Potrebbero piacerti anche
- 01 Chapter 1 ppk1Documento26 pagine01 Chapter 1 ppk1Stanley YohanesNessuna valutazione finora
- Reactor Design Lectures Notes: Third YearDocumento38 pagineReactor Design Lectures Notes: Third YearkarmelaidNessuna valutazione finora
- Group No 9.CRK Course Project Report 30, 33,36, 42, 48Documento29 pagineGroup No 9.CRK Course Project Report 30, 33,36, 42, 48Rankhamb ShubhamNessuna valutazione finora
- Unit Operations and Unit ProcessesDocumento5 pagineUnit Operations and Unit ProcesseslaurenNessuna valutazione finora
- Tüm NotlarDocumento1.271 pagineTüm NotlarGöksel VATANNessuna valutazione finora
- Batch Vs ContiniousDocumento4 pagineBatch Vs ContiniousShilajit BaruaNessuna valutazione finora
- CHE 410 Unit Process and Operations Part2Documento20 pagineCHE 410 Unit Process and Operations Part2Eilyza AballaNessuna valutazione finora
- Tarun Summer Internship Report FormattedDocumento52 pagineTarun Summer Internship Report FormattedGOVIND SINGHNessuna valutazione finora
- SCH 421 Reactor Design WEEK 1 & 2 Notes-1Documento15 pagineSCH 421 Reactor Design WEEK 1 & 2 Notes-1vivaline AchiengNessuna valutazione finora
- Chemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiDocumento14 pagineChemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiMihir ShahNessuna valutazione finora
- A Constant Volume Batch Reactor For Saponification Reaction PDFDocumento49 pagineA Constant Volume Batch Reactor For Saponification Reaction PDFanuri nwagbaraNessuna valutazione finora
- 02 Choice of Reactor NewDocumento96 pagine02 Choice of Reactor NewGlenn Muhammad AnsofNessuna valutazione finora
- Hysys Project of Chemical Reaction Engineering: Prepared By: Mahmoud Mohamed ID: 141761Documento9 pagineHysys Project of Chemical Reaction Engineering: Prepared By: Mahmoud Mohamed ID: 141761Mahmoud HendawyNessuna valutazione finora
- ReactorsDocumento38 pagineReactorsFransiska Adelia Froggers100% (1)
- TutoDocumento2 pagineTutoFfmohamad NAdNessuna valutazione finora
- Tarun Summer Internship Report FormattedDocumento51 pagineTarun Summer Internship Report FormattedPatel NeelkumarNessuna valutazione finora
- CPI - PPE-209 - Week #2aDocumento13 pagineCPI - PPE-209 - Week #2afaiquaNessuna valutazione finora
- DarshancoDocumento29 pagineDarshancoDarshan SolankiNessuna valutazione finora
- Revise Chemistry Live! Option ChaptersDocumento44 pagineRevise Chemistry Live! Option Chaptersbookwormie101Nessuna valutazione finora
- Lecture 8 - NC - Revised PDFDocumento55 pagineLecture 8 - NC - Revised PDFsukhmaniNessuna valutazione finora
- Chapter Two: Multiple ReactionsDocumento13 pagineChapter Two: Multiple ReactionsKORAMA KIENNessuna valutazione finora
- Gujarat Technological University: Project Report ON Scope of Utility Reduction in Chemical IndustryDocumento24 pagineGujarat Technological University: Project Report ON Scope of Utility Reduction in Chemical IndustryPradeep SutharNessuna valutazione finora
- Department of Ice: Name of The Staff Section Office Office Hours Mail IDDocumento3 pagineDepartment of Ice: Name of The Staff Section Office Office Hours Mail IDVishal WaghmodeNessuna valutazione finora
- Materi Pelatihan UniSimDocumento34 pagineMateri Pelatihan UniSimAditya KurniawanNessuna valutazione finora
- Tutorial Experiment Batch ReactorDocumento2 pagineTutorial Experiment Batch Reactorkhaito K5Nessuna valutazione finora
- NBL and Scale UpDocumento8 pagineNBL and Scale UppratikNessuna valutazione finora
- Forbidden Chemistries Go Flow in API SynthesisDocumento8 pagineForbidden Chemistries Go Flow in API SynthesisisosicaNessuna valutazione finora
- On Line Class ON Safety in Petrochemical IndustryDocumento57 pagineOn Line Class ON Safety in Petrochemical IndustryMayank KoparkarNessuna valutazione finora
- Control of A Fluidized Bed Polyethylene ReactorDocumento16 pagineControl of A Fluidized Bed Polyethylene ReactorĐức Kiều TríNessuna valutazione finora
- CHE 410 Chemcal Process Industries Rev (Part 1)Documento32 pagineCHE 410 Chemcal Process Industries Rev (Part 1)Benedick Jayson MartiNessuna valutazione finora
- Chemical Process IndustriesDocumento14 pagineChemical Process IndustriesRida akhtarNessuna valutazione finora
- Evaluation of Spinning Disk Reactor Technology ForDocumento9 pagineEvaluation of Spinning Disk Reactor Technology Forsoumia boudjenaneNessuna valutazione finora
- Process Intensification Through Microreactor Application: A. Pohar and I. PlazlDocumento8 pagineProcess Intensification Through Microreactor Application: A. Pohar and I. Plazlmajster19Nessuna valutazione finora
- Reactors - Industrial Plant EngineeringDocumento31 pagineReactors - Industrial Plant EngineeringBea Loryll TarlacNessuna valutazione finora
- 1-S2.0-S0255270196041682-Main Westerterp PDFDocumento11 pagine1-S2.0-S0255270196041682-Main Westerterp PDFnicocarraraNessuna valutazione finora
- Reactor Lecture 1-2Documento3 pagineReactor Lecture 1-2زياد طارق محمد براكNessuna valutazione finora
- The Integration of Process Safety Into A Chemical Reaction Engineering Course: Kinetic Modeling of The T2 IncidentDocumento6 pagineThe Integration of Process Safety Into A Chemical Reaction Engineering Course: Kinetic Modeling of The T2 IncidentMachhi VishalNessuna valutazione finora
- Che 307 Lec1 2Documento12 pagineChe 307 Lec1 2Zabo TrewNessuna valutazione finora
- Technical Paper SeriesDocumento8 pagineTechnical Paper SeriesJuan Alejandro Cañas ColoradoNessuna valutazione finora
- Comparative Experiments On Polymer Degradation OilfieldDocumento7 pagineComparative Experiments On Polymer Degradation Oilfieldxxtryxx48Nessuna valutazione finora
- Chương 6-Green Chem - Week 13 - Emerging Greener Technologies and Alternative Energy Sources - Student - 2023-11-27Documento22 pagineChương 6-Green Chem - Week 13 - Emerging Greener Technologies and Alternative Energy Sources - Student - 2023-11-27Nhi TranNessuna valutazione finora
- Industrial Chemistry: Syllabus June 2014Documento9 pagineIndustrial Chemistry: Syllabus June 2014Mahmud HridoyNessuna valutazione finora
- Chinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoDocumento8 pagineChinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoLydia DAHMOUNNessuna valutazione finora
- Chinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoDocumento8 pagineChinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoLydia DAHMOUNNessuna valutazione finora
- Fundamentals of Bioengineering Ii: Asst. Prof. Betül GürünlüDocumento33 pagineFundamentals of Bioengineering Ii: Asst. Prof. Betül GürünlübettieboomNessuna valutazione finora
- Dynamics and Control of A Biodiesel TransterificationvReactor, S. Mjalli, Kim San. Et Al., Chem. Eng. Techol.,2009,32.Documento14 pagineDynamics and Control of A Biodiesel TransterificationvReactor, S. Mjalli, Kim San. Et Al., Chem. Eng. Techol.,2009,32.Mario Sampedro CruzNessuna valutazione finora
- Process Intensification, Transforming Chemical EngineeringDocumento13 pagineProcess Intensification, Transforming Chemical EngineeringseelampremNessuna valutazione finora
- A Comparative Study of Dried Apple Using Hot Air Intermittent and Continuous Microwave Evaluation of Kinetic Parameters and Physicochemical Quality AttributesDocumento8 pagineA Comparative Study of Dried Apple Using Hot Air Intermittent and Continuous Microwave Evaluation of Kinetic Parameters and Physicochemical Quality Attributeschedli melkiNessuna valutazione finora
- Scaling Chemical Processes: Practical Guides in Chemical EngineeringDa EverandScaling Chemical Processes: Practical Guides in Chemical EngineeringNessuna valutazione finora
- Chemical Plant and Its Operation: Including Safety and Health AspectsDa EverandChemical Plant and Its Operation: Including Safety and Health AspectsValutazione: 5 su 5 stelle5/5 (1)
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringDa EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNessuna valutazione finora
- In situ Spectroscopic Techniques at High PressureDa EverandIn situ Spectroscopic Techniques at High PressureNessuna valutazione finora
- Recovery ImprovementDa EverandRecovery ImprovementQiwei WangNessuna valutazione finora
- Theory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlDa EverandTheory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlNessuna valutazione finora
- Advanced Temperature Measurement and Control, Second EditionDa EverandAdvanced Temperature Measurement and Control, Second EditionNessuna valutazione finora
- Heterogeneous Nanocomposite-Photocatalysis for Water PurificationDa EverandHeterogeneous Nanocomposite-Photocatalysis for Water PurificationNessuna valutazione finora
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsDa EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsValutazione: 4 su 5 stelle4/5 (5)
- ABC Press Release and AllocationDocumento28 pagineABC Press Release and AllocationAndrew Finn KlauberNessuna valutazione finora
- Variable Frequency DriveDocumento8 pagineVariable Frequency DriveNAYEEM100% (1)
- How To ComboDocumento15 pagineHow To Combosapabapjava2012Nessuna valutazione finora
- 2013 - To and Fro. Modernism and Vernacular ArchitectureDocumento246 pagine2013 - To and Fro. Modernism and Vernacular ArchitecturesusanaNessuna valutazione finora
- Reader of The Year - PDF: Learning Activity 1.1 PortfolioDocumento20 pagineReader of The Year - PDF: Learning Activity 1.1 PortfolioAtenaNessuna valutazione finora
- Ineo+ 200 Parts Guide ManualDocumento90 pagineIneo+ 200 Parts Guide ManualOláh GyörgyNessuna valutazione finora
- Op Amps and Linear Integrated Circuits 4th Edition by Gayakwad Ramakant A Textbook PDF Download PDFDocumento1 paginaOp Amps and Linear Integrated Circuits 4th Edition by Gayakwad Ramakant A Textbook PDF Download PDFNiraj KapoleNessuna valutazione finora
- Tankless Vs TankDocumento2 pagineTankless Vs TankClick's PlumbingNessuna valutazione finora
- Building The Gws Slow Stick PlaneDocumento21 pagineBuilding The Gws Slow Stick PlaneNUFA88Nessuna valutazione finora
- Carnot Cycle and EngineDocumento18 pagineCarnot Cycle and EngineXYZNessuna valutazione finora
- Action Research MethodDocumento27 pagineAction Research MethodNiño Czar RaroNessuna valutazione finora
- Group 2 PBA - ScriptDocumento6 pagineGroup 2 PBA - ScriptruciNessuna valutazione finora
- Soft-Starter: Programming ManualDocumento162 pagineSoft-Starter: Programming ManualThaylo PiresNessuna valutazione finora
- The Law of CosinesDocumento4 pagineThe Law of Cosinesapi-213604106Nessuna valutazione finora
- Chapter 4 Calculations ANSWERSDocumento2 pagineChapter 4 Calculations ANSWERSmollicksoham2907Nessuna valutazione finora
- UFO and PentagonDocumento69 pagineUFO and PentagonNur Agustinus100% (3)
- Prudence and FrugalityDocumento17 paginePrudence and FrugalitySolaiman III SaripNessuna valutazione finora
- Inventory Counting in Inventory ManagementDocumento15 pagineInventory Counting in Inventory ManagementDinesh GuptaNessuna valutazione finora
- Rotak: Downloaded From Manuals Search EngineDocumento18 pagineRotak: Downloaded From Manuals Search EngineOvidiu BrinzanNessuna valutazione finora
- LED Lighting Applications Design GuideDocumento20 pagineLED Lighting Applications Design GuideBank100% (3)
- Character QuestionsDocumento3 pagineCharacter QuestionsAaron FarmerNessuna valutazione finora
- Ee - Lab ReportDocumento36 pagineEe - Lab ReportNoshaba Noreen75% (4)
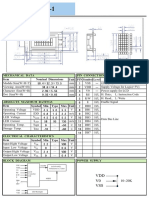
- V0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemDocumento1 paginaV0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemBasir Ahmad NooriNessuna valutazione finora
- Section A - Listening (15 PTS) I. Listen To The Dialogue and Fill in Each Blank With ONE Suitable Word or Number. The House For RentDocumento22 pagineSection A - Listening (15 PTS) I. Listen To The Dialogue and Fill in Each Blank With ONE Suitable Word or Number. The House For RentThanh PhongNessuna valutazione finora
- Hatton National Bank PLC: Instance Type and TransmissionDocumento2 pagineHatton National Bank PLC: Instance Type and TransmissiontaraNessuna valutazione finora
- Remembering Thanu Padmanabhan - The HinduDocumento3 pagineRemembering Thanu Padmanabhan - The HinduIucaa libraryNessuna valutazione finora
- The Big Table of Quantum AIDocumento7 pagineThe Big Table of Quantum AIAbu Mohammad Omar Shehab Uddin AyubNessuna valutazione finora
- Probability of Event Intersections: Vietnamese-German UniversityDocumento17 pagineProbability of Event Intersections: Vietnamese-German UniversityĐặng ThưNessuna valutazione finora
- London A Day in The Citypdf 2 PDF FreeDocumento18 pagineLondon A Day in The Citypdf 2 PDF FreePuri RodriguezNessuna valutazione finora
- Experiment 13 Ultrafiltration UnitDocumento13 pagineExperiment 13 Ultrafiltration UnitKishen NaniNessuna valutazione finora