Potrebbero piacerti anche
- AS350B2VEMD Ang PMVA-RN4 9-16-RN3 EASA MasterDocumento78 pagineAS350B2VEMD Ang PMVA-RN4 9-16-RN3 EASA MasterRo LandNessuna valutazione finora
- 190 00587 00Documento116 pagine190 00587 00PREVISTONessuna valutazione finora
- Nas6703 NationalaerospacestandardDocumento8 pagineNas6703 NationalaerospacestandardSAPTONessuna valutazione finora
- All SRM Ch01Documento12 pagineAll SRM Ch01DiegoAlejandroBuitragoMartinezNessuna valutazione finora
- Bombardier Challenger 00 Flight ControlsDocumento39 pagineBombardier Challenger 00 Flight ControlsBill100% (1)
- SL Hartzell 2016Documento36 pagineSL Hartzell 2016Alexis KidemaNessuna valutazione finora
- Chapter 04 Airworthiness Limitations PDFDocumento12 pagineChapter 04 Airworthiness Limitations PDFSantiago TorresNessuna valutazione finora
- Bombardier Challenger 01 Flight ControlsDocumento23 pagineBombardier Challenger 01 Flight ControlsEmanøel AlvesNessuna valutazione finora
- 139 0000 ADocumento222 pagine139 0000 AgerardoferrandinoNessuna valutazione finora
- SE&P Relay Catalog PDFDocumento48 pagineSE&P Relay Catalog PDFMartinDiaz100% (1)
- 407 MM CH10Documento22 pagine407 MM CH10Bruno Alonso Pacheco0% (1)
- Aerospace Actuators 1: Needs, Reliability and Hydraulic Power SolutionsDa EverandAerospace Actuators 1: Needs, Reliability and Hydraulic Power SolutionsNessuna valutazione finora
- Gualdoni 16Documento75 pagineGualdoni 16Leon Lella0% (1)
- Recognised Supplemental Type CertificatesDocumento23 pagineRecognised Supplemental Type CertificatesVignesh100% (1)
- Beech Starship AMMDocumento1.062 pagineBeech Starship AMMHeiriNessuna valutazione finora
- At575 234W TNCF 000 RG 29.5 NMDocumento3 pagineAt575 234W TNCF 000 RG 29.5 NMMarlene SalazarNessuna valutazione finora
- Saft Data Sheet and ManualDocumento61 pagineSaft Data Sheet and ManualDiegoEspinNessuna valutazione finora
- 429 Asb 15 19Documento4 pagine429 Asb 15 19Samir PeraltaNessuna valutazione finora
- 604 MmelDocumento219 pagine604 Mmelksmohsin100% (1)
- Adjustment - Check and Correction of Vertical Z and Horizontal Y Vibrations Main RotorDocumento19 pagineAdjustment - Check and Correction of Vertical Z and Horizontal Y Vibrations Main RotorFábio HenriqueNessuna valutazione finora
- Super Cub PA - 18 / PA - 18A Serial No.:: Inspection ReportDocumento5 pagineSuper Cub PA - 18 / PA - 18A Serial No.:: Inspection ReportJoão MarcosNessuna valutazione finora
- 2012-05-09 Apache Maintenance ManualDocumento5 pagine2012-05-09 Apache Maintenance ManualScott McLainNessuna valutazione finora
- Aerospace Actuators 2: Signal-by-Wire and Power-by-WireDa EverandAerospace Actuators 2: Signal-by-Wire and Power-by-WireNessuna valutazione finora
- TM 11-5820-518-20Documento42 pagineTM 11-5820-518-20oosakataroNessuna valutazione finora
- Beechcraft DukeDocumento524 pagineBeechcraft Dukejamilahroslien35Nessuna valutazione finora
- TM 1-1500-204-23-1, Change 5Documento448 pagineTM 1-1500-204-23-1, Change 5"Rufus"Nessuna valutazione finora
- Service Instructions FOR Radar RDR 2000 With Moving Map Installation and Gns 530 (GPS) InstallationDocumento42 pagineService Instructions FOR Radar RDR 2000 With Moving Map Installation and Gns 530 (GPS) InstallationjohnnysNessuna valutazione finora
- Beech Kit Catalog April 2009Documento755 pagineBeech Kit Catalog April 2009Gerardo AltunaNessuna valutazione finora
- Bendix Generators - Overhaul InstructionsDocumento38 pagineBendix Generators - Overhaul InstructionsReydale Cacho100% (1)
- Illustrated Parts Catalog, Sa 4047-76C-4Documento18 pagineIllustrated Parts Catalog, Sa 4047-76C-4Ananda Fiqry AlkahfiNessuna valutazione finora
- M20C ManualDocumento46 pagineM20C ManualfasilpereiraNessuna valutazione finora
- Al 250Documento25 pagineAl 250EstevamNessuna valutazione finora
- Aero Supplies - Catalogue CHAPTER 6 (505-595) PDFDocumento91 pagineAero Supplies - Catalogue CHAPTER 6 (505-595) PDFJerome Cardenas TablacNessuna valutazione finora
- C47B OmmDocumento12 pagineC47B OmmturboshaftNessuna valutazione finora
- S-76 Barrier Filter PamphletDocumento20 pagineS-76 Barrier Filter PamphletJoness9Nessuna valutazione finora
- Bell 47G RFM Rev.04 (1958)Documento37 pagineBell 47G RFM Rev.04 (1958)mike nospamyNessuna valutazione finora
- O 320 H2AD Engine Valve ProblemDocumento5 pagineO 320 H2AD Engine Valve ProblemjdasfacNessuna valutazione finora
- Cessna 414 Updated Manual List As of June 2017Documento5 pagineCessna 414 Updated Manual List As of June 2017Elmer VillegasNessuna valutazione finora
- Asb 407-04-62Documento5 pagineAsb 407-04-62turboshaftNessuna valutazione finora
- Illustrated Parts Catalog: Aquila A211 / A212Documento440 pagineIllustrated Parts Catalog: Aquila A211 / A212KrasakKrusuk Si MaulNessuna valutazione finora
- (E-124) Betriebs-Und Einbauanweisung Operation and Installation ManualDocumento117 pagine(E-124) Betriebs-Und Einbauanweisung Operation and Installation ManualVincent LefeuvreNessuna valutazione finora
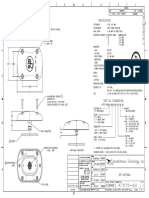
- Cover Static Port - FinalDocumento1 paginaCover Static Port - FinalMohammad NorouzzadehNessuna valutazione finora
- A700 Parts ManualDocumento162 pagineA700 Parts Manualmdhelicopters100% (1)
- Service Information: Model/Variant Title Description Pub Number Compliance Serial Number Publication TypeDocumento24 pagineService Information: Model/Variant Title Description Pub Number Compliance Serial Number Publication TypeMoshiurRahman100% (1)
- S65-5366 L-BandDocumento1 paginaS65-5366 L-Bandkkpatel87Nessuna valutazione finora
- BHT 412 SPM Chapter 02 Torque PDFDocumento30 pagineBHT 412 SPM Chapter 02 Torque PDFMARKPNessuna valutazione finora
- Eje/F: Chapter 28 - Fuel SystemDocumento46 pagineEje/F: Chapter 28 - Fuel SystemJose danielNessuna valutazione finora
- Airworthiness Limitations ManualDocumento12 pagineAirworthiness Limitations Manualahmed.19.77.4.5Nessuna valutazione finora
- 1 Aerodynamics Flight ControlsDocumento87 pagine1 Aerodynamics Flight ControlsAnonymous OZxPZgFcNessuna valutazione finora
- 412 MM CH06Documento8 pagine412 MM CH06Sebastian GarciaNessuna valutazione finora
- ICAO Noise MeasurementDocumento32 pagineICAO Noise MeasurementMuralidharan ShanmugamNessuna valutazione finora
- TIO-540-AJ1A Parts Catalog PC-TIO-540-AJ1ADocumento102 pagineTIO-540-AJ1A Parts Catalog PC-TIO-540-AJ1AGilberto Tarque Vivero100% (1)
- Continued Aiirworthiness - Model 200 SériesDocumento129 pagineContinued Aiirworthiness - Model 200 SériesGabriel vieiraNessuna valutazione finora
- CAMP Status CessnaDocumento95 pagineCAMP Status CessnaKritz FritzNessuna valutazione finora
- Week 5Documento116 pagineWeek 5Arief SambestNessuna valutazione finora
- Rolls - Royce: 250 - C47B Operation and MaintenanceDocumento23 pagineRolls - Royce: 250 - C47B Operation and MaintenanceSerafin MoralesNessuna valutazione finora
- InsertsDocumento10 pagineInsertsEagle1968Nessuna valutazione finora
- Sb1000 Rev BDocumento4 pagineSb1000 Rev BmycopteraviationNessuna valutazione finora
- 072 90 00 EngineAcessoryDocumento30 pagine072 90 00 EngineAcessoryblackhawkNessuna valutazione finora
- Global Warming IN AERONAUTICAL iNDUSTRYDocumento4 pagineGlobal Warming IN AERONAUTICAL iNDUSTRYLiney Jharitza Escobar BonillaNessuna valutazione finora
- Gebreab Kidanu PDFDocumento112 pagineGebreab Kidanu PDFLiney Jharitza Escobar BonillaNessuna valutazione finora
- Gebreab Kidanu PDFDocumento112 pagineGebreab Kidanu PDFLiney Jharitza Escobar BonillaNessuna valutazione finora
- Distance Measuring EquipmentDocumento4 pagineDistance Measuring EquipmentLiney Jharitza Escobar BonillaNessuna valutazione finora
- Comm SatDocumento23 pagineComm SatLiney Jharitza Escobar BonillaNessuna valutazione finora
- Comm SatDocumento23 pagineComm SatLiney Jharitza Escobar BonillaNessuna valutazione finora
- Satellite Link Design: A Tutorial: Aderemi A. Atayero, Matthew K. Luka and Adeyemi A. AlatisheDocumento6 pagineSatellite Link Design: A Tutorial: Aderemi A. Atayero, Matthew K. Luka and Adeyemi A. AlatishecloudtelNessuna valutazione finora
- Avionics Navigation Systems PDFDocumento25 pagineAvionics Navigation Systems PDFXingfang Cai0% (1)
- Lift Stability AnalysisDocumento23 pagineLift Stability Analysisaiyubi2Nessuna valutazione finora
- Biophy-Lec (Mod1 - The-Basics) PDFDocumento18 pagineBiophy-Lec (Mod1 - The-Basics) PDFShekinah LeynesNessuna valutazione finora
- Biography: Aryabhata (IAST: Āryabhaṭa; Sanskrit: आयरभटः) (476-550 CE) was the first in theDocumento7 pagineBiography: Aryabhata (IAST: Āryabhaṭa; Sanskrit: आयरभटः) (476-550 CE) was the first in theshabaan786Nessuna valutazione finora
- How To Learn, by Simon Oxenham, 15 Feb. 2013: Learning MethodsDocumento5 pagineHow To Learn, by Simon Oxenham, 15 Feb. 2013: Learning MethodsAnonymous Z1NYxC6hgYNessuna valutazione finora
- Unit I - Force Analysis (9) : Systems and Tribology ConceptDocumento82 pagineUnit I - Force Analysis (9) : Systems and Tribology ConceptSaranNessuna valutazione finora
- Hot and Dry Climate SolarPassiveHostelDocumento4 pagineHot and Dry Climate SolarPassiveHostelMohammed BakhlahNessuna valutazione finora
- Lighting ModuleDocumento133 pagineLighting ModulePrashanth KochuveetilNessuna valutazione finora
- Moving Charges and Magnetism 2Documento43 pagineMoving Charges and Magnetism 2Mavn LoginNessuna valutazione finora
- Automation and Robotic Lec 2Documento9 pagineAutomation and Robotic Lec 2Josh Sam Rindai MhlangaNessuna valutazione finora
- Bearing Basics For Gas-Industry Screw CompressorsDocumento5 pagineBearing Basics For Gas-Industry Screw CompressorsDayo IdowuNessuna valutazione finora
- National Institute of Technology Durgapur: Department of Chemical EngineeringDocumento2 pagineNational Institute of Technology Durgapur: Department of Chemical Engineeringpiyush dwivediNessuna valutazione finora
- Trial Mix Design Report PDFDocumento38 pagineTrial Mix Design Report PDFTimothy HughesNessuna valutazione finora
- Frac To GraphyDocumento639 pagineFrac To GraphyBHARANINessuna valutazione finora
- Scientech 2502Documento2 pagineScientech 2502Rishi KeshNessuna valutazione finora
- Nikuradse's ExperimentDocumento50 pagineNikuradse's ExperimentAli BahuNessuna valutazione finora
- Rigaku Journal 33-2-26-28Documento3 pagineRigaku Journal 33-2-26-28Eduardo ArdilesNessuna valutazione finora
- Heatcraft BN PDFDocumento44 pagineHeatcraft BN PDFDavid GironNessuna valutazione finora
- Chirimuuta. Outside ColorDocumento262 pagineChirimuuta. Outside Colorcrazijoe100% (2)
- Olympic 2018 - Tien Giang 11Documento17 pagineOlympic 2018 - Tien Giang 11Trần Quốc ToảnNessuna valutazione finora
- Case Studies in Engineering Failure Analysis: K. Gurumoorthy, Bradley D. Faye, Arindam GhoshDocumento8 pagineCase Studies in Engineering Failure Analysis: K. Gurumoorthy, Bradley D. Faye, Arindam GhoshRif SenyoNessuna valutazione finora
- ThermodynamicsDocumento8 pagineThermodynamicsBasu SbNessuna valutazione finora
- Thickening Agent - Wikipedia, The Free EncyclopediaDocumento5 pagineThickening Agent - Wikipedia, The Free EncyclopediaJohnNessuna valutazione finora
- Lab Report On AdsorptionDocumento12 pagineLab Report On AdsorptionElizabeth Polancos BruaNessuna valutazione finora
- Flint-2 5Documento671 pagineFlint-2 5GNZLNessuna valutazione finora
- SilverThin Slewing Rings and Pinions CatalogDocumento16 pagineSilverThin Slewing Rings and Pinions CatalogGanesh LohakareNessuna valutazione finora
- WSDOT FOP For AASHTO T 106Documento14 pagineWSDOT FOP For AASHTO T 106malaya tripathyNessuna valutazione finora
- ThermometryDocumento29 pagineThermometryaelle00Nessuna valutazione finora
- Fluid Mechanics Unit1Documento100 pagineFluid Mechanics Unit1anjuNessuna valutazione finora
- F80 Press ReleaseDocumento2 pagineF80 Press Releasespscribd1Nessuna valutazione finora