Potrebbero piacerti anche
- 6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosDocumento1 pagina6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosEduardo Rafael Quiñonez BolañosNessuna valutazione finora
- PE03 Sello de ExcavaciónDocumento5 paginePE03 Sello de ExcavaciónOrlando AntiqueraNessuna valutazione finora
- Registro de Contraste de Calibracion Equipo Topografico Pad1Documento8 pagineRegistro de Contraste de Calibracion Equipo Topografico Pad115854374Nessuna valutazione finora
- Ppi Geosinteticos - JamalDocumento16 paginePpi Geosinteticos - JamalYosiichiHuapayaTamuraNessuna valutazione finora
- ITP ElectricidadDocumento3 pagineITP ElectricidadLuis LugoNessuna valutazione finora
- Plan de Inspección y Ensayo SAN FASE IDocumento3 paginePlan de Inspección y Ensayo SAN FASE Ikler_kathia100% (1)
- PU-022-04-S038-4100-08-02-0019 Instalación y Termofusion de Tuberia de HDPE - 1Documento19 paginePU-022-04-S038-4100-08-02-0019 Instalación y Termofusion de Tuberia de HDPE - 1Miguel Velarde AlvaNessuna valutazione finora
- Plan de Control de Calidad de GeosinteticosDocumento38 paginePlan de Control de Calidad de Geosinteticosmiguelangel6543210% (1)
- Plan de Calidad Rev.5Documento24 paginePlan de Calidad Rev.5danny_sosa_3Nessuna valutazione finora
- PR-PP-26 Procedimiento Paraprueba Hidrostatica de Tanques y Lineas de ProcesoDocumento9 paginePR-PP-26 Procedimiento Paraprueba Hidrostatica de Tanques y Lineas de ProcesoJavier Lozano AbrilNessuna valutazione finora
- 9 Co-Ge-Pr-Civ-013 Procedimiento de Instalacion de La Geomembrana Geotextil y Saco SuelosDocumento30 pagine9 Co-Ge-Pr-Civ-013 Procedimiento de Instalacion de La Geomembrana Geotextil y Saco SuelosEdgar Coavas PérezNessuna valutazione finora
- Anexo B Plan de Puntos de Inspección (PPI) - Soldadura de TuberiaDocumento1 paginaAnexo B Plan de Puntos de Inspección (PPI) - Soldadura de TuberiaMiguel Hermosa50% (2)
- CON-PO35-R01 RV.00 Inspección de GeotextilDocumento1 paginaCON-PO35-R01 RV.00 Inspección de GeotextilAlfredo Canales GeldresNessuna valutazione finora
- Procedimiento de Pruebas de Recepciòn AciDocumento11 pagineProcedimiento de Pruebas de Recepciòn AcisamuelNessuna valutazione finora
- Manual para El Procedimiento de Pruebas HidrostticasDocumento52 pagineManual para El Procedimiento de Pruebas HidrostticasRichard Dean Velasquez100% (1)
- ITP InstrumentaciónDocumento8 pagineITP InstrumentaciónLuis Lugo100% (1)
- Formato - Plan de Punto de InspecciónDocumento8 pagineFormato - Plan de Punto de Inspecciónader paredesNessuna valutazione finora
- Trabajos de Pruebas HidrostaticasDocumento11 pagineTrabajos de Pruebas HidrostaticasBenjamin Navarro67% (3)
- PPI - Instalacion de TuberiasDocumento1 paginaPPI - Instalacion de TuberiasvrojasNessuna valutazione finora
- Registro de Liquidos Penetrantes - InG - CMII - 005Documento8 pagineRegistro de Liquidos Penetrantes - InG - CMII - 005Luis Alexander Cristobal UbaldoNessuna valutazione finora
- QC-MT-028 Registro de Calificación de Procedimiento HDPE (BPQR) - V0Documento1 paginaQC-MT-028 Registro de Calificación de Procedimiento HDPE (BPQR) - V0eddy vilcaNessuna valutazione finora
- Plan de Punto de InspeccionDocumento1 paginaPlan de Punto de InspeccionAngel Oswaldo Vasquez Cenas100% (1)
- Montaje y Soldadura en HDPE - DVADocumento19 pagineMontaje y Soldadura en HDPE - DVAJaime Duk Rumie100% (1)
- Procedimiento Prueba de Presión Hidrostática en Tuberías HDP (1) REVISION 2Documento7 pagineProcedimiento Prueba de Presión Hidrostática en Tuberías HDP (1) REVISION 2Jonathan RomeroNessuna valutazione finora
- Plan de Calidad-PozaDocumento54 paginePlan de Calidad-PozaCelca IngenierosNessuna valutazione finora
- Itp GeneralDocumento2 pagineItp GeneralEnedis100% (1)
- 001-20-Reporte de Analisis de Sales en El Abrasivo Por Conductividad-Servinsac 17-11-20Documento1 pagina001-20-Reporte de Analisis de Sales en El Abrasivo Por Conductividad-Servinsac 17-11-20cesarNessuna valutazione finora
- Informe General de SoldaduraDocumento49 pagineInforme General de Soldadurajaime hernando lopez buitragoNessuna valutazione finora
- Anexo d9 Prueba Hidrostatica de Tanques Rev 1Documento9 pagineAnexo d9 Prueba Hidrostatica de Tanques Rev 1Arturo Forigua N.100% (1)
- PLAN ESPECIFICO DE CALIDAD Rev. 2Documento82 paginePLAN ESPECIFICO DE CALIDAD Rev. 2Antonio Rafael BritoNessuna valutazione finora
- 1-Instalación y Control de Calidad PDFDocumento25 pagine1-Instalación y Control de Calidad PDFRobertoChávezNessuna valutazione finora
- Procedimiento de Control de Equipos de Medición Procedimiento de Control de Los Equipos de MediciónDocumento5 pagineProcedimiento de Control de Equipos de Medición Procedimiento de Control de Los Equipos de MediciónRicardo D. GaliciaNessuna valutazione finora
- Formatos Control de Calidad MargotDocumento38 pagineFormatos Control de Calidad MargotIsaìas Huaripata IspilcoNessuna valutazione finora
- Ppi GeosinteticosDocumento5 paginePpi GeosinteticosJose Calisaya AymeNessuna valutazione finora
- Pets 003 Soldeo de HdpeDocumento22 paginePets 003 Soldeo de Hdpecliff8150% (2)
- Ppi BambasDocumento29 paginePpi BambasRut Eliz Pérez TuctoNessuna valutazione finora
- Et-002 Soldadura Por ExtrusionDocumento17 pagineEt-002 Soldadura Por Extrusionmec_humalexNessuna valutazione finora
- PO-08-1PE317-SBT - Termofusionado de Tuberías HDPE Rev 00Documento14 paginePO-08-1PE317-SBT - Termofusionado de Tuberías HDPE Rev 00Louis Villogas LNessuna valutazione finora
- WPS PQR ElectrofusiónDocumento2 pagineWPS PQR ElectrofusiónDemetrio RodriguezNessuna valutazione finora
- Instructivo Prueba de Estanqueidad en Líneas de DrenajeDocumento6 pagineInstructivo Prueba de Estanqueidad en Líneas de DrenajeGuillermo Memo TenesacaNessuna valutazione finora
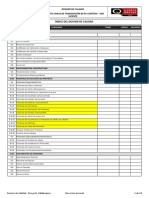
- Indice Dossier de CalidadDocumento63 pagineIndice Dossier de CalidadAlexander CheroNessuna valutazione finora
- Plan de Puntos de Inspeccion Bombas GehoDocumento1 paginaPlan de Puntos de Inspeccion Bombas GehoQuiroa, Antonio J100% (2)
- Plan de Instalacion de Geosinteticos LincunaDocumento98 paginePlan de Instalacion de Geosinteticos LincunaMostaceroDiazWislerNessuna valutazione finora
- Plan de Puntos de InspeccionDocumento2 paginePlan de Puntos de InspeccionMax Cotera Palacios100% (1)
- 1-Autorizacion Permiso para PruebaDocumento1 pagina1-Autorizacion Permiso para Pruebatobias100% (1)
- Plan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1Documento9 paginePlan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1reynaldoUHNessuna valutazione finora
- C-06-Pro-019 - 010 Proc Precomisionamiento y ComisionadoDocumento7 pagineC-06-Pro-019 - 010 Proc Precomisionamiento y ComisionadoAlejandro Antonio Gutierrez GallegosNessuna valutazione finora
- Dec-Pro-Mec-11 - Prueba NeumaticaDocumento5 pagineDec-Pro-Mec-11 - Prueba NeumaticaWilians Rosales ChavezNessuna valutazione finora
- Tendido de Tuberia de LineaDocumento9 pagineTendido de Tuberia de LineaNurUbSalNessuna valutazione finora
- Procedimiento de LimpiezaDocumento4 pagineProcedimiento de LimpiezaFanny PradillaNessuna valutazione finora
- Prueba NeumaticaDocumento31 paginePrueba NeumaticaManuel Enrique Rodriguez LeonNessuna valutazione finora
- 3.1 Procedimiento de Fabricacion de Tanque Contra IncendiosDocumento9 pagine3.1 Procedimiento de Fabricacion de Tanque Contra Incendiosjorge villaNessuna valutazione finora
- Brochure Ensayos No DestructivosDocumento5 pagineBrochure Ensayos No DestructivosMiguel100% (1)
- Indice de Calidad ModDocumento6 pagineIndice de Calidad ModFranciscoRoberto Bravo MeleánNessuna valutazione finora
- Ejp-Pro-27 Proc. Inspeccion DCVGDocumento11 pagineEjp-Pro-27 Proc. Inspeccion DCVGEdgar Coavas Pérez100% (1)
- PP67 PE PIR 01 PRO TC F 003 Bitácora de SoldaduraDocumento1 paginaPP67 PE PIR 01 PRO TC F 003 Bitácora de SoldaduraCarlo LaraNessuna valutazione finora
- Ejemplo de Dossier de CalidadDocumento172 pagineEjemplo de Dossier de CalidadanaNessuna valutazione finora
- PAC.14.-procedimiento de Moldajes y DesmoldeDocumento6 paginePAC.14.-procedimiento de Moldajes y Desmoldevictor gallardo100% (1)
- Manual ExamoDocumento12 pagineManual Examomontecarlo22000Nessuna valutazione finora
- Utunsa-Sgc-Pln-001 Plan de Calidad Metal MecánicoDocumento15 pagineUtunsa-Sgc-Pln-001 Plan de Calidad Metal Mecánicojuan fuentesNessuna valutazione finora
- 003-Matriz Iperc Consorcio La JoyaDocumento9 pagine003-Matriz Iperc Consorcio La Joyajuan fuentesNessuna valutazione finora
- Checklist para Trabajos de SoldaduraDocumento3 pagineChecklist para Trabajos de Soldadurajuan fuentesNessuna valutazione finora
- 048-Pets de Galvanizado en Frio A Tapas Metálicas de Sala de Máquinas y Tanque de Cloro (Final)Documento11 pagine048-Pets de Galvanizado en Frio A Tapas Metálicas de Sala de Máquinas y Tanque de Cloro (Final)juan fuentesNessuna valutazione finora
- 040-Pet Prueba Hidrostática de Estanqueidad para Tanques de AlmacenamientoDocumento6 pagine040-Pet Prueba Hidrostática de Estanqueidad para Tanques de Almacenamientojuan fuentesNessuna valutazione finora
- 044 - Pets Procedimiento para Montaje de Skit Conjunto Motor Bomba Sobre Base de Concreto ReforzadoDocumento15 pagine044 - Pets Procedimiento para Montaje de Skit Conjunto Motor Bomba Sobre Base de Concreto Reforzadojuan fuentesNessuna valutazione finora
- 042 Pets Anclaje QuímicoDocumento11 pagine042 Pets Anclaje Químicojuan fuentesNessuna valutazione finora
- Msds Loctite 518Documento5 pagineMsds Loctite 518juan fuentesNessuna valutazione finora
- HT 116 Soldinox Ed 07 PDFDocumento1 paginaHT 116 Soldinox Ed 07 PDFjuan fuentesNessuna valutazione finora
- UTUNSA-SGC-MEC-001 Procedimiento para La Inspección de Materiales y EquiposDocumento5 pagineUTUNSA-SGC-MEC-001 Procedimiento para La Inspección de Materiales y Equiposjuan fuentesNessuna valutazione finora
- Utunsa-Sgc-Pln-001 Plan de Calidad Metal MecánicoDocumento15 pagineUtunsa-Sgc-Pln-001 Plan de Calidad Metal Mecánicojuan fuentesNessuna valutazione finora
- Procesamiento de Senales Digitales 3ra Edicion Sanjit Kumar Mitra K Mitra Sanjit PDFDocumento356 pagineProcesamiento de Senales Digitales 3ra Edicion Sanjit Kumar Mitra K Mitra Sanjit PDFcesarNessuna valutazione finora
- Norma CoveninDocumento4 pagineNorma CoveninMarceloNessuna valutazione finora
- Certificado Casco de SeguridadDocumento2 pagineCertificado Casco de SeguridadDANIELNessuna valutazione finora
- Metrología-2009-G-Procedimiento Recomendado para La Calibración de Termómetros en El Laboratorio ClínicoDocumento4 pagineMetrología-2009-G-Procedimiento Recomendado para La Calibración de Termómetros en El Laboratorio ClínicopejogamoNessuna valutazione finora
- 10175-Presupuesto Por Instalacion de 40 Camaras de Seguridad para Edificio MultifamiliarDocumento1 pagina10175-Presupuesto Por Instalacion de 40 Camaras de Seguridad para Edificio Multifamiliarrafael quispe teccsiNessuna valutazione finora
- Ensayo Sobre Control de CalidadDocumento2 pagineEnsayo Sobre Control de CalidadEstefania Salazar Arenas100% (2)
- Viernes 24 de MarzoDocumento4 pagineViernes 24 de MarzoCiber Conectados RojasNessuna valutazione finora
- Mobiliario EscolarDocumento25 pagineMobiliario EscolarPOlett FloRezNessuna valutazione finora
- Lista de PartesDocumento3 pagineLista de PartesJose David RojasNessuna valutazione finora
- EIM-LCR-06-368 Extensiones Eléctricas Rev. 0Documento1 paginaEIM-LCR-06-368 Extensiones Eléctricas Rev. 0Rodolfo Leiva ValenzuelaNessuna valutazione finora
- Guia Linux Colegio-1Documento298 pagineGuia Linux Colegio-1Miguel Angel Torres RomeroNessuna valutazione finora
- Gestión de Calidad de Empresa AndinaDocumento11 pagineGestión de Calidad de Empresa AndinaPaolaRojasMadridNessuna valutazione finora
- ResumenDocumento4 pagineResumenAlejandria SoyundangoNessuna valutazione finora
- Proyecto Ejecutivo Remodelacion Casa HabitacionDocumento17 pagineProyecto Ejecutivo Remodelacion Casa HabitacionWilliams Ramos TorresNessuna valutazione finora
- Axiaal Ventilatoren Soler & PalauDocumento108 pagineAxiaal Ventilatoren Soler & PalauGéus CapsNessuna valutazione finora
- Ampliación de Plazo Por Variación Por Variación de CostosDocumento13 pagineAmpliación de Plazo Por Variación Por Variación de Costosyordan mendoza hinostrozaNessuna valutazione finora
- Homologados 2002 2005Documento29 pagineHomologados 2002 2005Jose de la CuadraNessuna valutazione finora
- Presentacion Sistemas de Gestion de Seguridad y Salud en El Trabajo Iso 450012018Documento4 paginePresentacion Sistemas de Gestion de Seguridad y Salud en El Trabajo Iso 450012018Aries GunZadielNessuna valutazione finora
- Tareas Semana 3Documento3 pagineTareas Semana 3Diego ArevaloNessuna valutazione finora
- Puesta en Marcha RD-8132Documento18 paginePuesta en Marcha RD-8132Alberto Zapata GutiérrezNessuna valutazione finora
- Manual DVRDocumento36 pagineManual DVRyimyhernNessuna valutazione finora
- Plano ElectricoDocumento1 paginaPlano ElectricoAmós IvánNessuna valutazione finora
- Nivel 1, Leccion 2Documento5 pagineNivel 1, Leccion 2jualdacam50% (6)
- Norma Iso 14001-2015Documento6 pagineNorma Iso 14001-2015Steven MuñozNessuna valutazione finora
- 1SDC210004D0702Documento281 pagine1SDC210004D0702neomannextmanNessuna valutazione finora
- Presentación Del Curso Ingeniería de Las TelecomunicacionesDocumento7 paginePresentación Del Curso Ingeniería de Las TelecomunicacionesMónica RodríguezNessuna valutazione finora
- Hoja Tecnica Impresora HP CartagenaDocumento4 pagineHoja Tecnica Impresora HP CartagenaRommelNessuna valutazione finora
- Eficacia en La Implementación Del TPM en Celdas de Manufactura ExpoDocumento16 pagineEficacia en La Implementación Del TPM en Celdas de Manufactura ExpoCbt AtlapulcoNessuna valutazione finora
- Scan Practica9Documento4 pagineScan Practica9Joel BarónNessuna valutazione finora
- Estándar Ieee 802.11Documento5 pagineEstándar Ieee 802.11Diego Alejandro Villegas Oliveros100% (4)