Potrebbero piacerti anche
- Weldability of Materials-Stainless SteelsDocumento2 pagineWeldability of Materials-Stainless SteelsJanakiramNessuna valutazione finora
- Weldability of Materials-Nickel&AlloysDocumento3 pagineWeldability of Materials-Nickel&AlloysJanakiramNessuna valutazione finora
- Broc Fmp30 Feritscope 902-039 enDocumento8 pagineBroc Fmp30 Feritscope 902-039 enJanakiramNessuna valutazione finora
- Measurement of Arc Welding ParametersDocumento2 pagineMeasurement of Arc Welding ParametersJanakiramNessuna valutazione finora
- Heat Treatment of Welded Joints Part 2 PDFDocumento2 pagineHeat Treatment of Welded Joints Part 2 PDFJanakiramNessuna valutazione finora
- Heat Treatment-Part 3 PDFDocumento3 pagineHeat Treatment-Part 3 PDFJanakiramNessuna valutazione finora
- Weldability of Materials-SteelsDocumento3 pagineWeldability of Materials-SteelsJanakiramNessuna valutazione finora
- Heat Treatment of Welded Joints Part 1 PDFDocumento3 pagineHeat Treatment of Welded Joints Part 1 PDFJanakiramNessuna valutazione finora
- Causes and Acceptance of Geometric Imperfection Part 1Documento4 pagineCauses and Acceptance of Geometric Imperfection Part 1JanakiramNessuna valutazione finora
- Welding Consumables Part 1Documento2 pagineWelding Consumables Part 1JanakiramNessuna valutazione finora
- Welding Consumables Part 3Documento3 pagineWelding Consumables Part 3JanakiramNessuna valutazione finora
- Effect of Heat InputDocumento5 pagineEffect of Heat InputJanakiramNessuna valutazione finora
- Oxyfuel Cutting-Process and Fuel GaasDocumento3 pagineOxyfuel Cutting-Process and Fuel GaasJanakiramNessuna valutazione finora
- Welding Consumables Part 5Documento3 pagineWelding Consumables Part 5JanakiramNessuna valutazione finora
- Welding Consumables Part 2Documento2 pagineWelding Consumables Part 2JanakiramNessuna valutazione finora
- Oxy Acetylene Welding&Cutting&HeatingDocumento3 pagineOxy Acetylene Welding&Cutting&HeatingJanakiramNessuna valutazione finora
- Heat Treatment of Welded Joints Part 2Documento2 pagineHeat Treatment of Welded Joints Part 2JanakiramNessuna valutazione finora
- Oral Questions For Wis 5Documento1 paginaOral Questions For Wis 5panel_christoNessuna valutazione finora
- Cutting Process-Laser CuttingDocumento3 pagineCutting Process-Laser CuttingJanakiramNessuna valutazione finora
- Cutting Processes-Applications of Oxyfuel CuttingDocumento4 pagineCutting Processes-Applications of Oxyfuel CuttingJanakiramNessuna valutazione finora
- 9 77 Pages Mutiple Questions For CSWIP Question Answers Solved Past Papers Cswip 3.1Documento77 pagine9 77 Pages Mutiple Questions For CSWIP Question Answers Solved Past Papers Cswip 3.1Umah SangarNessuna valutazione finora
- Air Carbon&Arc GougingDocumento2 pagineAir Carbon&Arc GougingJanakiram100% (1)
- Heat Treatment-Part 3Documento3 pagineHeat Treatment-Part 3JanakiramNessuna valutazione finora
- Cutting Process-Plasma Arc CuttingDocumento4 pagineCutting Process-Plasma Arc CuttingJanakiramNessuna valutazione finora
- Cutting Processes-Applications of Oxyfuel CuttingDocumento4 pagineCutting Processes-Applications of Oxyfuel CuttingJanakiramNessuna valutazione finora
- Heat Treatment of Welded Joints Part 4Documento3 pagineHeat Treatment of Welded Joints Part 4JanakiramNessuna valutazione finora
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDocumento48 pagineShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNessuna valutazione finora
- 9 77 Pages Mutiple Questions For CSWIP Question Answers Solved Past Papers Cswip 3.1Documento77 pagine9 77 Pages Mutiple Questions For CSWIP Question Answers Solved Past Papers Cswip 3.1Umah SangarNessuna valutazione finora
- Heat Treatment of Welded Joints Part 1Documento3 pagineHeat Treatment of Welded Joints Part 1JanakiramNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 3 Grinding ProcessDocumento17 pagine3 Grinding Processrabbi35_me10100% (2)
- Armco Installation InstructionsDocumento17 pagineArmco Installation InstructionsAbdul Mufid100% (1)
- BS 2569-2 PDFDocumento13 pagineBS 2569-2 PDFjperdigon9634100% (2)
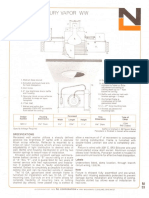
- NL Corporation M3112 175w MV R40 Baffle Wall Wash Downlight Spec Sheet 10-75Documento2 pagineNL Corporation M3112 175w MV R40 Baffle Wall Wash Downlight Spec Sheet 10-75Alan MastersNessuna valutazione finora
- Problemas de Concentracion de EsfuerzosDocumento7 pagineProblemas de Concentracion de EsfuerzosJonathan MendozaNessuna valutazione finora
- M05 MicroKom Hi-FlexDocumento16 pagineM05 MicroKom Hi-Flexjimmy_bikerNessuna valutazione finora
- Electricity Lesson 1: Electron TheoryDocumento11 pagineElectricity Lesson 1: Electron TheoryMarie GonzalesNessuna valutazione finora
- Formwork ManualDocumento20 pagineFormwork ManualYo Soy MasriNessuna valutazione finora
- M4-NF High Speed Steel Metaux-SolutionsDocumento2 pagineM4-NF High Speed Steel Metaux-SolutionsLaurent MorgeNessuna valutazione finora
- A84 - Y0013 D Nghisongwa 130513 001 s03 A Water Tank StandDocumento1 paginaA84 - Y0013 D Nghisongwa 130513 001 s03 A Water Tank StandAmit100% (1)
- Hot Chamber Die Casting MachineDocumento3 pagineHot Chamber Die Casting MachineAnand BossNessuna valutazione finora
- Surface Condenser: Applications of Surface Condensers and Requirement of Surface CondenserDocumento17 pagineSurface Condenser: Applications of Surface Condensers and Requirement of Surface Condenserdroffilcz27100% (1)
- Mechanical Design and Material Selection for Process EquipmentDocumento26 pagineMechanical Design and Material Selection for Process EquipmentibicengNessuna valutazione finora
- Heat treatment and steel processes guideDocumento12 pagineHeat treatment and steel processes guidevjtiitNessuna valutazione finora
- PT BM 183 DC 00007 PWHT ProcedureDocumento7 paginePT BM 183 DC 00007 PWHT Procedureeldobie3100% (1)
- Res SpecificationDocumento3 pagineRes SpecificationHeri SetyantoNessuna valutazione finora
- Synthesis of Piperidine - MGP Buffat - Tetrahedron, 2004, 60 (8), 1701-1729Documento29 pagineSynthesis of Piperidine - MGP Buffat - Tetrahedron, 2004, 60 (8), 1701-1729muopioidreceptor100% (1)
- EFM - Unit 2 - Engineering Materials (Edited)Documento23 pagineEFM - Unit 2 - Engineering Materials (Edited)truong100% (1)
- 10 - Mineral GroupsDocumento14 pagine10 - Mineral Groupsmoza100% (1)
- Stainless Steel Products PDFDocumento72 pagineStainless Steel Products PDFlemuel bacsaNessuna valutazione finora
- Press Tool Design GuideDocumento30 paginePress Tool Design Guideਹਰਪ੍ਰੀਤ ਸਿੰਘNessuna valutazione finora
- HardeningDocumento6 pagineHardeningRichardo AdhitamaNessuna valutazione finora
- Sdgcover Arup HandbookDocumento4 pagineSdgcover Arup HandbookmhanNessuna valutazione finora
- Astm A479Documento8 pagineAstm A479Orlando Rojas100% (3)
- JSW Salem - 22-5-18 PDFDocumento25 pagineJSW Salem - 22-5-18 PDFRyaz AhamedNessuna valutazione finora
- Steel Industries in IndiaDocumento28 pagineSteel Industries in IndiaVivek NesaNessuna valutazione finora
- Internal Resistance To Corrosion in Structural Hollow Sections PDFDocumento48 pagineInternal Resistance To Corrosion in Structural Hollow Sections PDFjemanuelvNessuna valutazione finora
- Underground Cable Rev4 15oct09Documento16 pagineUnderground Cable Rev4 15oct09najiruddinshaikNessuna valutazione finora
- Gate, Check, Globe Valve - BonnetiDocumento14 pagineGate, Check, Globe Valve - BonnetiGarry Bernard NelsonNessuna valutazione finora