Potrebbero piacerti anche
- Separation : (HGMS)Documento7 pagineSeparation : (HGMS)tranbinhxuanNessuna valutazione finora
- Archive of SID: "Research Note" Recovery of Gold From A Free-Milling Ore by Centrifugal Gravity SeparatorDocumento5 pagineArchive of SID: "Research Note" Recovery of Gold From A Free-Milling Ore by Centrifugal Gravity Separatorsomjit saranaiNessuna valutazione finora
- 10 1016@j Matlet 2017 01 039 PDFDocumento10 pagine10 1016@j Matlet 2017 01 039 PDFMatchem BensafiNessuna valutazione finora
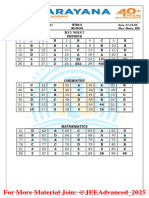
- Narayana 10 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 12n Key&sDocumento10 pagineNarayana 10 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 12n Key&sReddyNessuna valutazione finora
- Impact of Rock Blasting On Mining EngineeringDocumento11 pagineImpact of Rock Blasting On Mining EngineeringNursultan Iliyas100% (1)
- Rock Slope Design and Residual Risk Management For Aktogay Copper Mine, KazakhstanDocumento6 pagineRock Slope Design and Residual Risk Management For Aktogay Copper Mine, KazakhstanAprelito KlauNessuna valutazione finora
- Julius Kruttschnitt Rotary Breakage Tester (JKRBT) - Any Ore, Any MineDocumento13 pagineJulius Kruttschnitt Rotary Breakage Tester (JKRBT) - Any Ore, Any MinetjatonlineNessuna valutazione finora
- 2002 Kinetochemical and Morphological Differentiation of Ettringites by The Le Chatelier-Anstett TestDocumento11 pagine2002 Kinetochemical and Morphological Differentiation of Ettringites by The Le Chatelier-Anstett TestRodrigo Henryque Reginato Quevedo MeloNessuna valutazione finora
- Fulltext 2Documento4 pagineFulltext 2Davood IranshahiNessuna valutazione finora
- C Standar AmoksilinDocumento2 pagineC Standar AmoksilinSri AdindaNessuna valutazione finora
- 31 2sn2Documento5 pagine31 2sn2lukman sodiqNessuna valutazione finora
- Sri Chaitanya IIT Academy., India.: A Right Choice For The Real AspirantDocumento11 pagineSri Chaitanya IIT Academy., India.: A Right Choice For The Real AspirantPranayNessuna valutazione finora
- Gravity Circuit OptimisationDocumento10 pagineGravity Circuit OptimisationLevent ErgunNessuna valutazione finora
- Published Paper EJASDocumento4 paginePublished Paper EJASBalaji RamakrishnanNessuna valutazione finora
- SrS60, ELITE, TARGET & LIIT - Jee-Main-GTM-22 - KEY & Sol'S - 220610 - 133348Documento14 pagineSrS60, ELITE, TARGET & LIIT - Jee-Main-GTM-22 - KEY & Sol'S - 220610 - 133348ksvvslan raju kNessuna valutazione finora
- 11 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 13n Key&sDocumento16 pagine11 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 13n Key&sReddyNessuna valutazione finora
- Burger 2005 Batu Hijau Mill Throughput ModelDocumento21 pagineBurger 2005 Batu Hijau Mill Throughput Modelboanerges wino pattyNessuna valutazione finora
- 17.09.23 - JR - Star Co-Sc (Model-B) - Jee - Main - CTM-14 - Key & SolDocumento16 pagine17.09.23 - JR - Star Co-Sc (Model-B) - Jee - Main - CTM-14 - Key & Solholaheg352Nessuna valutazione finora
- 18.01.24 - SR - STAR CO-SC (MODEL-A, B&C) - Jee - Main - GTM-20 (N) - KEY & SOLDocumento12 pagine18.01.24 - SR - STAR CO-SC (MODEL-A, B&C) - Jee - Main - GTM-20 (N) - KEY & SOLsbpathuriNessuna valutazione finora
- 21-03-2024 - SR - Super60 - Jee-Main-GTM-26 - KEY & Sol'SDocumento15 pagine21-03-2024 - SR - Super60 - Jee-Main-GTM-26 - KEY & Sol'Skoradasirisha2007Nessuna valutazione finora
- Dwnload Full Elements of Chemical Reaction Engineering 4th Edition Fogler Solutions Manual PDFDocumento14 pagineDwnload Full Elements of Chemical Reaction Engineering 4th Edition Fogler Solutions Manual PDFgauntreprovalaxdjx100% (11)
- 26.11.22 - SR - STAR CO-SC (MODEL-A & B) - Jee - Main - PTM-10 - KEY & SOLDocumento12 pagine26.11.22 - SR - STAR CO-SC (MODEL-A & B) - Jee - Main - PTM-10 - KEY & SOLzaid khanNessuna valutazione finora
- JULIANKALACBBPROJECTEXAMPLEINMFG - Sample Project Report 1Documento15 pagineJULIANKALACBBPROJECTEXAMPLEINMFG - Sample Project Report 1Rajesh SonakiyaNessuna valutazione finora
- Towards The Rehabilitation of The Leuckart Reductive Amination Reaction Using Microwave TechnologyDocumento4 pagineTowards The Rehabilitation of The Leuckart Reductive Amination Reaction Using Microwave TechnologyRomanNessuna valutazione finora
- 11.01.24 - SR - STAR CO-SC (MODEL-A, B&C) - Jee - Main - GTM-13 (N) - KEY & SOLDocumento16 pagine11.01.24 - SR - STAR CO-SC (MODEL-A, B&C) - Jee - Main - GTM-13 (N) - KEY & SOLumap1706Nessuna valutazione finora
- (Refractory Brick) : Fireclay Bricks High Alumina BricksDocumento4 pagine(Refractory Brick) : Fireclay Bricks High Alumina BrickssommaskNessuna valutazione finora
- Exploration Update: SKY 5 DECEMBER 2019Documento13 pagineExploration Update: SKY 5 DECEMBER 2019Azrunnas ZakariaNessuna valutazione finora
- 5the Bioreduction of The AgDocumento3 pagine5the Bioreduction of The AgAfrah MNessuna valutazione finora
- Sodium Silicate From RHA-BD-ARJ-V.4n.2.37-42Documento5 pagineSodium Silicate From RHA-BD-ARJ-V.4n.2.37-42Samia SharifNessuna valutazione finora
- Anions With A Dipole - Toward High Transport Numbers in Solid Polymer ElectrolytesDocumento11 pagineAnions With A Dipole - Toward High Transport Numbers in Solid Polymer ElectrolytesSeksan KhamkaewNessuna valutazione finora
- 1 s2.0 S1878522009001155 MainDocumento7 pagine1 s2.0 S1878522009001155 Mainjesus bernal fernandezNessuna valutazione finora
- INE Solutions ElectricityDocumento13 pagineINE Solutions ElectricitySyed KehanNessuna valutazione finora
- In Centrifugal-Vibration Concentrators Gravitational EnrichmentDocumento2 pagineIn Centrifugal-Vibration Concentrators Gravitational EnrichmentResearch ParkNessuna valutazione finora
- 06-04-2024 - SR C 120 - Jee-Mains - WTM-28 - Key & Sol'sDocumento16 pagine06-04-2024 - SR C 120 - Jee-Mains - WTM-28 - Key & Sol'slokeshschouhan8Nessuna valutazione finora
- Physical and Piezoelectric Properties of APC MaterialsDocumento2 paginePhysical and Piezoelectric Properties of APC MaterialsTrương Anh DuyNessuna valutazione finora
- Preparation and Characterization of Supported Nickel Catalysts.Documento12 paginePreparation and Characterization of Supported Nickel Catalysts.Hugo SolìsNessuna valutazione finora
- 02-09-2023 - SR - Elite & Target (C-120, C-Ipl & Ipl-Ic) - Jee Main - rptm-03 - Key & Sol'sDocumento19 pagine02-09-2023 - SR - Elite & Target (C-120, C-Ipl & Ipl-Ic) - Jee Main - rptm-03 - Key & Sol'sshankarNessuna valutazione finora
- Supplementary InformationDocumento4 pagineSupplementary InformationGuilherme FreitasNessuna valutazione finora
- Short Pitch Precision Roller Chains (B Series)Documento2 pagineShort Pitch Precision Roller Chains (B Series)venda conectNessuna valutazione finora
- Cunter: OutletDocumento3 pagineCunter: OutletD7myNessuna valutazione finora
- 31 12 23 SR Star Co Scmodel A, B&C Jee Main GTM 4 Key&SolDocumento16 pagine31 12 23 SR Star Co Scmodel A, B&C Jee Main GTM 4 Key&SolReddyNessuna valutazione finora
- Application of Kinetic, Incentive, Limits and Arrheniusan Curves For Flotation CharacterizationDocumento7 pagineApplication of Kinetic, Incentive, Limits and Arrheniusan Curves For Flotation CharacterizationGeby OtivriyantiNessuna valutazione finora
- 23-09-2023 - JR C 120 - Jee-Mains - WTM-14 - Key & Sol'sDocumento20 pagine23-09-2023 - JR C 120 - Jee-Mains - WTM-14 - Key & Sol'sAnjaneyulu VeerankiNessuna valutazione finora
- Terminal Exam - Power Systems AnalysisDocumento3 pagineTerminal Exam - Power Systems AnalysisSohaib Tahir ChauhdaryNessuna valutazione finora
- Lab Report DC Generator TestingDocumento8 pagineLab Report DC Generator TestingMuhammad AtifNessuna valutazione finora
- AMNO%,-Pqn、P9Gb STUVWX>?YZ (/) ^ - 'abcd # fghi 250: 1,000VAC (1分 4,500VAC (1分Documento3 pagineAMNO%,-Pqn、P9Gb STUVWX>?YZ (/) ^ - 'abcd # fghi 250: 1,000VAC (1分 4,500VAC (1分kenny cirino gallegos vicenteNessuna valutazione finora
- Wcee2012 0331Documento10 pagineWcee2012 0331Milagros PortugalNessuna valutazione finora
- 31-12-2022 - SR - Super60 - NUCLEUS & STERLING - BT - Jee-Main-PTM-16 - KEY & Sol'SDocumento12 pagine31-12-2022 - SR - Super60 - NUCLEUS & STERLING - BT - Jee-Main-PTM-16 - KEY & Sol'SSameena LoniNessuna valutazione finora
- 14NS Mta 2018 MC BPRDocumento17 pagine14NS Mta 2018 MC BPRravibelavadiNessuna valutazione finora
- GTM-05 - KEY & Sol'SDocumento23 pagineGTM-05 - KEY & Sol'SVIKRANTH KUMAR JAKKOJUNessuna valutazione finora
- 20-04-2024 - SR C-120 - Jee-Mains - WTM-30 - Key & Sol'sDocumento12 pagine20-04-2024 - SR C-120 - Jee-Mains - WTM-30 - Key & Sol'sbsahil2007Nessuna valutazione finora
- Mm361 Project: School of Engineering and PhysicsDocumento19 pagineMm361 Project: School of Engineering and PhysicsSimLo Lulumani Ko'osiko Taloanimae'aNessuna valutazione finora
- Reprocessing of Iron Ore Beneficiation Plant Tails To Cement Grade For ReuseDocumento6 pagineReprocessing of Iron Ore Beneficiation Plant Tails To Cement Grade For ReuseravibelavadiNessuna valutazione finora
- Experiment No: Narne of The Expesiment Quality Focto of LCR CireuiDocumento12 pagineExperiment No: Narne of The Expesiment Quality Focto of LCR CireuiBhanu MacharlaNessuna valutazione finora
- Study of Washability Characteristics of Some Indian CoalsDocumento66 pagineStudy of Washability Characteristics of Some Indian CoalsravibelavadiNessuna valutazione finora
- Study of Washability Characteristics of Some Indian CoalsDocumento66 pagineStudy of Washability Characteristics of Some Indian CoalsravibelavadiNessuna valutazione finora
- Polar Gamma-Ray Mode For Testing Weld Qu PDFDocumento11 paginePolar Gamma-Ray Mode For Testing Weld Qu PDFRahul AdityaNessuna valutazione finora
- Apc Materials Properties PDFDocumento1 paginaApc Materials Properties PDFnamyefNessuna valutazione finora
- Geological Rock Face Mapping and Kinemat PDFDocumento17 pagineGeological Rock Face Mapping and Kinemat PDFMatheus AlvesNessuna valutazione finora
- The Gravity Recoverable Gold Test and Flash FlotationDocumento19 pagineThe Gravity Recoverable Gold Test and Flash Flotationcristian003Nessuna valutazione finora
- A Standardized Test To Determine Gravity Recoverable GoldDocumento14 pagineA Standardized Test To Determine Gravity Recoverable Goldcristian003Nessuna valutazione finora
- Air Flow Optimization Via A Venturi Type Air Restrictor PDFDocumento5 pagineAir Flow Optimization Via A Venturi Type Air Restrictor PDFCarlos CavalcanteNessuna valutazione finora
- AeratorsDocumento2 pagineAeratorscristian003Nessuna valutazione finora
- Us3640516 Aerating Device PDFDocumento4 pagineUs3640516 Aerating Device PDFcristian003Nessuna valutazione finora
- Expansion of The Mount Isa Mines Copper Concentrator Phase One Cleaner Circuit Expansion PDFDocumento10 pagineExpansion of The Mount Isa Mines Copper Concentrator Phase One Cleaner Circuit Expansion PDFcristian003Nessuna valutazione finora
- Curva de Bomba Horiz ASH 150 MCHDocumento1 paginaCurva de Bomba Horiz ASH 150 MCHcristian003Nessuna valutazione finora
- White Paper - ICM - CMII Model - RevBDocumento8 pagineWhite Paper - ICM - CMII Model - RevBtomjones777Nessuna valutazione finora
- Servomotor PptsDocumento26 pagineServomotor Pptsjasdeep_kour236066Nessuna valutazione finora
- Intelligent Control LED Integrated Light Source: Features and BenefitsDocumento6 pagineIntelligent Control LED Integrated Light Source: Features and BenefitsRazvy StoianNessuna valutazione finora
- Sir Josiah Stamp, The Science of Social AdjustmentDocumento191 pagineSir Josiah Stamp, The Science of Social Adjustmentmaivin2Nessuna valutazione finora
- AI Learning ResourcesDocumento6 pagineAI Learning Resourcesrip asawNessuna valutazione finora
- MODULI I LITERATURA Za ALAN Master Optometriju - OdtDocumento3 pagineMODULI I LITERATURA Za ALAN Master Optometriju - OdtVladislav StevanovicNessuna valutazione finora
- Ages & Stages of DevelopmentDocumento7 pagineAges & Stages of DevelopmentMichaylah HendricksNessuna valutazione finora
- (Ebook PDF) - Statistics. .Spss - TutorialDocumento15 pagine(Ebook PDF) - Statistics. .Spss - TutorialMASAIER4394% (17)
- Posture of EcstasyDocumento1 paginaPosture of EcstasyJonathanNessuna valutazione finora
- DP Accomplishment ReportDocumento4 pagineDP Accomplishment ReportWendell AsaldoNessuna valutazione finora
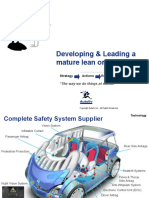
- Autoliv LeanDocumento50 pagineAutoliv LeanRajasekaran Murugan100% (1)
- Assignment 4. A Boy Wizard.Documento5 pagineAssignment 4. A Boy Wizard.Jalba eudochiaNessuna valutazione finora
- (1997) Process Capability Analysis For Non-Normal Relay Test DataDocumento8 pagine(1997) Process Capability Analysis For Non-Normal Relay Test DataNELSONHUGONessuna valutazione finora
- 40agilemethodsin40minutes 141020221938 Conversion Gate01 PDFDocumento104 pagine40agilemethodsin40minutes 141020221938 Conversion Gate01 PDFpjsystemNessuna valutazione finora
- Sample Codal ComplianceDocumento1 paginaSample Codal Complianceshangz1511Nessuna valutazione finora
- Anjali............................. Internship ReportDocumento19 pagineAnjali............................. Internship ReportamitanjuNessuna valutazione finora
- Fundamental of Bulk Solids Mixing and BlendingDocumento6 pagineFundamental of Bulk Solids Mixing and BlendingJessicalba Lou100% (1)
- WHITECROFT Energy Directive BrochureDocumento32 pagineWHITECROFT Energy Directive BrochureAriel TambisNessuna valutazione finora
- Quarter 1 Science 4 Activity Sheet No. 6Documento2 pagineQuarter 1 Science 4 Activity Sheet No. 6karol melendezNessuna valutazione finora
- Big Five Inventory-2 (Serbian)Documento3 pagineBig Five Inventory-2 (Serbian)milorad krusicaNessuna valutazione finora
- Power Point Exercise IDocumento6 paginePower Point Exercise IAze FerriolsNessuna valutazione finora
- Solid 186Documento23 pagineSolid 186structure123Nessuna valutazione finora
- Gold Exp C1 U4 Lang Test BDocumento2 pagineGold Exp C1 U4 Lang Test Bmaituti1Nessuna valutazione finora
- Rocks Lesson PlanDocumento5 pagineRocks Lesson Planapi-290175087100% (1)
- Using Keyframe SynfigDocumento1 paginaUsing Keyframe SynfigNdandungNessuna valutazione finora
- Mets 6-8 129586 7Documento3 pagineMets 6-8 129586 7api-218300695Nessuna valutazione finora
- Sony MPF920-Z Floppy Disk DriveDocumento2 pagineSony MPF920-Z Floppy Disk DrivePaquitoSalazarNessuna valutazione finora
- Data SampleDocumento16 pagineData SamplelawrenceNessuna valutazione finora
- Math - MAA Problem Series List PDFDocumento2 pagineMath - MAA Problem Series List PDFadasdNessuna valutazione finora