Potrebbero piacerti anche
- Improvement of Springback Prediction of Wide Sheet Metal Air Bending ProcessDocumento7 pagineImprovement of Springback Prediction of Wide Sheet Metal Air Bending Process0511018Nessuna valutazione finora
- Experimental and Numerical Prediction of Springback and Side Wall Curl in U-Bendings of Anisotropic Sheet MetalsDocumento12 pagineExperimental and Numerical Prediction of Springback and Side Wall Curl in U-Bendings of Anisotropic Sheet MetalsHamad Ul HassanNessuna valutazione finora
- Numerical and Experimental Study of Frictional Behavior in Bending Under Tension TestDocumento9 pagineNumerical and Experimental Study of Frictional Behavior in Bending Under Tension Testsergio_rollaNessuna valutazione finora
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDocumento9 pagine1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungNessuna valutazione finora
- An Analysis of The Steady State Wire Drawing of STR Hardening MatDocumento29 pagineAn Analysis of The Steady State Wire Drawing of STR Hardening Matcoshuk100% (1)
- Non-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisDocumento10 pagineNon-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisTJPRC PublicationsNessuna valutazione finora
- Non-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisDocumento11 pagineNon-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisMarco ZanellaNessuna valutazione finora
- Evaluation of Twist Springback Prediction After An Ahss Forming ProcessDocumento12 pagineEvaluation of Twist Springback Prediction After An Ahss Forming ProcessDVP EngineeringNessuna valutazione finora
- Fea RSDocumento18 pagineFea RSsvsidd9222Nessuna valutazione finora
- Finite Element Analysis of Corroded Steel Angles Under CompressionDocumento9 pagineFinite Element Analysis of Corroded Steel Angles Under CompressionErik Wahyu PradanaNessuna valutazione finora
- 13 Chapter 4Documento50 pagine13 Chapter 4afnene1Nessuna valutazione finora
- Buckling of Cones With Imperfect Length Subjected To Axial CompressionDocumento10 pagineBuckling of Cones With Imperfect Length Subjected To Axial CompressionTJPRC PublicationsNessuna valutazione finora
- Factors Affecting On Springback in Sheet Metal Bending: A ReviewDocumento5 pagineFactors Affecting On Springback in Sheet Metal Bending: A Reviewkhudhayer1970Nessuna valutazione finora
- Fatigue 2Documento16 pagineFatigue 2kalirajgurusamyNessuna valutazione finora
- Journal of Materials Processing TechnologyDocumento10 pagineJournal of Materials Processing TechnologybalakaleesNessuna valutazione finora
- Springbacks Metal On RollformingDocumento10 pagineSpringbacks Metal On RollformingagungNessuna valutazione finora
- 2011 Springback Reduction Method For Sheet MetalDocumento4 pagine2011 Springback Reduction Method For Sheet MetalProf. Jignesh SohaliyaNessuna valutazione finora
- Selection of Parameters For I-Beam Experimental Model Subjected To Bending and TorsionDocumento8 pagineSelection of Parameters For I-Beam Experimental Model Subjected To Bending and TorsionKousalya MkNessuna valutazione finora
- Characterising The Effect of Springback On Mechanically Formed Steel PlatesDocumento4 pagineCharacterising The Effect of Springback On Mechanically Formed Steel PlatespuneethudupiNessuna valutazione finora
- Detailed Experimental and Numerical Analysis of A Cylindrical Cup Deep Drawing: Pros and Cons of Using Solid-Shell ElementsDocumento42 pagineDetailed Experimental and Numerical Analysis of A Cylindrical Cup Deep Drawing: Pros and Cons of Using Solid-Shell ElementsAhmed NourNessuna valutazione finora
- 2009 ThuillierDocumento19 pagine2009 ThuillierAnis SuissiNessuna valutazione finora
- Effect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyDocumento11 pagineEffect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyGabriel AguirreNessuna valutazione finora
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Documento16 pagineCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNessuna valutazione finora
- Experimental Investigation of The Biaxial Behaviour of An Aluminum SheetDocumento30 pagineExperimental Investigation of The Biaxial Behaviour of An Aluminum SheetSayyadh Rahamath BabaNessuna valutazione finora
- Journal of Materials Processing TechnologyDocumento7 pagineJournal of Materials Processing TechnologyamolNessuna valutazione finora
- Residual Stresses Induced in Cold Rolling Process by Using FINITE Element AnalysisDocumento1 paginaResidual Stresses Induced in Cold Rolling Process by Using FINITE Element Analysiskiran_wakchaureNessuna valutazione finora
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDocumento5 pagineSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60Nessuna valutazione finora
- An Analytical Model of Roll Bending Steel Pipe Formed by Three RollersDocumento10 pagineAn Analytical Model of Roll Bending Steel Pipe Formed by Three RollersngknhutNessuna valutazione finora
- Redrawing of Sheet Metals - ElsevierDocumento8 pagineRedrawing of Sheet Metals - ElsevierhappyfurladyNessuna valutazione finora
- Cutting Tool PDFDocumento9 pagineCutting Tool PDFManideep AnanthulaNessuna valutazione finora
- FinalVivaPPT ME07B066Documento30 pagineFinalVivaPPT ME07B066Sujit MuleNessuna valutazione finora
- Determination of Springback in Sheet Metal FormingDocumento6 pagineDetermination of Springback in Sheet Metal FormingThiru MoorthyNessuna valutazione finora
- F 031032038Documento7 pagineF 031032038researchinventyNessuna valutazione finora
- Metals: An Analytical Model For Stress and Curvature Prediction of A Strip Leveling ProcessDocumento18 pagineMetals: An Analytical Model For Stress and Curvature Prediction of A Strip Leveling Processjose rogelio villaseñor gonzalezNessuna valutazione finora
- Analytical Approach of Springback of Arced Thin Plates BendingDocumento6 pagineAnalytical Approach of Springback of Arced Thin Plates Bendingrudolf_laszlokNessuna valutazione finora
- TTTTTRRRRRDocumento17 pagineTTTTTRRRRRgrigore gulerNessuna valutazione finora
- Slab Analysis of Ring Rolling AssumingConstantShearFrictionDocumento7 pagineSlab Analysis of Ring Rolling AssumingConstantShearFrictionMatteo Dalla Vecchia100% (1)
- Comparison of Analysis of Folded Plate Structures by Simplified Bending Theory and Ansys ProgramDocumento8 pagineComparison of Analysis of Folded Plate Structures by Simplified Bending Theory and Ansys Programimad rashidNessuna valutazione finora
- Optimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi ApproachDocumento6 pagineOptimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi Approachkk bhattNessuna valutazione finora
- A Formability Index For The Deep Drawing of Stainless SteelDocumento11 pagineA Formability Index For The Deep Drawing of Stainless SteelsymkimonNessuna valutazione finora
- An Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending DiesDocumento9 pagineAn Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending Dieskhudhayer1970Nessuna valutazione finora
- Impact of Fixture Design On Sheet Metal Assembly VariationDocumento12 pagineImpact of Fixture Design On Sheet Metal Assembly VariationSaran CoolNessuna valutazione finora
- 1 s2.0 S0168874X98000572 MainDocumento13 pagine1 s2.0 S0168874X98000572 MainDevarajuNessuna valutazione finora
- A Study of Metal Extrusion ProcessDocumento7 pagineA Study of Metal Extrusion ProcessYogesh DewangNessuna valutazione finora
- Damage Evolution in Nakajima Tests of DP800 Dual PDocumento7 pagineDamage Evolution in Nakajima Tests of DP800 Dual PĐạt TriệuNessuna valutazione finora
- 1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodDocumento9 pagine1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodNguyen Hoang DungNessuna valutazione finora
- 2012 Influence of Blank Holding Force On The Forming Limits of DP590 SteelDocumento6 pagine2012 Influence of Blank Holding Force On The Forming Limits of DP590 SteelJhon DonNessuna valutazione finora
- Experimental Study of The Influence of Blankholder Force On Spring-Back of Sheet MetalDocumento8 pagineExperimental Study of The Influence of Blankholder Force On Spring-Back of Sheet MetalchibalxNessuna valutazione finora
- Improving The Rigidity of Sheet Metal by Embossing and PDFDocumento10 pagineImproving The Rigidity of Sheet Metal by Embossing and PDFKok WaiNessuna valutazione finora
- Improving The Rigidity of Sheet Metal by Embossing and PDFDocumento10 pagineImproving The Rigidity of Sheet Metal by Embossing and PDFalexcus1539Nessuna valutazione finora
- Experiments On Stainless Steel Hollow Sections-Part 1: Material and Cross-Sectional BehaviourDocumento43 pagineExperiments On Stainless Steel Hollow Sections-Part 1: Material and Cross-Sectional BehaviourZim DausNessuna valutazione finora
- Performance Criteria For Dissipative Steel Plate Shear Walls StructuresDocumento8 paginePerformance Criteria For Dissipative Steel Plate Shear Walls StructuresgiorgosantzelidisNessuna valutazione finora
- ZK0601249255 PDFDocumento7 pagineZK0601249255 PDFAJER JOURNALNessuna valutazione finora
- Anisotrpia Vs Spring BackDocumento5 pagineAnisotrpia Vs Spring BackFelipe ZanellaNessuna valutazione finora
- Karafillis 1992Documento19 pagineKarafillis 1992Deep AhireNessuna valutazione finora
- Materials and Design: M. Bakhshi-Jooybari, B. Rahmani, V. Daeezadeh, A. GorjiDocumento10 pagineMaterials and Design: M. Bakhshi-Jooybari, B. Rahmani, V. Daeezadeh, A. GorjiHenrique André HeinenNessuna valutazione finora
- Dynamic Damage and FragmentationDa EverandDynamic Damage and FragmentationDavid Edward LambertNessuna valutazione finora
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDa EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNessuna valutazione finora
- solu Solcontrol, On Antype, StaticDocumento2 paginesolu Solcontrol, On Antype, Statickhudhayer1970Nessuna valutazione finora
- Chapter02 PDFDocumento21 pagineChapter02 PDFkhudhayer1970Nessuna valutazione finora
- 1 s2.0 S002074030400147X Main PDFDocumento17 pagine1 s2.0 S002074030400147X Main PDFkhudhayer1970Nessuna valutazione finora
- Rolla V Ver.7 PDFDocumento10 pagineRolla V Ver.7 PDFkhudhayer1970Nessuna valutazione finora
- FE Lab 1 PDFDocumento17 pagineFE Lab 1 PDFkhudhayer1970Nessuna valutazione finora
- Finite Element Simulation of Springback in Sheet Metal BendingDocumento4 pagineFinite Element Simulation of Springback in Sheet Metal Bendingkhudhayer1970Nessuna valutazione finora
- Yanagimoto2007 PDFDocumento4 pagineYanagimoto2007 PDFkhudhayer1970Nessuna valutazione finora
- Finite Element Analysis of Sheet Metal Airbending Using Hyperform LS DYNADocumento6 pagineFinite Element Analysis of Sheet Metal Airbending Using Hyperform LS DYNAkhudhayer1970Nessuna valutazione finora
- 1 s2.0 S002074030400147X Main PDFDocumento17 pagine1 s2.0 S002074030400147X Main PDFkhudhayer1970Nessuna valutazione finora
- Spring Back in Sheet Metal Bending-A Review: Gawade Sharad, Dr. V. M. NandedkarDocumento4 pagineSpring Back in Sheet Metal Bending-A Review: Gawade Sharad, Dr. V. M. Nandedkarkhudhayer1970Nessuna valutazione finora
- Astm D2734 09Documento3 pagineAstm D2734 09khudhayer1970100% (1)
- 0104 1428 Po 0104 14282152Documento7 pagine0104 1428 Po 0104 14282152khudhayer1970Nessuna valutazione finora
- ME 3701, Quiz #7Documento1 paginaME 3701, Quiz #7khudhayer1970Nessuna valutazione finora
- Practical Organic ChemistryDocumento598 paginePractical Organic ChemistryGerardo Estrada99% (127)
- IMS - Integrated Management System Implementation Steps-Sterling - Rev00-240914 PDFDocumento28 pagineIMS - Integrated Management System Implementation Steps-Sterling - Rev00-240914 PDFNorman AinomugishaNessuna valutazione finora
- Auditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsDocumento30 pagineAuditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsmirjapur0% (1)
- Model Personal StatementDocumento2 pagineModel Personal StatementSwayam Tripathy100% (1)
- Building g5Documento45 pagineBuilding g5ammarsteel68Nessuna valutazione finora
- Portland Cement: Standard Specification ForDocumento9 paginePortland Cement: Standard Specification ForHishmat Ezz AlarabNessuna valutazione finora
- WDP Process Diagrams v1Documento6 pagineWDP Process Diagrams v1Ryan HengNessuna valutazione finora
- Module 1 Dynamics of Rigid BodiesDocumento11 pagineModule 1 Dynamics of Rigid BodiesBilly Joel DasmariñasNessuna valutazione finora
- CV TitchievDocumento3 pagineCV TitchievIna FarcosNessuna valutazione finora
- New Cisco Certification Path (From Feb2020) PDFDocumento1 paginaNew Cisco Certification Path (From Feb2020) PDFkingNessuna valutazione finora
- Nicole Rapp Resume 3Documento2 pagineNicole Rapp Resume 3api-341337144Nessuna valutazione finora
- Neural Computing and ApplicationsDocumento49 pagineNeural Computing and ApplicationsLine PhamNessuna valutazione finora
- CNC Manuel de Maintenance 15i 150i ModelADocumento526 pagineCNC Manuel de Maintenance 15i 150i ModelASebautomatismeNessuna valutazione finora
- List of Institutions With Ladderized Program Under Eo 358 JULY 2006 - DECEMBER 31, 2007Documento216 pagineList of Institutions With Ladderized Program Under Eo 358 JULY 2006 - DECEMBER 31, 2007Jen CalaquiNessuna valutazione finora
- Arte PoveraDocumento13 pagineArte PoveraSohini MaitiNessuna valutazione finora
- Comsol - Guidelines For Modeling Rotating Machines in 3DDocumento30 pagineComsol - Guidelines For Modeling Rotating Machines in 3DtiberiupazaraNessuna valutazione finora
- Historical Roots of The "Whitening" of BrazilDocumento23 pagineHistorical Roots of The "Whitening" of BrazilFernandoMascarenhasNessuna valutazione finora
- TMA GuideDocumento3 pagineTMA GuideHamshavathini YohoratnamNessuna valutazione finora
- Supply Chain Management 101Documento36 pagineSupply Chain Management 101Trần Viết ThanhNessuna valutazione finora
- Shot Blasting Machine ApplicationsDocumento7 pagineShot Blasting Machine ApplicationsBhavin DesaiNessuna valutazione finora
- Day 2 - Evident's Official ComplaintDocumento18 pagineDay 2 - Evident's Official ComplaintChronicle Herald100% (1)
- Project BAGETS Wok Plan and Budget SIPDocumento4 pagineProject BAGETS Wok Plan and Budget SIPMaia AlvarezNessuna valutazione finora
- Pin Joint en PDFDocumento1 paginaPin Joint en PDFCicNessuna valutazione finora
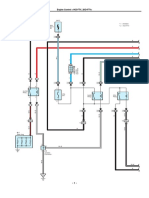
- Diagrama Hilux 1KD-2KD PDFDocumento11 pagineDiagrama Hilux 1KD-2KD PDFJeni100% (1)
- Revised PARA Element2 Radio LawsDocumento81 pagineRevised PARA Element2 Radio LawsAurora Pelagio Vallejos100% (4)
- (Database Management Systems) : Biag, Marvin, B. BSIT - 202 September 6 2019Documento7 pagine(Database Management Systems) : Biag, Marvin, B. BSIT - 202 September 6 2019Marcos JeremyNessuna valutazione finora
- Integra Facade BrochureDocumento2 pagineIntegra Facade BrochureHarshit PatadiyaNessuna valutazione finora
- General Introduction: 1.1 What Is Manufacturing (MFG) ?Documento19 pagineGeneral Introduction: 1.1 What Is Manufacturing (MFG) ?Mohammed AbushammalaNessuna valutazione finora
- ASM1 ProgramingDocumento14 pagineASM1 ProgramingTran Cong Hoang (BTEC HN)Nessuna valutazione finora
- Boq Cme: 1 Pole Foundation Soil WorkDocumento1 paginaBoq Cme: 1 Pole Foundation Soil WorkyuwonoNessuna valutazione finora