Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Determination of Emf by Compensation MethodDocumento8 pagineDetermination of Emf by Compensation MethodalyNessuna valutazione finora
- Cable Schedule TemplateDocumento1 paginaCable Schedule TemplatevarunNessuna valutazione finora
- TV Rptrs RPTR 118Documento10 pagineTV Rptrs RPTR 118Benjamin DoverNessuna valutazione finora
- TV Rptrs RPTR 122Documento10 pagineTV Rptrs RPTR 122Benjamin DoverNessuna valutazione finora
- Battleship IOWA EventDocumento1 paginaBattleship IOWA EventBenjamin DoverNessuna valutazione finora
- Merci Train Box CarsDocumento2 pagineMerci Train Box CarsBenjamin DoverNessuna valutazione finora
- Bogen Amplifier - Gs-SeriesDocumento20 pagineBogen Amplifier - Gs-SeriesBenjamin DoverNessuna valutazione finora
- TV Rptrs RPTR 135Documento11 pagineTV Rptrs RPTR 135Benjamin DoverNessuna valutazione finora
- TV Rptrs RPTR 120revDocumento12 pagineTV Rptrs RPTR 120revBenjamin DoverNessuna valutazione finora
- Nature Power 110 Watt Solar Panel KitDocumento10 pagineNature Power 110 Watt Solar Panel KitBenjamin DoverNessuna valutazione finora
- Radio Shack Pro-2040Documento44 pagineRadio Shack Pro-2040Benjamin DoverNessuna valutazione finora
- TV Rptrs RPTR 121 1Documento12 pagineTV Rptrs RPTR 121 1Benjamin DoverNessuna valutazione finora
- ZyXEL - NAS326 - 6Documento6 pagineZyXEL - NAS326 - 6Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-109Documento9 pagineBoulder Amateur TV Repeater's Newsletter-109Benjamin DoverNessuna valutazione finora
- Rca Remote Rcr412s - OmDocumento21 pagineRca Remote Rcr412s - OmBenjamin DoverNessuna valutazione finora
- Camera Lens Sizes, Mounts & AdaptersDocumento11 pagineCamera Lens Sizes, Mounts & AdaptersBenjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-112Documento13 pagineBoulder Amateur TV Repeater's Newsletter-112Benjamin DoverNessuna valutazione finora
- ZyXEL - NAS326 - V5.21 - Ed4Documento341 pagineZyXEL - NAS326 - V5.21 - Ed4Benjamin DoverNessuna valutazione finora
- HR9670 Amateur Radio Emergency Preparedness ActDocumento14 pagineHR9670 Amateur Radio Emergency Preparedness ActBenjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-111revDocumento9 pagineBoulder Amateur TV Repeater's Newsletter-111revBenjamin DoverNessuna valutazione finora
- Hoshizaki IM-500SAA Icemaker Service ManualDocumento39 pagineHoshizaki IM-500SAA Icemaker Service ManualBenjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-107Documento11 pagineBoulder Amateur TV Repeater's Newsletter-107Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-108Documento9 pagineBoulder Amateur TV Repeater's Newsletter-108Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-110Documento11 pagineBoulder Amateur TV Repeater's Newsletter-110Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-105Documento10 pagineBoulder Amateur TV Repeater's Newsletter-105Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-106-2Documento13 pagineBoulder Amateur TV Repeater's Newsletter-106-2Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-101Documento12 pagineBoulder Amateur TV Repeater's Newsletter-101Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-104Documento14 pagineBoulder Amateur TV Repeater's Newsletter-104Benjamin DoverNessuna valutazione finora
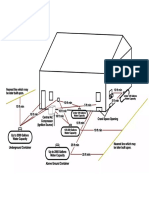
- Propane Tank Location GuideDocumento1 paginaPropane Tank Location GuideBenjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-98Documento11 pagineBoulder Amateur TV Repeater's Newsletter-98Benjamin DoverNessuna valutazione finora
- TV Rptrs RPTR 113Documento11 pagineTV Rptrs RPTR 113Benjamin DoverNessuna valutazione finora
- Boulder Amateur TV Repeater's Newsletter-99Documento11 pagineBoulder Amateur TV Repeater's Newsletter-99Benjamin DoverNessuna valutazione finora
- LG OLED TV Owner's Manual For OLED CX ModelsDocumento33 pagineLG OLED TV Owner's Manual For OLED CX ModelsTom KakanowskiNessuna valutazione finora
- 3DOF Ball On Plate Using Closed Loop Stepper MotorDocumento14 pagine3DOF Ball On Plate Using Closed Loop Stepper Motorlongcasey90Nessuna valutazione finora
- Fig. 4.1: Different TransistorsDocumento10 pagineFig. 4.1: Different Transistorsmsicoie1851Nessuna valutazione finora
- Pasolink V4 v1.3 PDFDocumento108 paginePasolink V4 v1.3 PDFDragan Stanic100% (2)
- System Components Installation Instructions: NotesDocumento2 pagineSystem Components Installation Instructions: NotesBeto LexNessuna valutazione finora
- Monsoon Preparedness: 2.1. General PrecautionsDocumento6 pagineMonsoon Preparedness: 2.1. General PrecautionsArsh Alam100% (1)
- Boca Semiconductor Corp. BSC: Continental Device India LimitedDocumento3 pagineBoca Semiconductor Corp. BSC: Continental Device India LimitedNadia Ayelen GonzalezNessuna valutazione finora
- Ellight Catalog 2019 - FNL - LR - 22619 - UpdateDocumento72 pagineEllight Catalog 2019 - FNL - LR - 22619 - UpdateYudha SetiawanNessuna valutazione finora
- Ft0107ma PDFDocumento4 pagineFt0107ma PDFAnatoly WolkoffNessuna valutazione finora
- Best Control ManualDocumento16 pagineBest Control ManualVictor BecerraNessuna valutazione finora
- EPT - MICCROPROJECT - PRAPOSAL - 1321 - TO - 1325 FinalDocumento12 pagineEPT - MICCROPROJECT - PRAPOSAL - 1321 - TO - 1325 FinalPrasad KumbharNessuna valutazione finora
- AERMEC PAC System CatalogueDocumento5 pagineAERMEC PAC System CatalogueSaiful Islam SagorNessuna valutazione finora
- 651R PF00295Documento12 pagine651R PF00295intrudentalertNessuna valutazione finora
- EmtDocumento115 pagineEmtRaj SharmaNessuna valutazione finora
- Basic Op-Amp CircuitsDocumento58 pagineBasic Op-Amp CircuitsNuman khanNessuna valutazione finora
- Instruction Manual: DT-311A & DT-315A StroboscopeDocumento4 pagineInstruction Manual: DT-311A & DT-315A StroboscopeAlejandro DallosNessuna valutazione finora
- Password Based Circuit BreakerDocumento4 paginePassword Based Circuit Breakersulthan_81100% (1)
- FX2N-2LC - User's Manual JY992D85801-D (03.07)Documento100 pagineFX2N-2LC - User's Manual JY992D85801-D (03.07)Ani SerNessuna valutazione finora
- Slides 1, Power Electronics Circuits Devices and Applications 3ed Ed M H RashidDocumento43 pagineSlides 1, Power Electronics Circuits Devices and Applications 3ed Ed M H Rashidjohnyrock07100% (2)
- Ni 9208Documento24 pagineNi 9208Ricardo MayoralNessuna valutazione finora
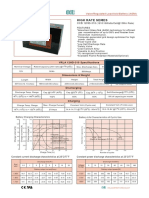
- High Rate Series: CCB 12HD-310Documento1 paginaHigh Rate Series: CCB 12HD-310orunmila123Nessuna valutazione finora
- Ps 11034Documento5 paginePs 11034Tanvon MalikNessuna valutazione finora
- Puolop-Pt4435 C351420Documento3 paginePuolop-Pt4435 C351420Hyppo BolangiNessuna valutazione finora
- Yas 106 - Ats 1060Documento30 pagineYas 106 - Ats 1060廖智辉Nessuna valutazione finora
- GLX, Catalogue 2004 - 09Documento4 pagineGLX, Catalogue 2004 - 09victorNessuna valutazione finora
- Actulux Manual SV 24V 48V Control PanelDocumento11 pagineActulux Manual SV 24V 48V Control Panel123vb123Nessuna valutazione finora
- Toshiba TV 20AF45 - 20AF45C - SVM PDFDocumento50 pagineToshiba TV 20AF45 - 20AF45C - SVM PDFcarlos avilaNessuna valutazione finora
- MV, LV, Control & Bare (Specification)Documento13 pagineMV, LV, Control & Bare (Specification)- Docs Tài liệuNessuna valutazione finora