Potrebbero piacerti anche
- Handbook of Heating, Ventilating and Air ConditioningDa EverandHandbook of Heating, Ventilating and Air ConditioningValutazione: 4 su 5 stelle4/5 (6)
- 7-Thermal Properties of MaterialsDocumento6 pagine7-Thermal Properties of MaterialsaomareltayebNessuna valutazione finora
- Heat Transfer PDFDocumento164 pagineHeat Transfer PDFNitish KrishnanNessuna valutazione finora
- Compressed Air Pipe SystemDocumento9 pagineCompressed Air Pipe Systemkeanncruz100% (1)
- Heat Transfer Modes and Conduction FundamentalsDocumento331 pagineHeat Transfer Modes and Conduction FundamentalsVandittJhingranNessuna valutazione finora
- Troubleshooting Vertical PumpsDocumento38 pagineTroubleshooting Vertical PumpsmangatamritNessuna valutazione finora
- Heat and Mass TransferDocumento107 pagineHeat and Mass Transferchandar munisamyNessuna valutazione finora
- Lec. 2 ConductionDocumento47 pagineLec. 2 ConductionOsama NoorNessuna valutazione finora
- Heat and Mass TransferDocumento20 pagineHeat and Mass Transferpraveen100% (1)
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresDa EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresValutazione: 4 su 5 stelle4/5 (1)
- Buoyancy Problem SolutionsDocumento3 pagineBuoyancy Problem SolutionsKeiole86% (7)
- Hydrogen Reformer Furnace Failure PDFDocumento10 pagineHydrogen Reformer Furnace Failure PDFJacekNessuna valutazione finora
- Phase Oil Equilibria of Oil-Water-Brine - Yaun Kun LiDocumento11 paginePhase Oil Equilibria of Oil-Water-Brine - Yaun Kun LiRonald NgueleNessuna valutazione finora
- Bock FK40 Service ManualDocumento26 pagineBock FK40 Service ManualPAVLOS100% (2)
- Basics of Heat TransferDocumento85 pagineBasics of Heat Transferchirag taterNessuna valutazione finora
- HMT Notes-1 PDFDocumento85 pagineHMT Notes-1 PDFPraveenNessuna valutazione finora
- Conduction Heat Transfer EquationsDocumento85 pagineConduction Heat Transfer EquationsNaveen PrabhuNessuna valutazione finora
- CHAPTER 1 Heat TransferDocumento63 pagineCHAPTER 1 Heat TransferazmieNessuna valutazione finora
- Lecture 3Documento18 pagineLecture 3ssaalleehh340Nessuna valutazione finora
- Basic Heat Transfer - 4101Documento105 pagineBasic Heat Transfer - 4101Joy PalitNessuna valutazione finora
- Modes and Equations of Heat TransferDocumento196 pagineModes and Equations of Heat TransferRakesh PatnaikNessuna valutazione finora
- FME9 Lecture Guide 2 - Steady State One Dimensional Conduction Heat TransferDocumento7 pagineFME9 Lecture Guide 2 - Steady State One Dimensional Conduction Heat Transfergevgev0929Nessuna valutazione finora
- Heat Throw WallsDocumento20 pagineHeat Throw WallshusoNessuna valutazione finora
- Thermal Properties of MaterialsDocumento6 pagineThermal Properties of Materialsdhanya1995Nessuna valutazione finora
- Heat and Mass Transfer.: SolnDocumento14 pagineHeat and Mass Transfer.: SolnGaettan KatambaNessuna valutazione finora
- EGF4053 Chapter 2Documento35 pagineEGF4053 Chapter 2hanis izzatiNessuna valutazione finora
- Heat and Mass Transfer 2mark QuestionsDocumento12 pagineHeat and Mass Transfer 2mark QuestionsRohit KalyanNessuna valutazione finora
- David - Conduction On Steady StateDocumento26 pagineDavid - Conduction On Steady StateStephen TabiarNessuna valutazione finora
- Answer 2 16 Marks HMTDocumento64 pagineAnswer 2 16 Marks HMTfahamith ahamed100% (1)
- Thermofluids Level5 - Lecture 6 - HeatTransfer ConductionDocumento25 pagineThermofluids Level5 - Lecture 6 - HeatTransfer Conductionkanuni41Nessuna valutazione finora
- Noorul Islam Centre For Higher EducationDocumento17 pagineNoorul Islam Centre For Higher Educationmerid debebeNessuna valutazione finora
- Heat TransferDocumento21 pagineHeat TransferRahel Yemane Embaye TeweldeNessuna valutazione finora
- Unit 3 - Part BDocumento6 pagineUnit 3 - Part BMANSOOR REEMANessuna valutazione finora
- Optimizing Dimension of Heat Sinks Plate db461907Documento5 pagineOptimizing Dimension of Heat Sinks Plate db461907Al Hussein CoulibalyNessuna valutazione finora
- HT Ut-1Documento67 pagineHT Ut-1P RavisankarNessuna valutazione finora
- Heat Transfer 2mDocumento17 pagineHeat Transfer 2mAslam KruzzNessuna valutazione finora
- 2019-Me-22 (Waheed Ul Hassan) 02....Documento8 pagine2019-Me-22 (Waheed Ul Hassan) 02....Amroz AfzalNessuna valutazione finora
- Chapter 2 - Steady Heat Conduction PDFDocumento62 pagineChapter 2 - Steady Heat Conduction PDFAroon KumarNessuna valutazione finora
- Heat and Mass Transfer PrinciplesDocumento25 pagineHeat and Mass Transfer PrinciplesArthurmie Jr CaitorNessuna valutazione finora
- Week 1 TutorialsDocumento16 pagineWeek 1 Tutorialsashwinraj562Nessuna valutazione finora
- ZF 72 Gvy 9 L 6 Ynm 0 NDocumento44 pagineZF 72 Gvy 9 L 6 Ynm 0 NThaslim ThaslimNessuna valutazione finora
- 18ME63 H T NotesDocumento97 pagine18ME63 H T NotesTSB InfernoNessuna valutazione finora
- Short Questions For Heat and Mass Transfer ExamDocumento7 pagineShort Questions For Heat and Mass Transfer ExamBilal Hassan juttNessuna valutazione finora
- ME8693 Heat Transfer FundamentalsDocumento11 pagineME8693 Heat Transfer FundamentalsJeganNessuna valutazione finora
- Cla1 Batch1 Key-1Documento5 pagineCla1 Batch1 Key-1Sem 4thNessuna valutazione finora
- Transmission of Heat - Unit 1Documento24 pagineTransmission of Heat - Unit 1Shriya RameshNessuna valutazione finora
- CHAPTER I: Introduction To Heat Transfer Methods of Heat Transfer, Conduction, Convection and RadiationDocumento83 pagineCHAPTER I: Introduction To Heat Transfer Methods of Heat Transfer, Conduction, Convection and RadiationSruthi ChallapalliNessuna valutazione finora
- Insulation Audit Guide Saves Energy CostsDocumento44 pagineInsulation Audit Guide Saves Energy CostsahmedalishNessuna valutazione finora
- HMT 2marksDocumento85 pagineHMT 2marksyogesh sNessuna valutazione finora
- Module 3 Heat TransferDocumento14 pagineModule 3 Heat TransferHazel A. BelloNessuna valutazione finora
- Chap03 HT 3e LectureDocumento73 pagineChap03 HT 3e LecturebpulatstudentNessuna valutazione finora
- Heat and Mass Transfer 2mark QuestionsDocumento21 pagineHeat and Mass Transfer 2mark QuestionskrishnathermalNessuna valutazione finora
- Heat Transfer 2 MarksDocumento29 pagineHeat Transfer 2 MarksvenkateshNessuna valutazione finora
- Mechanical Unit 4Documento28 pagineMechanical Unit 4bhaskarraj1714Nessuna valutazione finora
- Heat Transfer and Thermal Expansion GuideDocumento16 pagineHeat Transfer and Thermal Expansion GuideAzmira AhmadNessuna valutazione finora
- Climatology L7-L8Documento20 pagineClimatology L7-L8MansaNessuna valutazione finora
- Prepared By: Dr. Muddasar Habib Department of Chemical Engineering University of Engineering and Technology, PeshawarDocumento46 paginePrepared By: Dr. Muddasar Habib Department of Chemical Engineering University of Engineering and Technology, PeshawarasifdcetNessuna valutazione finora
- GATE Material. Heat Transfer. ChemicalDocumento71 pagineGATE Material. Heat Transfer. ChemicalsureshNessuna valutazione finora
- Chapter 2 Conduction AnalysisDocumento16 pagineChapter 2 Conduction AnalysisNurul AsyilahNessuna valutazione finora
- Heattransfershortnotes2018 PDFDocumento44 pagineHeattransfershortnotes2018 PDFAniket KumarNessuna valutazione finora
- Chapter 2Documento20 pagineChapter 2Erra ShafiraNessuna valutazione finora
- Chapter 8: Thermal Conductivity and The Mechanism of Heat TransportDocumento33 pagineChapter 8: Thermal Conductivity and The Mechanism of Heat TransportConrad MonterolaNessuna valutazione finora
- Heat Transfer ModesDocumento29 pagineHeat Transfer ModesLuqman HakimNessuna valutazione finora
- Please Read and Consult To Know and LearnDocumento26 paginePlease Read and Consult To Know and LearnAbdur RehmanNessuna valutazione finora
- American Professional Boxer JOE FRAZIERDocumento1 paginaAmerican Professional Boxer JOE FRAZIERKeioleNessuna valutazione finora
- Boxing Legend 2Documento3 pagineBoxing Legend 2KeioleNessuna valutazione finora
- American Former Boxer (1969) George Edward ForemanDocumento1 paginaAmerican Former Boxer (1969) George Edward ForemanKeioleNessuna valutazione finora
- ForcesDocumento7 pagineForcesKeioleNessuna valutazione finora
- Mike Gerard TysonDocumento1 paginaMike Gerard TysonKeioleNessuna valutazione finora
- American Boxer (1985) Mike Gerard TysonDocumento1 paginaAmerican Boxer (1985) Mike Gerard TysonKeioleNessuna valutazione finora
- American Boxer Ray "SugarDocumento1 paginaAmerican Boxer Ray "SugarKeioleNessuna valutazione finora
- PlanetsDocumento4 paginePlanetsKeioleNessuna valutazione finora
- Topic 12Documento5 pagineTopic 12KeioleNessuna valutazione finora
- American Boxer Ray "SugarDocumento1 paginaAmerican Boxer Ray "SugarKeioleNessuna valutazione finora
- American Former Boxer (1969) George Edward ForemanDocumento1 paginaAmerican Former Boxer (1969) George Edward ForemanKeioleNessuna valutazione finora
- American Professional Boxer JOE FRAZIERDocumento1 paginaAmerican Professional Boxer JOE FRAZIERKeioleNessuna valutazione finora
- Design of Static Strength (Stress in Materials)Documento2 pagineDesign of Static Strength (Stress in Materials)KeioleNessuna valutazione finora
- WhoDocumento2 pagineWhoKeioleNessuna valutazione finora
- Manny PacquiaoDocumento3 pagineManny PacquiaoKeioleNessuna valutazione finora
- Who Is George Edward ForemanDocumento1 paginaWho Is George Edward ForemanKeioleNessuna valutazione finora
- Roberto Durán SamaniegoDocumento1 paginaRoberto Durán SamaniegoKeioleNessuna valutazione finora
- FastenerDocumento3 pagineFastenerKeioleNessuna valutazione finora
- Automotive Car TerminologiesDocumento4 pagineAutomotive Car TerminologiesKeioleNessuna valutazione finora
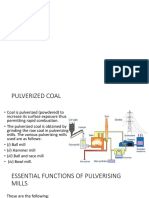
- Pulverized CoalDocumento13 paginePulverized CoalKeioleNessuna valutazione finora
- Marvelous Marvin Hagler Undisputed Middleweight Champ 1980-1987Documento1 paginaMarvelous Marvin Hagler Undisputed Middleweight Champ 1980-1987KeioleNessuna valutazione finora
- George Edward ForemanDocumento1 paginaGeorge Edward ForemanKeioleNessuna valutazione finora
- RefrigerationDocumento8 pagineRefrigerationKeioleNessuna valutazione finora
- What Is A Hand GrenadeDocumento1 paginaWhat Is A Hand GrenadeKeioleNessuna valutazione finora
- 40 MM Grenade LauncherDocumento2 pagine40 MM Grenade LauncherKeioleNessuna valutazione finora
- The SwarmerDocumento1 paginaThe SwarmerKeioleNessuna valutazione finora
- Manny PacquiaoDocumento3 pagineManny PacquiaoKeioleNessuna valutazione finora
- Ray Charles Leonard: Ray Charles Leonard (Born May 17, 1956), Best Known As "Sugar" Ray Leonard, Is AnDocumento1 paginaRay Charles Leonard: Ray Charles Leonard (Born May 17, 1956), Best Known As "Sugar" Ray Leonard, Is AnKeioleNessuna valutazione finora
- Smokin' Joe FrazierDocumento1 paginaSmokin' Joe FrazierKeioleNessuna valutazione finora
- Final Paper 01 - Structured Essay English MediumDocumento7 pagineFinal Paper 01 - Structured Essay English Mediumsigiriya.photographyNessuna valutazione finora
- Product Data: DescriptionDocumento2 pagineProduct Data: Descriptionjhon vargasNessuna valutazione finora
- CMS 2011 Phase Diagram CalculationDocumento9 pagineCMS 2011 Phase Diagram CalculationSophia WuNessuna valutazione finora
- Diffusion and Flow of Gases in Porous SolidsDocumento12 pagineDiffusion and Flow of Gases in Porous SolidsSal HashemifardNessuna valutazione finora
- Johnson PumpDocumento113 pagineJohnson Pumpdradovic69Nessuna valutazione finora
- Soil Cheatsheet (Updated)Documento3 pagineSoil Cheatsheet (Updated)AOS100% (1)
- Usp (1118) Monitoring Devices-Time, Temperature, and HumidityDocumento3 pagineUsp (1118) Monitoring Devices-Time, Temperature, and HumiditySara OchoaNessuna valutazione finora
- CH-314 Lab Experiment 3Documento3 pagineCH-314 Lab Experiment 3Fatima tahirNessuna valutazione finora
- Process Measurement Instrumentation GuideDocumento27 pagineProcess Measurement Instrumentation Guideappril26Nessuna valutazione finora
- Energy Transformations QuizDocumento3 pagineEnergy Transformations QuizAngeli MercedNessuna valutazione finora
- Sae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickDocumento9 pagineSae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickAliakbar SaifeeNessuna valutazione finora
- Nuratherm PIR TDSDocumento2 pagineNuratherm PIR TDSNathan BlythNessuna valutazione finora
- Wmi Alhap Final Report 2006Documento149 pagineWmi Alhap Final Report 2006John UnderwoodNessuna valutazione finora
- The Orthobaric Surface Tensions and Thermodynamic Properties of The Liquid Surfaces of The N-Alkanes, C5 To C28Documento3 pagineThe Orthobaric Surface Tensions and Thermodynamic Properties of The Liquid Surfaces of The N-Alkanes, C5 To C28Ogunronbi Kehinde EmekaNessuna valutazione finora
- Awsd1 191019041556 PDFDocumento1 paginaAwsd1 191019041556 PDFBiswasNessuna valutazione finora
- Cavecool Wine Cooler Service ManualDocumento27 pagineCavecool Wine Cooler Service ManualCristian CecconelloNessuna valutazione finora
- Water TanksDocumento23 pagineWater TanksSenthil KumarNessuna valutazione finora
- PDF High Performance Diaphragm Liquid End HPD Low Flow Installation Operation and Maintenance Manual - CompressDocumento40 paginePDF High Performance Diaphragm Liquid End HPD Low Flow Installation Operation and Maintenance Manual - CompressVũ Văn QuangNessuna valutazione finora
- Curie Temperature: Electronic StructureDocumento21 pagineCurie Temperature: Electronic Structurejose carlos julca eleraNessuna valutazione finora
- Chapter 3 - Resistance: Introductory Circuit Analysis Robert L. BoylestadDocumento29 pagineChapter 3 - Resistance: Introductory Circuit Analysis Robert L. BoylestadIMELDA ESPIRITUNessuna valutazione finora
- Diode XPDocumento4 pagineDiode XPKaasamHarishKumarNessuna valutazione finora
- Published DeepBeamswithopeningsDocumento11 paginePublished DeepBeamswithopeningsEngmka KimoNessuna valutazione finora
- Analyzing Projectile Motion with Capstone SoftwareDocumento5 pagineAnalyzing Projectile Motion with Capstone SoftwarepatelNessuna valutazione finora
- IAL Unit 5 Edexcel NotesDocumento27 pagineIAL Unit 5 Edexcel NotesThangavel SarujanNessuna valutazione finora
- Tabakovic 2018Documento36 pagineTabakovic 2018hayet debbichNessuna valutazione finora