Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Smart BoomDocumento10 pagineSmart BoomKevine Khaled100% (1)
- INSULATION INSTALLATION GUIDEDocumento8 pagineINSULATION INSTALLATION GUIDEMark Darrel AranasNessuna valutazione finora
- DYNA-CAT(PLC)-AMTRAK Quick Reference GuideDocumento653 pagineDYNA-CAT(PLC)-AMTRAK Quick Reference GuideSteven James Capuano100% (5)
- Visplay Visualmerchandisingguidelines 141125130218 Conversion Gate02 PDFDocumento44 pagineVisplay Visualmerchandisingguidelines 141125130218 Conversion Gate02 PDFLarissa AlmadaNessuna valutazione finora
- Mic 10 Operating Manual EnglishDocumento19 pagineMic 10 Operating Manual EnglishMark Darrel AranasNessuna valutazione finora
- System 20190219104925sDocumento12 pagineSystem 20190219104925sMark Darrel AranasNessuna valutazione finora
- Om Mic10 ENDocumento147 pagineOm Mic10 ENElias KapaNessuna valutazione finora
- Inspection Notification Master LogDocumento732 pagineInspection Notification Master LogMark Darrel AranasNessuna valutazione finora
- Inspection Results SummaryDocumento647 pagineInspection Results SummaryMark Darrel AranasNessuna valutazione finora
- AR-U6500-009-2018GAME-ME - RV - F6502!1!2-3 Corroded Inlet Body ThreadsDocumento2 pagineAR-U6500-009-2018GAME-ME - RV - F6502!1!2-3 Corroded Inlet Body ThreadsMark Darrel AranasNessuna valutazione finora
- Surveying en PDFDocumento36 pagineSurveying en PDFpsaayoNessuna valutazione finora
- AR-U6500-010-2018GAME-ME - F6502 Burner Tips Damage ThreadsDocumento2 pagineAR-U6500-010-2018GAME-ME - F6502 Burner Tips Damage ThreadsMark Darrel AranasNessuna valutazione finora
- JGC Motorbikers: Laiya, San Juan RideDocumento2 pagineJGC Motorbikers: Laiya, San Juan RideMark Darrel AranasNessuna valutazione finora
- A4 Jgs1ep Epc1 QP 009 Painting System Rev.bDocumento50 pagineA4 Jgs1ep Epc1 QP 009 Painting System Rev.bMark Darrel AranasNessuna valutazione finora
- Class 11001 piping design limits and material specificationsDocumento9 pagineClass 11001 piping design limits and material specificationsMark Darrel AranasNessuna valutazione finora
- 2018 HRSG2 SI Progress CurveDocumento1 pagina2018 HRSG2 SI Progress CurveMark Darrel AranasNessuna valutazione finora
- Hydrotest PackageDocumento2 pagineHydrotest PackageMark Darrel AranasNessuna valutazione finora
- Technology Multiple Choice Exam Få Fò - HWPDocumento39 pagineTechnology Multiple Choice Exam Få Fò - HWPMark Darrel Aranas100% (3)
- Barako Tie-In 5Cr Pipe Welding Pmi Result Low AlloyDocumento1 paginaBarako Tie-In 5Cr Pipe Welding Pmi Result Low AlloyMark Darrel AranasNessuna valutazione finora
- 1100 Flare SupportDocumento1 pagina1100 Flare SupportMark Darrel AranasNessuna valutazione finora
- Action Report For 30in Crude Line at Jetty ApproachDocumento2 pagineAction Report For 30in Crude Line at Jetty ApproachMark Darrel AranasNessuna valutazione finora
- Metallurgy Into Duct IonDocumento53 pagineMetallurgy Into Duct IonMahmoud AliNessuna valutazione finora
- Sample ResumeDocumento2 pagineSample ResumeMark Darrel AranasNessuna valutazione finora
- Daily Welding Progress (SEPTEMBER 29,2015)Documento56 pagineDaily Welding Progress (SEPTEMBER 29,2015)Mark Darrel AranasNessuna valutazione finora
- Drawing Oct 9 2015Documento3 pagineDrawing Oct 9 2015Mark Darrel AranasNessuna valutazione finora
- Action Report For 30in SCW Line at Jetty 1&2 JunctionDocumento2 pagineAction Report For 30in SCW Line at Jetty 1&2 JunctionMark Darrel AranasNessuna valutazione finora
- TTIC Cinema Bonifacio Poster Rev1Documento1 paginaTTIC Cinema Bonifacio Poster Rev1Mark Darrel AranasNessuna valutazione finora
- J. Olidana Welders Certificate - SSTDocumento9 pagineJ. Olidana Welders Certificate - SSTMark Darrel AranasNessuna valutazione finora
- Appraisal Form NewDocumento6 pagineAppraisal Form NewMark Darrel AranasNessuna valutazione finora
- Ambient Condition MonitoringDocumento32 pagineAmbient Condition MonitoringMark Darrel AranasNessuna valutazione finora
- Motor Perkins 750 KVA PDFDocumento2 pagineMotor Perkins 750 KVA PDFDuda CorrêaNessuna valutazione finora
- LT Instrument Data SheetDocumento1 paginaLT Instrument Data Sheetmsalem73Nessuna valutazione finora
- DS 7200hqhi K2Documento4 pagineDS 7200hqhi K2tago_704714561Nessuna valutazione finora
- Ansi Ashrae 62Documento11 pagineAnsi Ashrae 62Jorge Antonio Díaz NambrardNessuna valutazione finora
- Codes, Tags and Labels-Interpreting Piping and Instrumentation Diagrams - AIChEDocumento8 pagineCodes, Tags and Labels-Interpreting Piping and Instrumentation Diagrams - AIChEarchana2512100% (1)
- Sikasil AS-60: Industrial Assembly Sealant & AdhesiveDocumento2 pagineSikasil AS-60: Industrial Assembly Sealant & AdhesivedushyantbbaisNessuna valutazione finora
- Falk Steelflex PDFDocumento2 pagineFalk Steelflex PDFWesleyNessuna valutazione finora
- FKGA24M3MJSMDocumento3 pagineFKGA24M3MJSMJosè Ramòn Silva AvilèsNessuna valutazione finora
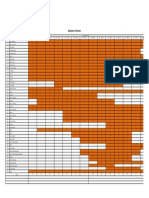
- Manpower Schedule ProjectDocumento1 paginaManpower Schedule ProjectColitz D. KhenNessuna valutazione finora
- Concrete Filled Steel TubeDocumento12 pagineConcrete Filled Steel TubeYogendra SINGH PATEL100% (1)
- The Benefits of 8760 Hour-By-Hour Building Energy AnalysisDocumento8 pagineThe Benefits of 8760 Hour-By-Hour Building Energy AnalysisMoriyasuNguyenNessuna valutazione finora
- 8940 Case Ih Magnum Tractor Parts CatalogDocumento514 pagine8940 Case Ih Magnum Tractor Parts Catalog19crysti100% (4)
- Aquagroup PumpsDocumento2 pagineAquagroup PumpsBarwin CruzNessuna valutazione finora
- 33-005-PCI Datasheet DigitalPendulum MATLAB 10 2013Documento2 pagine33-005-PCI Datasheet DigitalPendulum MATLAB 10 2013AbdulHaseebArifNessuna valutazione finora
- DAC (Digital-to-Analog Converter) : Example Circuit Diagram of A Device That Uses A DACDocumento11 pagineDAC (Digital-to-Analog Converter) : Example Circuit Diagram of A Device That Uses A DACPutri Hanifah SNessuna valutazione finora
- Autonomous Maintenance Standards & ChecklistDocumento7 pagineAutonomous Maintenance Standards & ChecklistPanch BNessuna valutazione finora
- Understanding Grounding in NEC and IEC StandardsDocumento48 pagineUnderstanding Grounding in NEC and IEC StandardsAnonymous FZs3yBHh7100% (1)
- 7767 PDFDocumento49 pagine7767 PDFskyNessuna valutazione finora
- G02 FinalReport PDFDocumento78 pagineG02 FinalReport PDFLuciferNessuna valutazione finora
- Karnataka Building Bye-Laws 2017Documento143 pagineKarnataka Building Bye-Laws 2017Ravi JainNessuna valutazione finora
- 2 1105693707 PDFDocumento61 pagine2 1105693707 PDFAguinaldo OliveiraNessuna valutazione finora
- Properties and Classification of Fly AshDocumento15 pagineProperties and Classification of Fly AshprabhuwbNessuna valutazione finora
- Elign CouplingsDocumento17 pagineElign CouplingsKlmdaya BashisNessuna valutazione finora
- QCM E190Documento18 pagineQCM E190Adil KhNessuna valutazione finora
- High Performance Glass PDFDocumento4 pagineHigh Performance Glass PDFBrajesh MishraNessuna valutazione finora
- Final - Notif September 2007Documento347 pagineFinal - Notif September 2007api-26042912Nessuna valutazione finora
- Sheet Pile WallDocumento6 pagineSheet Pile Wallully amaliaNessuna valutazione finora