Potrebbero piacerti anche
- Concrete Slab On Grade (Ground)Documento24 pagineConcrete Slab On Grade (Ground)arman_zaman100% (6)
- Expansive SoilDocumento4 pagineExpansive SoilIsaac Mureithi MainaNessuna valutazione finora
- CMC For Support of Above-Gound Storage TanksDocumento18 pagineCMC For Support of Above-Gound Storage TanksTanmay Dutta100% (1)
- Design Guide of Slab On GradeDocumento20 pagineDesign Guide of Slab On GradePriyanka100% (2)
- How To Build On A Sloping SiteDocumento2 pagineHow To Build On A Sloping SiteJosette Mae Atanacio100% (1)
- Grasscrete: Cast Insitu Paving System Design and Specification GuideDocumento23 pagineGrasscrete: Cast Insitu Paving System Design and Specification Guidemssrao1977Nessuna valutazione finora
- What Is A Rubble Trench FoundationDocumento5 pagineWhat Is A Rubble Trench Foundationsabiha naaz100% (1)
- Slab Thickness Design For Factory o R Wa PDFDocumento21 pagineSlab Thickness Design For Factory o R Wa PDFDevinder SokhiNessuna valutazione finora
- Mechanical Properties ExplainedDocumento38 pagineMechanical Properties ExplainedJamaica VelascoNessuna valutazione finora
- Slurry Surfacing Data Sheet (REA)Documento5 pagineSlurry Surfacing Data Sheet (REA)Andrei LupulNessuna valutazione finora
- Basha Diaphragm WallDocumento43 pagineBasha Diaphragm Wallletuananhb100% (4)
- Rubble Trench FoundationsDocumento2 pagineRubble Trench FoundationsRaoul LfNessuna valutazione finora
- Design On Slab On GradeDocumento4 pagineDesign On Slab On GradeAhmad Mensa100% (1)
- Percentage Conversion Worksheet PDFDocumento2 paginePercentage Conversion Worksheet PDFJamie LeeNessuna valutazione finora
- Porous Asphalt Association Guidance DocumentDocumento10 paginePorous Asphalt Association Guidance DocumentwillypraviantoNessuna valutazione finora
- RENAULT Quality PlanningDocumento20 pagineRENAULT Quality PlanningEhsan ArbabtaftiNessuna valutazione finora
- Rigid Pavement Design IntroductionDocumento24 pagineRigid Pavement Design IntroductionSheikh Nouman Mohsin Ramzi100% (1)
- Construction MethodologyDocumento7 pagineConstruction MethodologyAllehsiad Zenitram100% (4)
- CmeDocumento41 pagineCmekhalis@hotmail.com100% (1)
- Everyday DetailsDocumento7 pagineEveryday DetailsJake WilliamsNessuna valutazione finora
- Designing A Slab On GradeDocumento4 pagineDesigning A Slab On GradeAmin ZuraiqiNessuna valutazione finora
- Homework2 1Documento5 pagineHomework2 1OssamaBladenNessuna valutazione finora
- Designing Concrete Slabs on GradeDocumento4 pagineDesigning Concrete Slabs on Gradeabhi6488Nessuna valutazione finora
- Subfloor Preparation GuideDocumento8 pagineSubfloor Preparation GuideAlex BocicaNessuna valutazione finora
- Preparation of Unpaved SurfacesDocumento10 paginePreparation of Unpaved SurfacesKathleen Faith TibonNessuna valutazione finora
- Construction of Pervious PavementDocumento6 pagineConstruction of Pervious PavementJessa Dynn Agraviador VelardeNessuna valutazione finora
- The Cupolex SolutionDocumento12 pagineThe Cupolex SolutionAbhimanyu MamNessuna valutazione finora
- The Black Cementing Agent Known As Asphalt Has Been Used For Road Construction For CenturiesDocumento9 pagineThe Black Cementing Agent Known As Asphalt Has Been Used For Road Construction For CenturiesDavid SmithNessuna valutazione finora
- Reflective Cracking in Cement Stabilized PavementsDocumento4 pagineReflective Cracking in Cement Stabilized PavementsMasoud FaramarziNessuna valutazione finora
- 05 May Contractor FocusDocumento3 pagine05 May Contractor FocusTrương KhảiNessuna valutazione finora
- Pavement The Pavement Is The Structure Which Separates The Tires of Vehicles From The Underlying Foundation MaterialDocumento23 paginePavement The Pavement Is The Structure Which Separates The Tires of Vehicles From The Underlying Foundation MaterialSmart EngineerNessuna valutazione finora
- RG DDocumento6 pagineRG DozianyayhradNessuna valutazione finora
- ATMECE, MysuruDocumento11 pagineATMECE, MysuruPrajwal Kumar.BNessuna valutazione finora
- Tech Spec 2 ConstructionDocumento8 pagineTech Spec 2 ConstructionHuascar Medrano LazarteNessuna valutazione finora
- Soil Engineering For The Technician: Project PreparationDocumento16 pagineSoil Engineering For The Technician: Project PreparationanarNessuna valutazione finora
- Retaining Wall TerminologyDocumento2 pagineRetaining Wall Terminologyhammads88Nessuna valutazione finora
- Mass Concrete UnderpinningDocumento2 pagineMass Concrete Underpinningshimz100% (1)
- p8132 Your Guide To Concrete Brick and Block Making R PDFDocumento2 paginep8132 Your Guide To Concrete Brick and Block Making R PDFengkjNessuna valutazione finora
- Construction of The Foundation For A Grain WarehouseDocumento5 pagineConstruction of The Foundation For A Grain WarehouseRex Makarov100% (1)
- How To Make Concrete Bricks and BlocksDocumento8 pagineHow To Make Concrete Bricks and BlocksDesmond VlietstraNessuna valutazione finora
- Soil Works For Road ConstructionDocumento40 pagineSoil Works For Road ConstructionYaseen YousafNessuna valutazione finora
- Raft Foundation - Design Requirements and ApplicabilityDocumento4 pagineRaft Foundation - Design Requirements and ApplicabilityNhoek RenNessuna valutazione finora
- Is Soil-Cement Right for Your Low-Cost, Long-Lasting Pavement NeedsDocumento4 pagineIs Soil-Cement Right for Your Low-Cost, Long-Lasting Pavement NeedsdrfkamalodeenNessuna valutazione finora
- Future Foams EPS Waffle Pod Manual 2015Documento6 pagineFuture Foams EPS Waffle Pod Manual 2015andrewb2005Nessuna valutazione finora
- Mud as an Effective Building MortarDocumento6 pagineMud as an Effective Building MortarKumaresan T Kaniyur100% (1)
- An Overview To The Construction of Road PavementsDocumento21 pagineAn Overview To The Construction of Road PavementsliuhoyinNessuna valutazione finora
- CE Lecture 7 (Foundations Waterproofing)Documento34 pagineCE Lecture 7 (Foundations Waterproofing)Hammad AmjadNessuna valutazione finora
- Strip Foudation ExcavationsDocumento8 pagineStrip Foudation ExcavationsImperial OneNessuna valutazione finora
- Is334p PDFDocumento6 pagineIs334p PDFsach1116Nessuna valutazione finora
- Subgrade: Subgrade Preparation For New PavementsDocumento5 pagineSubgrade: Subgrade Preparation For New PavementsmuhanadNessuna valutazione finora
- Temporary and Permanent Ground Anchors: Example - Ground Supported Stage RoofDocumento6 pagineTemporary and Permanent Ground Anchors: Example - Ground Supported Stage RoofRudi EnosNessuna valutazione finora
- Pavement Subbase Design and Construction GuideDocumento8 paginePavement Subbase Design and Construction GuideCE PassajNessuna valutazione finora
- Building On Reactive Soil Sites - BUILDDocumento7 pagineBuilding On Reactive Soil Sites - BUILDAmilaNessuna valutazione finora
- An Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteDocumento6 pagineAn Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteAndres PetitNessuna valutazione finora
- Pavement Engineering FundamentalsDocumento46 paginePavement Engineering FundamentalsYaseen YousafNessuna valutazione finora
- Choosing the Right Pile Type for Foundation DesignDocumento5 pagineChoosing the Right Pile Type for Foundation DesignfieeeeyNessuna valutazione finora
- Best Practices For Concrete Sidewalk Construction: by Balvant RajaniDocumento6 pagineBest Practices For Concrete Sidewalk Construction: by Balvant RajaniTherese AraymondNessuna valutazione finora
- Chapter 8 Surface DressingDocumento53 pagineChapter 8 Surface DressingPronab Kumar Das100% (1)
- 10 1 1 536 9127 PDFDocumento17 pagine10 1 1 536 9127 PDFeng jamaNessuna valutazione finora
- Typical Crossection of Road: Engineering Practice and Construction ManagementDocumento8 pagineTypical Crossection of Road: Engineering Practice and Construction ManagementSyed Waseem AbbasNessuna valutazione finora
- Wafflemat Design WhitepaperDocumento13 pagineWafflemat Design WhitepaperantiacidoNessuna valutazione finora
- Chapter 4. Concrete Materials and Properties: Soils, Subgrade, and SubbaseDocumento13 pagineChapter 4. Concrete Materials and Properties: Soils, Subgrade, and SubbaseDavid DonosoNessuna valutazione finora
- EArt-Is It Real or Is It Nominal - Pitfalls in The Valuation of Project Cash FlowsDocumento3 pagineEArt-Is It Real or Is It Nominal - Pitfalls in The Valuation of Project Cash FlowsMoly69xNessuna valutazione finora
- Guide For Mine Closure PlanningDocumento226 pagineGuide For Mine Closure PlanningfnflerouxNessuna valutazione finora
- Floatability Study of Graphite OreDocumento7 pagineFloatability Study of Graphite OrefnflerouxNessuna valutazione finora
- Optimum Dig Lines For Open Pit Grade ControlDocumento13 pagineOptimum Dig Lines For Open Pit Grade ControlWaldo AnatamaNessuna valutazione finora
- E9a - Regulations Made Under The Provisions of Mines, Works and Minerals Orid... - 1Documento106 pagineE9a - Regulations Made Under The Provisions of Mines, Works and Minerals Orid... - 1fnflerouxNessuna valutazione finora
- A Process To Improve Expected Value in Mining OperationsDocumento15 pagineA Process To Improve Expected Value in Mining OperationsfnflerouxNessuna valutazione finora
- BLM Cost Estimating HDBK Dec2002Documento158 pagineBLM Cost Estimating HDBK Dec2002osvald97Nessuna valutazione finora
- Defining Bankability of Studies in Exploration ProjectsDocumento20 pagineDefining Bankability of Studies in Exploration Projectsfnfleroux100% (1)
- Carbohydrates Explained: Monosaccharides, Disaccharides and PolysaccharidesDocumento21 pagineCarbohydrates Explained: Monosaccharides, Disaccharides and PolysaccharidesJhayce Christian S. CapanayanNessuna valutazione finora
- RP50130 RTC 475 FS RP Production Tracking ReportDocumento16 pagineRP50130 RTC 475 FS RP Production Tracking Reportravi4920Nessuna valutazione finora
- Cagayan State University: Republic of The PhilippinesDocumento21 pagineCagayan State University: Republic of The PhilippinesblessaNessuna valutazione finora
- AS TRONIC, The ZF-AS TRONIC Software Can Be: 4.7.6 EOL Programming Documentation of The EOL ProgrammingDocumento3 pagineAS TRONIC, The ZF-AS TRONIC Software Can Be: 4.7.6 EOL Programming Documentation of The EOL ProgrammingThylaneNessuna valutazione finora
- Retaining Wall ReporterDocumento18 pagineRetaining Wall ReporterJoefel BessatNessuna valutazione finora
- Wa0000.Documento7 pagineWa0000.Kumkum KumbarahalliNessuna valutazione finora
- Skripsi #2 Tanpa HyperlinkDocumento19 pagineSkripsi #2 Tanpa HyperlinkindahNessuna valutazione finora
- Lecture 10 - Dry Etching PDFDocumento7 pagineLecture 10 - Dry Etching PDFSiddhant ModiNessuna valutazione finora
- A Tour Through Mathematical Logic: Robert S. WolfDocumento4 pagineA Tour Through Mathematical Logic: Robert S. WolfUrahara JefNessuna valutazione finora
- Holiday Assignment XDocumento2 pagineHoliday Assignment XMonis ShaikhNessuna valutazione finora
- Supervision Circuito de DisparoDocumento10 pagineSupervision Circuito de DisparoedwinoriaNessuna valutazione finora
- Install and Set Up Heavy Duty Plate Cutting MachineDocumento14 pagineInstall and Set Up Heavy Duty Plate Cutting MachineJorn StejnNessuna valutazione finora
- (Advanced Techniques For 4G Systems) : Name: Alaa Ashraf Abdelmoneim Elagrody Sec: 1 ID:1Documento11 pagine(Advanced Techniques For 4G Systems) : Name: Alaa Ashraf Abdelmoneim Elagrody Sec: 1 ID:1alaa elagrodiNessuna valutazione finora
- hw12 ch11 2Documento27 paginehw12 ch11 2Angela EvansNessuna valutazione finora
- Fiber Optics Unit 3Documento82 pagineFiber Optics Unit 3NIKHIL SOLOMON P URK19CS1045Nessuna valutazione finora
- Academic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesDocumento13 pagineAcademic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesLou BaldomarNessuna valutazione finora
- M4 4 Synthetic Surface Modeling Bezier and Bspline PatchesDocumento40 pagineM4 4 Synthetic Surface Modeling Bezier and Bspline PatchesNANDULA GOUTHAM SAINessuna valutazione finora
- NMNR5104 Research MethodologyDocumento2 pagineNMNR5104 Research MethodologynadiaNessuna valutazione finora
- Faculty of Engineering and Computing Sciences: Annexure-IDocumento2 pagineFaculty of Engineering and Computing Sciences: Annexure-IAkshay MehtaNessuna valutazione finora
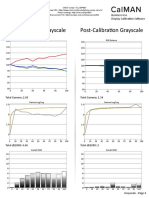
- TCL 55P607 CNET Review Calibration ResultsDocumento3 pagineTCL 55P607 CNET Review Calibration ResultsDavid KatzmaierNessuna valutazione finora
- 626178a42e9a0 Visual Programming Final PaperDocumento8 pagine626178a42e9a0 Visual Programming Final PaperSaim AhmedNessuna valutazione finora
- Messenger No69Documento72 pagineMessenger No69European Southern ObservatoryNessuna valutazione finora
- Cambridge O Level: PHYSICS 5054/03Documento16 pagineCambridge O Level: PHYSICS 5054/03Titan XosmosNessuna valutazione finora
- Unitplan2 Chi-SquareDocumento11 pagineUnitplan2 Chi-Squareapi-285549920Nessuna valutazione finora
- RWM61 Data SheetDocumento3 pagineRWM61 Data SheetBarth XaosNessuna valutazione finora
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocumento15 pagineSteel Castings, Welding, Qualifications of Procedures and PersonnelRafael CossolinoNessuna valutazione finora