Potrebbero piacerti anche
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDa EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNessuna valutazione finora
- Common Metallurgical Defects in Grey Cast IronDocumento9 pagineCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- Casting Defect - Fissure DefectsDocumento3 pagineCasting Defect - Fissure Defectsvivek1312Nessuna valutazione finora
- GAS PROBLEM in Steel Sand CastingsDocumento7 pagineGAS PROBLEM in Steel Sand CastingsVasu RajaNessuna valutazione finora
- Nitrogen Fissures Defects in Iron Castings: Back ToDocumento2 pagineNitrogen Fissures Defects in Iron Castings: Back ToJustin DixonNessuna valutazione finora
- ATAS Metstar Kovis FoundryDocumento18 pagineATAS Metstar Kovis FoundryslagmercuryNessuna valutazione finora
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocumento8 pagineCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNessuna valutazione finora
- RECHUPEDocumento7 pagineRECHUPEmarcotulio123Nessuna valutazione finora
- AFS Thermal Analysis of CupsDocumento12 pagineAFS Thermal Analysis of Cupsyash_ganatraNessuna valutazione finora
- Niobium in Cast IronDocumento13 pagineNiobium in Cast IronTayyab HussainNessuna valutazione finora
- Shrinkage in Iron CastingsDocumento10 pagineShrinkage in Iron CastingskarthikkandaNessuna valutazione finora
- Offsetting Macro-Shrinkage in Ductile IronDocumento13 pagineOffsetting Macro-Shrinkage in Ductile IronmetkarthikNessuna valutazione finora
- Elkem 19 Aluminum in Cast IronDocumento2 pagineElkem 19 Aluminum in Cast Ironmarcotulio123Nessuna valutazione finora
- 229-01 Dross Inclusions in An Iron FoundryDocumento4 pagine229-01 Dross Inclusions in An Iron Foundryjlplazaola100% (1)
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocumento32 pagineMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNessuna valutazione finora
- Effect of Minor and Trace Elements in Cast IronDocumento2 pagineEffect of Minor and Trace Elements in Cast IronsachinguptachdNessuna valutazione finora
- Basic Information About Metals and AlloysDocumento7 pagineBasic Information About Metals and AlloysMahesh JingarwarNessuna valutazione finora
- Steel CastingsDocumento50 pagineSteel CastingsVijayakumar TNessuna valutazione finora
- Selection of Inoculants For Grey Cast IronDocumento2 pagineSelection of Inoculants For Grey Cast Ironarnaldorcr8646Nessuna valutazione finora
- Foundry DefectsDocumento12 pagineFoundry DefectsVirendra Gupta100% (1)
- Late Metal Stream InoculationDocumento2 pagineLate Metal Stream Inoculationarnaldorcr8646Nessuna valutazione finora
- AFS Thermal Analysis of CupsDocumento10 pagineAFS Thermal Analysis of Cupsyash_ganatraNessuna valutazione finora
- Causes of Casting Defects With RemediesDocumento6 pagineCauses of Casting Defects With RemediesKavita KaleNessuna valutazione finora
- Effect of Bismuth in Ductile IronDocumento4 pagineEffect of Bismuth in Ductile Ironmarcotulio123100% (2)
- Ingot StructureDocumento5 pagineIngot StructureklawsisNessuna valutazione finora
- Cast Iron SolidificationDocumento12 pagineCast Iron Solidificationkatchani123100% (1)
- Casting Defects & CausesDocumento15 pagineCasting Defects & CausesAbhinav Pratap MauryaNessuna valutazione finora
- TALAT Lecture 3207: Solidification Defects in CastingsDocumento29 pagineTALAT Lecture 3207: Solidification Defects in CastingsCORE Materials100% (1)
- Home About Us Products Quality Control Representation Useful Links Contact UsDocumento5 pagineHome About Us Products Quality Control Representation Useful Links Contact Ustushak mNessuna valutazione finora
- Chunky GraphiteDocumento16 pagineChunky GraphitesachinguptachdNessuna valutazione finora
- Colour Metallography of Cast IronDocumento9 pagineColour Metallography of Cast IronJoaquim Pedroso SilvaNessuna valutazione finora
- Gray Cast Iron-1Documento18 pagineGray Cast Iron-1ManicharanNessuna valutazione finora
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Documento27 pagineSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- Effect of Melting Techniques On Ductile Iron Castings PropertiesDocumento4 pagineEffect of Melting Techniques On Ductile Iron Castings PropertiesHimanshu RanjanNessuna valutazione finora
- Casting ProcessesDocumento18 pagineCasting ProcessesvelavansuNessuna valutazione finora
- Surface Graphite Degeneration in Ductile Iron CastDocumento8 pagineSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNessuna valutazione finora
- Ferroalloy Storage Bin DesignDocumento2 pagineFerroalloy Storage Bin Designarnaldorcr8646Nessuna valutazione finora
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocumento7 pagineFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNessuna valutazione finora
- Determining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004Documento8 pagineDetermining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004arnaldorcr8646Nessuna valutazione finora
- Partition of Slag Phases in The Treatment and Pouring of Ductile IronDocumento2 paginePartition of Slag Phases in The Treatment and Pouring of Ductile Ironarnaldorcr8646Nessuna valutazione finora
- Retained Austenite and PittingDocumento6 pagineRetained Austenite and PittingSuhaib AshrafNessuna valutazione finora
- Introduction To Casting DefectsDocumento234 pagineIntroduction To Casting Defectsyash100% (1)
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocumento25 pagineA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNessuna valutazione finora
- Effects of MN Content and Heat TreatmentDocumento5 pagineEffects of MN Content and Heat TreatmentTrần Xuân VịnhNessuna valutazione finora
- Lecture 7 Inclusions and Pinhole Formation in DIDocumento33 pagineLecture 7 Inclusions and Pinhole Formation in DILuis Arturo RamirezNessuna valutazione finora
- Ductile Iron ReviewDocumento36 pagineDuctile Iron ReviewDenis Yasmin AlineNessuna valutazione finora
- 5-Hot Tear PDFDocumento9 pagine5-Hot Tear PDFPeeka Prabhakara RaoNessuna valutazione finora
- O HC HCDocumento101 pagineO HC HCIndustrial Infra Jobs100% (1)
- Manganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronDocumento30 pagineManganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronNetoNessuna valutazione finora
- Chills General RulesDocumento36 pagineChills General RulesMuthu KumarNessuna valutazione finora
- Why Primary Graphite Is Bad!Documento4 pagineWhy Primary Graphite Is Bad!qwsx123Nessuna valutazione finora
- 3 Inoculant Alloy CompositionDocumento2 pagine3 Inoculant Alloy CompositionAdams GodoyNessuna valutazione finora
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocumento27 pagineCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNessuna valutazione finora
- Magnesium Casting Technology For Structural ApplicationsDocumento21 pagineMagnesium Casting Technology For Structural ApplicationsJinsoo KimNessuna valutazione finora
- 227-04 The Ecolotec ProcessDocumento2 pagine227-04 The Ecolotec ProcessHugo WizenbergNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Adiabatic Shear Localization: Frontiers and AdvancesDa EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNessuna valutazione finora
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeDa EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNessuna valutazione finora
- 2a5 PDFDocumento5 pagine2a5 PDFEr WidodoNessuna valutazione finora
- Viewing and Interpretation of RadiographsDocumento28 pagineViewing and Interpretation of RadiographsEr WidodoNessuna valutazione finora
- Forces Acting On The MouldDocumento4 pagineForces Acting On The MouldEr Widodo100% (1)
- A367 Chill Method PDFDocumento4 pagineA367 Chill Method PDFOziel RomeroNessuna valutazione finora
- Defects in Continuous Cast SteelsDocumento4 pagineDefects in Continuous Cast SteelsEr WidodoNessuna valutazione finora
- Astm A 327 - 91 R97Documento4 pagineAstm A 327 - 91 R97Er WidodoNessuna valutazione finora
- Defect Management ProcessDocumento9 pagineDefect Management ProcessSrinivas Maddipati100% (11)
- Astm A 323 - 93 R00Documento3 pagineAstm A 323 - 93 R00Er WidodoNessuna valutazione finora
- Astm A 324 - 73 R00Documento3 pagineAstm A 324 - 73 R00Er Widodo50% (2)
- Astm A 327M - 91 R97Documento3 pagineAstm A 327M - 91 R97Er WidodoNessuna valutazione finora
- Astm A 327 - 91 R97Documento4 pagineAstm A 327 - 91 R97Er WidodoNessuna valutazione finora
- ASTM A 220 - A 220M - 99Documento5 pagineASTM A 220 - A 220M - 99Er WidodoNessuna valutazione finora
- Din en 1676Documento11 pagineDin en 1676Er Widodo100% (1)
- Astm A 99 - 03Documento3 pagineAstm A 99 - 03Er WidodoNessuna valutazione finora
- Astm A 146 - 04Documento2 pagineAstm A 146 - 04Er WidodoNessuna valutazione finora
- ASTM A 197 - A 197M - 00Documento4 pagineASTM A 197 - A 197M - 00Er Widodo100% (2)
- Astm A 144 - 02Documento2 pagineAstm A 144 - 02Er WidodoNessuna valutazione finora
- Timeline of Casting TechnologyDocumento11 pagineTimeline of Casting TechnologyEr WidodoNessuna valutazione finora
- ASTM A 128 - A 128M - 93 R03Documento2 pagineASTM A 128 - A 128M - 93 R03Er WidodoNessuna valutazione finora
- Technological Developments of Metal Casting TechnologyDocumento32 pagineTechnological Developments of Metal Casting TechnologyEr Widodo0% (1)
- Charging CL Mercy BM 21, BM 24 PeleburanDocumento1 paginaCharging CL Mercy BM 21, BM 24 PeleburanEr WidodoNessuna valutazione finora
- Training - The TAFE ApproachDocumento9 pagineTraining - The TAFE ApproachEr WidodoNessuna valutazione finora
- Cast Iron LectureDocumento16 pagineCast Iron LectureEr WidodoNessuna valutazione finora
- Mott Appendix PDFDocumento65 pagineMott Appendix PDFbrian_fanNessuna valutazione finora
- Cutting Data Ramax HH EngDocumento6 pagineCutting Data Ramax HH EngAnonymous VRspXsmNessuna valutazione finora
- Centrifugal Castings BrochureDocumento4 pagineCentrifugal Castings BrochureasndmpNessuna valutazione finora
- Diffusion Module (DICTRA) Console Mode Example MacrosDocumento343 pagineDiffusion Module (DICTRA) Console Mode Example Macrosyokeceg852Nessuna valutazione finora
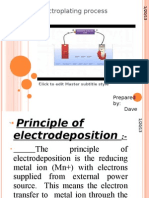
- ElectroplatingDocumento16 pagineElectroplatingheemadave50% (2)
- Is 617.1994Documento19 pagineIs 617.1994Arjuna ReddyNessuna valutazione finora
- HT 521 84054 800 ENDocumento5 pagineHT 521 84054 800 ENEdward AguillónNessuna valutazione finora
- Welding Joint Design & Welding Symbols - Chapter #5Documento12 pagineWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANessuna valutazione finora
- 5754 Almg3 5754 Almg3 Almg3 Almg3 5754 Almg3 Almg3 Almg3 Almg3Documento3 pagine5754 Almg3 5754 Almg3 Almg3 Almg3 5754 Almg3 Almg3 Almg3 Almg3InfoNessuna valutazione finora
- Report On Neelkanth Steel IndustriesDocumento6 pagineReport On Neelkanth Steel IndustriesMeet PatelNessuna valutazione finora
- 308 H DefinitionDocumento1 pagina308 H DefinitionKarthik KeyanNessuna valutazione finora
- Texture Evolution in Grain-Oriented Electrical Steel During Hot Band Annealing and Cold RollingDocumento10 pagineTexture Evolution in Grain-Oriented Electrical Steel During Hot Band Annealing and Cold Rollingد. علا محمد حداويNessuna valutazione finora
- Tool SteelsDocumento31 pagineTool SteelsMaheswaran MuthuNessuna valutazione finora
- Material Selection - SMSDocumento38 pagineMaterial Selection - SMSKong LingweiNessuna valutazione finora
- 5-Hot Tear PDFDocumento9 pagine5-Hot Tear PDFPeeka Prabhakara RaoNessuna valutazione finora
- FST Consumables Guide Section WiresDocumento12 pagineFST Consumables Guide Section WiresDanel SutrisnoNessuna valutazione finora
- Iron Ore Insight IndiaDocumento15 pagineIron Ore Insight IndiagirishrajsNessuna valutazione finora
- 11 (1) 1Documento24 pagine11 (1) 1অর্ঘ্য রায়Nessuna valutazione finora
- Tube India 2018 Exhibitor List 25 11 2018Documento2 pagineTube India 2018 Exhibitor List 25 11 2018Rohit KadamNessuna valutazione finora
- SANDIA LABORATORIES - Tech. Ref. Hydrogen Comp. of Materials - 321 & 347Documento14 pagineSANDIA LABORATORIES - Tech. Ref. Hydrogen Comp. of Materials - 321 & 347lcmpX86Nessuna valutazione finora
- BK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Documento45 pagineBK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Kev Tra100% (1)
- Hitachi Alloy CableDocumento4 pagineHitachi Alloy CableRao PanidapuNessuna valutazione finora
- 3.3 Reforming: Reforming by Tensile and CompressiveDocumento1 pagina3.3 Reforming: Reforming by Tensile and CompressiveAdib RizqullohNessuna valutazione finora
- Passive Water Intake ScreensDocumento2 paginePassive Water Intake Screenspurya89Nessuna valutazione finora
- Research QuestionsDocumento4 pagineResearch QuestionsBrenda LiNessuna valutazione finora
- Deformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation ConditionDocumento10 pagineDeformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation Condition賴炫翰Nessuna valutazione finora
- Parts List: KewpumpDocumento11 pagineParts List: KewpumpAriel Espinoza100% (1)
- Din MaterialDocumento110 pagineDin MaterialLaura Lisianu100% (1)
- MMS Unit VDocumento8 pagineMMS Unit VAdula RajasekharNessuna valutazione finora
- Ficha Tecnica de SF3015H-4000WDocumento19 pagineFicha Tecnica de SF3015H-4000WOscar FlorezNessuna valutazione finora