna valutazione finora
- Myra LevineDocumento3 pagineMyra LevineMichy RodríguezNessuna valutazione finora
- PULPACA Final PDFDocumento25 paginePULPACA Final PDFnilmacedeno21Nessuna valutazione finora
- Empaques de MetalDocumento13 pagineEmpaques de MetalJose Alfredo0% (2)
- Sesion IDocumento20 pagineSesion IMiguel Angel Diaz EspinoNessuna valutazione finora
- Amplificador NF Con Tubo PCL86 o ECL86 PDFDocumento7 pagineAmplificador NF Con Tubo PCL86 o ECL86 PDFEmilio EscalanteNessuna valutazione finora
- Pin TuraDocumento21 paginePin Turasebastian0210_401439Nessuna valutazione finora
- Construccion de Un Relleno Sanitario en El Municipio de PamplonitaDocumento7 pagineConstruccion de Un Relleno Sanitario en El Municipio de Pamplonitapokaluz2318Nessuna valutazione finora
- Elementos Del EmbragueDocumento11 pagineElementos Del Embraguecidia7314Nessuna valutazione finora
- Certificado en Español Zyx45Documento1 paginaCertificado en Español Zyx45LUIS EDUARDO CAREY VIDESNessuna valutazione finora
- Cuadro Comparativo Gestion Financiera UdesDocumento3 pagineCuadro Comparativo Gestion Financiera UdesLudoteca Oreste Síndici Nilo Cundinamarca100% (2)
- Check List Tecle ElectricoDocumento25 pagineCheck List Tecle ElectricoAzmabeth Césped Retamal100% (1)
- Participar para Incidir GUÍA LGBTIDocumento15 pagineParticipar para Incidir GUÍA LGBTIMiguel Angel Barriga TaleroNessuna valutazione finora
- Presentaciones YOUTUBE PDFDocumento18 paginePresentaciones YOUTUBE PDFmicrosmack0% (1)
- Manual de Procedimioento Del Centro de ProduccionDocumento13 pagineManual de Procedimioento Del Centro de ProduccionnelynancychoquehuancNessuna valutazione finora
- Guia Prueba de SecuenciasDocumento15 pagineGuia Prueba de SecuenciasandreaNessuna valutazione finora
- Partes de Una Central HidroelectricaDocumento9 paginePartes de Una Central HidroelectricaJuri Armet Saret100% (1)
- Empaquetadura Subaru Rex 600Documento2 pagineEmpaquetadura Subaru Rex 600RodolfoArayaCarvajal100% (2)
- Control de Temperatura de Un Horno EléctricoDocumento90 pagineControl de Temperatura de Un Horno EléctricoAcuña JavierNessuna valutazione finora
- Ejercicios U PDFDocumento6 pagineEjercicios U PDFRicardo ÁlvarezNessuna valutazione finora