Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- HMMWV TM 9-2320-387-24-1 Maintenance Vol 1 PDFDocumento1.704 pagineHMMWV TM 9-2320-387-24-1 Maintenance Vol 1 PDFabduallah muhammadNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- DIGIPRO 1000s REV2.0.pdf Manuel Pancho PDFDocumento5 pagineDIGIPRO 1000s REV2.0.pdf Manuel Pancho PDFJohnny Tenezaca Duarte50% (2)
- BWDB Item Rate 2019-20Documento47 pagineBWDB Item Rate 2019-20Alamgir Hossain72% (32)
- Welding ReportDocumento10 pagineWelding ReportEboyzZ81% (16)
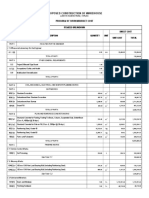
- Proposed Construction of WarehouseDocumento59 pagineProposed Construction of WarehouseFerdinand Fragata Ramiterre100% (1)
- Tata Motors Pestle AnalysisDocumento2 pagineTata Motors Pestle Analysispushpraj rastogi100% (1)
- LAK NBS 25 - 10 XX T A 3001 A4 C01 Spec - WallsDocumento24 pagineLAK NBS 25 - 10 XX T A 3001 A4 C01 Spec - WallsSofoniyas WorknehNessuna valutazione finora
- Broc Fmp30 Feritscope 902-039 enDocumento8 pagineBroc Fmp30 Feritscope 902-039 enJanakiramNessuna valutazione finora
- Welding Consumables Part 2Documento2 pagineWelding Consumables Part 2JanakiramNessuna valutazione finora
- Heat Treatment of Welded Joints Part 1 PDFDocumento3 pagineHeat Treatment of Welded Joints Part 1 PDFJanakiramNessuna valutazione finora
- Air Carbon&Arc GougingDocumento2 pagineAir Carbon&Arc GougingJanakiram100% (1)
- Cswip 3.1 QaDocumento54 pagineCswip 3.1 QaJanakiram100% (2)
- Csna15204enc 001Documento254 pagineCsna15204enc 001virat kohliNessuna valutazione finora
- Multi-Tank Cleaning Consoles: Which Include Multiple Processing StagesDocumento3 pagineMulti-Tank Cleaning Consoles: Which Include Multiple Processing StagesPhạm Bá HiếuNessuna valutazione finora
- EQ Engineering PowerPoint PresentationDocumento330 pagineEQ Engineering PowerPoint PresentationJunnoKaiserNessuna valutazione finora
- Lincoln Laser PolygonsTech Paper 2 17 2015 PDFDocumento35 pagineLincoln Laser PolygonsTech Paper 2 17 2015 PDFAndrei TaranuNessuna valutazione finora
- POL SafetyDocumento25 paginePOL SafetyGrady Hopkins100% (1)
- Manual GuideDocumento6 pagineManual GuideDeysi CardenasNessuna valutazione finora
- E 4575 Dry Ice Solid Carbon Dioxide Safety Data Sheet SdsDocumento9 pagineE 4575 Dry Ice Solid Carbon Dioxide Safety Data Sheet Sdsjohnpatt888Nessuna valutazione finora
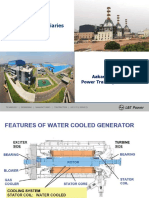
- Generator AuxiliariesDocumento39 pagineGenerator Auxiliariesharry2586Nessuna valutazione finora
- Romax7300 PDFDocumento2 pagineRomax7300 PDFdalton2003Nessuna valutazione finora
- ASTM-D570-98 - Water Absorption of Plastics1Documento2 pagineASTM-D570-98 - Water Absorption of Plastics1Ruwan Sampath WickramathilakaNessuna valutazione finora
- Mechanical Seal PumpDocumento24 pagineMechanical Seal PumpPhanhai KakaNessuna valutazione finora
- P004087 Leichtlauf Energy 0W 40 17 en - GBDocumento1 paginaP004087 Leichtlauf Energy 0W 40 17 en - GBHalil Marcelo SejkicNessuna valutazione finora
- Localizacion de Fusibles 2Documento6 pagineLocalizacion de Fusibles 2ING. RUBENSNessuna valutazione finora
- Wilo 29393Documento94 pagineWilo 29393Aida RovcaninNessuna valutazione finora
- Model Building Estimate With Standard Revised Data SSR 2012 13 Useful For All Engineering Dpartments1Documento10 pagineModel Building Estimate With Standard Revised Data SSR 2012 13 Useful For All Engineering Dpartments1kmmansafNessuna valutazione finora
- JPID-Vol-04-Issue-01-Article06Documento5 pagineJPID-Vol-04-Issue-01-Article06mahaNessuna valutazione finora
- MV & HV Motors PDFDocumento9 pagineMV & HV Motors PDFMochammad Waris SNessuna valutazione finora
- Rate Analysis: SL. No Labour/Material/Others Day Quatity/10m3 Rate Per Amount in RsDocumento9 pagineRate Analysis: SL. No Labour/Material/Others Day Quatity/10m3 Rate Per Amount in Rsmuralidhar munireddyNessuna valutazione finora
- A Guide For Flammable and Combustible Liquids: Under The Work Health and Safety Act 2011Documento18 pagineA Guide For Flammable and Combustible Liquids: Under The Work Health and Safety Act 2011overlord5555Nessuna valutazione finora
- Glo Sikaplan WP WT TapesDocumento8 pagineGlo Sikaplan WP WT Tapesahmedmido14Nessuna valutazione finora
- MIG Welding: An Introduction ToDocumento16 pagineMIG Welding: An Introduction ToEKNessuna valutazione finora
- Elastomeric Impression MaterialsDocumento6 pagineElastomeric Impression MaterialsMarlene CasayuranNessuna valutazione finora
- MCR - Roofing System: Technical DataDocumento14 pagineMCR - Roofing System: Technical DatashiraNessuna valutazione finora