Potrebbero piacerti anche
- Global Food Traceability PDFDocumento10 pagineGlobal Food Traceability PDFKristina HartzNessuna valutazione finora
- Allergen Control Program - EnglishDocumento1 paginaAllergen Control Program - EnglishOrlando Clar Ralaisoa100% (1)
- IAFP 2014 Traceability and Food DefenseDocumento35 pagineIAFP 2014 Traceability and Food DefenseShahid0% (1)
- Cleaning Validation AIB PDFDocumento4 pagineCleaning Validation AIB PDFngoc98Nessuna valutazione finora
- BodyDocumento263 pagineBodyTiyas KurniaNessuna valutazione finora
- Final - Print Adh Lam Slit - May 6 2010Documento22 pagineFinal - Print Adh Lam Slit - May 6 2010cassilda_carvalho@hotmail.comNessuna valutazione finora
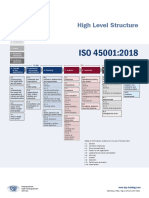
- DQSHolding - 760E2 - High Level Structure ISO 45001Documento1 paginaDQSHolding - 760E2 - High Level Structure ISO 45001MTOLLERNessuna valutazione finora
- Withdrawal ManualDocumento47 pagineWithdrawal Manualatvenu16160Nessuna valutazione finora
- Cleaning Validation White PaperDocumento7 pagineCleaning Validation White PaperAngga PratamaNessuna valutazione finora
- ISO 14159 2002 (E) - Character PDF DocumentDocumento6 pagineISO 14159 2002 (E) - Character PDF DocumentGema Luisa Fuentes OrtegaNessuna valutazione finora
- Risk Assessment Dan HAccpDocumento27 pagineRisk Assessment Dan HAccpNurjana Sigiro100% (1)
- IT Governance FrameworkDocumento41 pagineIT Governance Frameworkmusaab elameenNessuna valutazione finora
- Cleaning in Food Industry 2Documento6 pagineCleaning in Food Industry 2Ekoh EnduranceNessuna valutazione finora
- Sursagar Dairy: WadhwanDocumento14 pagineSursagar Dairy: Wadhwanbhavesh1994Nessuna valutazione finora
- DissertationDocumento68 pagineDissertationBelinda ChirombaNessuna valutazione finora
- GUI 0028 Cleaning Validation - Ltr&doc EngDocumento11 pagineGUI 0028 Cleaning Validation - Ltr&doc EngKaran SharmaNessuna valutazione finora
- Project Management - CourseDocumento117 pagineProject Management - CourseZopinho90100% (2)
- Infant Formula Gmp-EngDocumento39 pagineInfant Formula Gmp-EngPhilippe TrotinNessuna valutazione finora
- SGF-GMP Self Assessment Questionnaire enDocumento22 pagineSGF-GMP Self Assessment Questionnaire enOzlem Mep100% (1)
- Assessing & Measuring Operational Risk Why COSO Is InappropriateDocumento41 pagineAssessing & Measuring Operational Risk Why COSO Is Inappropriateshecat2604710% (1)
- Environmental Monitoring and Control A Complete GuideDa EverandEnvironmental Monitoring and Control A Complete GuideNessuna valutazione finora
- Critical Elements For EMPDocumento54 pagineCritical Elements For EMPGaganpreet KaurNessuna valutazione finora
- Hygiene and Sanitary Conditions in A Meat Processing Plant PDFDocumento30 pagineHygiene and Sanitary Conditions in A Meat Processing Plant PDFsureshNessuna valutazione finora
- Guidance Allergen Food PDFDocumento85 pagineGuidance Allergen Food PDFAllan BatistaNessuna valutazione finora
- Listeria Monocytogenes Guidance On: Environmental Monitoring and Corrective Actions in At-Risk FoodsDocumento35 pagineListeria Monocytogenes Guidance On: Environmental Monitoring and Corrective Actions in At-Risk FoodsGaganpreet KaurNessuna valutazione finora
- BAM Chapter 10 Detection of Listeria Monocytogenes in Foods and Environmental Samples, and Enumeration of Listeria Monocytogenes in Foods FDADocumento26 pagineBAM Chapter 10 Detection of Listeria Monocytogenes in Foods and Environmental Samples, and Enumeration of Listeria Monocytogenes in Foods FDAIwan RidwantoNessuna valutazione finora
- HACCP Plan Template Sample ReportDocumento7 pagineHACCP Plan Template Sample ReportgustasalNessuna valutazione finora
- Risk Assessment Palm Food FEDIOL Final 160522Documento18 pagineRisk Assessment Palm Food FEDIOL Final 160522Jayashri chitteNessuna valutazione finora
- Env3 - Kraft, Environmental Monitoring Program PDFDocumento37 pagineEnv3 - Kraft, Environmental Monitoring Program PDFMarianyNessuna valutazione finora
- General Standard For The Labelling of Prepackaged FoodDocumento9 pagineGeneral Standard For The Labelling of Prepackaged FoodAubreyNessuna valutazione finora
- Aturan Codex (Labelling)Documento9 pagineAturan Codex (Labelling)cobak212Nessuna valutazione finora
- Sorbic AcidDocumento3 pagineSorbic Acid4461ursNessuna valutazione finora
- SQFI Guidance RE: 2.8.3 Allergen Cleaning and Sanitation PracticesDocumento6 pagineSQFI Guidance RE: 2.8.3 Allergen Cleaning and Sanitation PracticesRene Bonilla LanderosNessuna valutazione finora
- Zone 1 Sampling For Spp. in Fresh Produce Operations:: ListeriaDocumento10 pagineZone 1 Sampling For Spp. in Fresh Produce Operations:: Listeriaamir ShehzadNessuna valutazione finora
- Social AuditsDocumento9 pagineSocial AuditsNitin Kumar100% (1)
- Dr. Ramakrishnan Nara V.P. Product Safety &research Perry Johnson Registrar Food Safety Inc. (Pjrfsi, Usa)Documento33 pagineDr. Ramakrishnan Nara V.P. Product Safety &research Perry Johnson Registrar Food Safety Inc. (Pjrfsi, Usa)Yoga PradanaNessuna valutazione finora
- Alsop 17 A Laundry and Linen UseDocumento2 pagineAlsop 17 A Laundry and Linen UseChandan Srivastava100% (1)
- ISO 22000:2005 Food Safety Management Systems Auditor/Lead Auditor Training CourseDocumento153 pagineISO 22000:2005 Food Safety Management Systems Auditor/Lead Auditor Training CourseYasser Hassan100% (1)
- Implementation of HaccpDocumento21 pagineImplementation of HaccpAnonymous OPix6Tyk5I100% (1)
- PAS 220 ClausesDocumento65 paginePAS 220 ClausesSatya Pradeep PulakurthiNessuna valutazione finora
- Food Safety in the Seafood Industry: A Practical Guide for ISO 22000 and FSSC 22000 ImplementationDa EverandFood Safety in the Seafood Industry: A Practical Guide for ISO 22000 and FSSC 22000 ImplementationNessuna valutazione finora
- Writing Food Safety Plan 2024Documento21 pagineWriting Food Safety Plan 2024amit.crypto.bitNessuna valutazione finora
- Cleaning and disinfection of food factories: a practical guideDa EverandCleaning and disinfection of food factories: a practical guideNessuna valutazione finora
- Traceability Complete FinalDocumento14 pagineTraceability Complete Finalmdsanchezo8373Nessuna valutazione finora
- FDA Handbook On Defect ActionDocumento21 pagineFDA Handbook On Defect ActionTim Alvaran100% (1)
- Haccp WsDocumento11 pagineHaccp WsFreg GregNessuna valutazione finora
- Parker - Compressed Air For Food GMPsDocumento8 pagineParker - Compressed Air For Food GMPsXavierNessuna valutazione finora
- Fact Sheet 2 - Food Safety ProgramsDocumento5 pagineFact Sheet 2 - Food Safety Programsshanmugam thevapriyanNessuna valutazione finora
- Stock Control Record StepsDocumento6 pagineStock Control Record StepspenditamarahNessuna valutazione finora
- Risk Assessment ExampleDocumento2 pagineRisk Assessment ExampleGaganpreet Kaur SainiNessuna valutazione finora
- Shelf Life Testing of Fresh MeatDocumento4 pagineShelf Life Testing of Fresh Meatlinpok100% (1)
- Cleaner Production Technologies (KULIAH 26 SEPT 2011)Documento27 pagineCleaner Production Technologies (KULIAH 26 SEPT 2011)Martha Hadiani AnggraitaNessuna valutazione finora
- Melsec Iq-FDocumento4 pagineMelsec Iq-FJoão AraujoNessuna valutazione finora
- AllergenDocumento7 pagineAllergenchocoboomNessuna valutazione finora
- BAM Chapter 18 - Yeasts, Molds and Mycotoxins - FDADocumento13 pagineBAM Chapter 18 - Yeasts, Molds and Mycotoxins - FDAsunnysatwNessuna valutazione finora
- Troubleshooting Milk Flavor Problems - Dairy Cattle Nutrition - Penn State ExtensionDocumento7 pagineTroubleshooting Milk Flavor Problems - Dairy Cattle Nutrition - Penn State ExtensionCostaEdvaldoNessuna valutazione finora
- Reserve SamplesDocumento2 pagineReserve SamplesSrikanth NagabiruNessuna valutazione finora
- Food Safety Management SystemDocumento36 pagineFood Safety Management SystemTony BejuNessuna valutazione finora
- Guidance Document Warehouses Brochure PDFDocumento2 pagineGuidance Document Warehouses Brochure PDFEdwin MolinaNessuna valutazione finora
- Understanding FSMA HACCP HARPCDocumento16 pagineUnderstanding FSMA HACCP HARPCcamila bernalNessuna valutazione finora
- Synthetic Food Grade Grease Synthetic Food Grade Grease: (NSF Certified (NSF Certified, Category H1, REGN NO. 147065)Documento2 pagineSynthetic Food Grade Grease Synthetic Food Grade Grease: (NSF Certified (NSF Certified, Category H1, REGN NO. 147065)mayurghule19100% (1)
- Prediction of Shelf Life Behavior of Milk and Milk Product1Documento11 paginePrediction of Shelf Life Behavior of Milk and Milk Product1Jithin JasinNessuna valutazione finora
- Chemical Safety of Meat and Meat Products PDFDocumento11 pagineChemical Safety of Meat and Meat Products PDFekosaputrobbppbatuNessuna valutazione finora
- IQFDocumento1 paginaIQFJulie WillisNessuna valutazione finora
- Garyville AWS Case Study - PDFDocumento3 pagineGaryville AWS Case Study - PDFDias M.NNessuna valutazione finora
- Process supervision A Clear and Concise ReferenceDa EverandProcess supervision A Clear and Concise ReferenceNessuna valutazione finora
- Corrective And Preventative Action A Complete Guide - 2020 EditionDa EverandCorrective And Preventative Action A Complete Guide - 2020 EditionNessuna valutazione finora
- Lidl UK Supplier Social Compliance Guidance FinalDocumento10 pagineLidl UK Supplier Social Compliance Guidance FinalpvmtNessuna valutazione finora
- Ia Summary Week2Documento4 pagineIa Summary Week2GaleNessuna valutazione finora
- 1a Bilingual Amfori QMI TOI For Participants - For Distribution - 0Documento3 pagine1a Bilingual Amfori QMI TOI For Participants - For Distribution - 0Junayed FerdousNessuna valutazione finora
- Road Safety Audit ManualDocumento32 pagineRoad Safety Audit ManualAbdullah Abdel-MaksoudNessuna valutazione finora
- Vietaccess Pubfin TamDocumento8 pagineVietaccess Pubfin Tamthuyannt1990Nessuna valutazione finora
- Alchemy 20audit 20case 20study Final 20version 3 PDFDocumento10 pagineAlchemy 20audit 20case 20study Final 20version 3 PDFNatala WillzNessuna valutazione finora
- Resume Jennifer Suttorp 1Documento2 pagineResume Jennifer Suttorp 1api-250621291Nessuna valutazione finora
- Apalit Executive Summary 2020Documento6 pagineApalit Executive Summary 2020Terry AceNessuna valutazione finora
- Aud Red SirugDocumento12 pagineAud Red SirugRisaline CuaresmaNessuna valutazione finora
- Om Parkash: Manappuram Finance Limited - (From-19 January 2009 - TILL DATE - 2018)Documento2 pagineOm Parkash: Manappuram Finance Limited - (From-19 January 2009 - TILL DATE - 2018)Anonymous Sk7lvv6Nessuna valutazione finora
- Module - 2 Auditor'S Report: Objectives of The AuditorDocumento20 pagineModule - 2 Auditor'S Report: Objectives of The AuditorVijay KumarNessuna valutazione finora
- 02 - Introduction To Internal Auditing Wk. 1Documento20 pagine02 - Introduction To Internal Auditing Wk. 1Camilo ToroNessuna valutazione finora
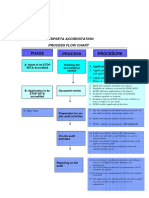
- 0052 - Etdpseta Accreditation Process Flows ChartsDocumento11 pagine0052 - Etdpseta Accreditation Process Flows ChartsPretisha NeerunjarNessuna valutazione finora
- GI-18.201 Safety Audit Guide For Refrigeration Plants Using Carbon Dioxide As Primary and Secondary RefrigerantDocumento18 pagineGI-18.201 Safety Audit Guide For Refrigeration Plants Using Carbon Dioxide As Primary and Secondary RefrigerantJose TorrezNessuna valutazione finora
- Infosys Annual Report 2004Documento156 pagineInfosys Annual Report 2004Niranjan PrasadNessuna valutazione finora
- Project Finance MainDocumento88 pagineProject Finance MaincharvitrivediNessuna valutazione finora
- Clinical Audit On Healthcare Provider Hand Hygiene at Neonatal ICU of EL-Helal EL-Emarati HospitalDocumento43 pagineClinical Audit On Healthcare Provider Hand Hygiene at Neonatal ICU of EL-Helal EL-Emarati HospitalsalamredNessuna valutazione finora
- Accounting - Introduction SummaryDocumento2 pagineAccounting - Introduction SummaryWei HouNessuna valutazione finora
- PVR Annual ReportDocumento147 paginePVR Annual ReportrajofnandaNessuna valutazione finora
- Topic 6: Compare and Contrast Environmental Audit of Vietnam and Another Country?Documento11 pagineTopic 6: Compare and Contrast Environmental Audit of Vietnam and Another Country?Thuy LinhNessuna valutazione finora
- HRD AuditDocumento4 pagineHRD AudithrjeanneNessuna valutazione finora
- Goi Audit CirDocumento4 pagineGoi Audit Cirrao_gmailNessuna valutazione finora