Potrebbero piacerti anche
- UTP 6222 MoDocumento1 paginaUTP 6222 ModantegimenezNessuna valutazione finora
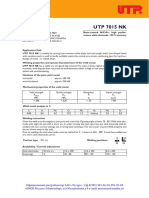
- Utp 7015Documento1 paginaUtp 7015cesarlopezpolysiusNessuna valutazione finora
- Официальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@Documento1 paginaОфициальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@brayanNessuna valutazione finora
- Thermanit NiMo 100 low-alloyed stick electrodeDocumento1 paginaThermanit NiMo 100 low-alloyed stick electrodebrayanNessuna valutazione finora
- 11062016000000utp A 068 HHDocumento1 pagina11062016000000utp A 068 HHtqtatqawNessuna valutazione finora
- Thermanit P23Documento1 paginaThermanit P23Branko FerenčakNessuna valutazione finora
- L1 34264 en T Thermanit MTS 3 Se en v2Documento1 paginaL1 34264 en T Thermanit MTS 3 Se en v2Enrique MurgiaNessuna valutazione finora
- Utp 63Documento1 paginaUtp 63brayanNessuna valutazione finora
- 03112015000000B - Boehler FOX NiCr 70 NB - CeDocumento1 pagina03112015000000B - Boehler FOX NiCr 70 NB - CeFlori MovNessuna valutazione finora
- Thermanit Nicro 82: TIG Rods, Nickel-AlloyDocumento2 pagineThermanit Nicro 82: TIG Rods, Nickel-AlloyMaximiliano Ezequiel LopezNessuna valutazione finora
- T - Thermanit 25 - 09 CuT - de - en - 5Documento1 paginaT - Thermanit 25 - 09 CuT - de - en - 5NAVANEETH NAVANINessuna valutazione finora
- E316L-17 Rutile electrode characteristicsDocumento1 paginaE316L-17 Rutile electrode characteristicsInaamNessuna valutazione finora
- L1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Documento1 paginaL1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Dimitris NikouNessuna valutazione finora
- 02112015000000B - Boehler FOX EV 70 - CeDocumento1 pagina02112015000000B - Boehler FOX EV 70 - CeOPAZOSCNessuna valutazione finora
- T Thermanit GEW 316L-17 Se en 5Documento1 paginaT Thermanit GEW 316L-17 Se en 5PubcrawlNessuna valutazione finora
- Avesta 316L-SKRDocumento1 paginaAvesta 316L-SKRIuliu HurducaciNessuna valutazione finora
- Utp A 068 HH: ClassificationsDocumento1 paginaUtp A 068 HH: ClassificationsErickNessuna valutazione finora
- Utp 630Documento1 paginaUtp 630brayanNessuna valutazione finora
- Utp 7015 NKDocumento1 paginaUtp 7015 NKsergey.pu4kaNessuna valutazione finora
- T - Thermanit MTS 4 - Se - en - 5Documento1 paginaT - Thermanit MTS 4 - Se - en - 5bhanu.kiranNessuna valutazione finora
- Böhler Fox EV 65 electrode for high-strength steelsDocumento1 paginaBöhler Fox EV 65 electrode for high-strength steelsMohamed AdelNessuna valutazione finora
- Thermanit P24Documento1 paginaThermanit P24Branko FerenčakNessuna valutazione finora
- L1 - 14983 - en - T - Thermanit Nicro 82 - Se - en - 5Documento2 pagineL1 - 14983 - en - T - Thermanit Nicro 82 - Se - en - 5Απόστολος ΣτεργιάδηςNessuna valutazione finora
- B - Boehler FOX EV 60 - Se - en - 5Documento1 paginaB - Boehler FOX EV 60 - Se - en - 5Juan Bedolla FloresNessuna valutazione finora
- 570 950mpa High Tensile Strength SteelDocumento32 pagine570 950mpa High Tensile Strength SteelAde Aidil SyuhadaNessuna valutazione finora
- UTP 3545 NB PDFDocumento1 paginaUTP 3545 NB PDFhqnscNessuna valutazione finora
- مكونات نقط اللحام شامل بنط اللحامDocumento2 pagineمكونات نقط اللحام شامل بنط اللحامdaha333Nessuna valutazione finora
- Join & Repair High-Carbon Steels with NiCr HLSDocumento1 paginaJoin & Repair High-Carbon Steels with NiCr HLSwalter091011Nessuna valutazione finora
- 05042016000000A - Avesta 904L - CeDocumento1 pagina05042016000000A - Avesta 904L - CeJorge Uribe RochaNessuna valutazione finora
- BÖHLER Alform® 960-IG: Standard Designations EN ISO 16834-A AWS A5.28Documento1 paginaBÖHLER Alform® 960-IG: Standard Designations EN ISO 16834-A AWS A5.28JORAMNessuna valutazione finora
- High corrosion resistant stick electrode for duplex and lean duplex alloysDocumento1 paginaHigh corrosion resistant stick electrode for duplex and lean duplex alloyscristian popescuNessuna valutazione finora
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocumento3 pagineProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNessuna valutazione finora
- UTP A 6222 MoDocumento1 paginaUTP A 6222 MoKara WhiteNessuna valutazione finora
- Böhler CN 13/4-Mc Hi: Classifi CationsDocumento1 paginaBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNessuna valutazione finora
- L1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENDocumento1 paginaL1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENkamals55Nessuna valutazione finora
- Datasheet Sanicro 69Documento1 paginaDatasheet Sanicro 69Agustin CesanNessuna valutazione finora
- Tencord KB (E 42 4 Z B 42 h5)Documento1 paginaTencord KB (E 42 4 Z B 42 h5)brunizzaNessuna valutazione finora
- Sdfs Dfsfs v4t Eg Gyt4fdg e Erert34 GG Efr DFGDGDFG DFG G Sfsfs Gsdfgsdfsdfsdgds FSF STGVDocumento1 paginaSdfs Dfsfs v4t Eg Gyt4fdg e Erert34 GG Efr DFGDGDFG DFG G Sfsfs Gsdfgsdfsdfsdgds FSF STGVsadiqNessuna valutazione finora
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWDocumento1 paginaThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavNessuna valutazione finora
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNessuna valutazione finora
- 04042016000000A Avesta 2205 Covered ElectrodesDocumento1 pagina04042016000000A Avesta 2205 Covered Electrodesmeckup123Nessuna valutazione finora
- 11042016000000T - Thermanit 22 - 09 - Tig RodDocumento1 pagina11042016000000T - Thermanit 22 - 09 - Tig RodKonrad MatuszkiewiczNessuna valutazione finora
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENDocumento1 paginaL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55Nessuna valutazione finora
- Bohler Fox S 308L-16Documento1 paginaBohler Fox S 308L-16HAKANNessuna valutazione finora
- Boehler FOX CN 25 9 CuT - CeDocumento1 paginaBoehler FOX CN 25 9 CuT - CeNiranjan Fakirchand YadavNessuna valutazione finora
- Böhler Cat 409 Cb-Ig: Classifi CationsDocumento1 paginaBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNessuna valutazione finora
- Thermanit 22/09 Solid Wire For Joining Duplex Stainless SteelsDocumento1 paginaThermanit 22/09 Solid Wire For Joining Duplex Stainless SteelsbrayanNessuna valutazione finora
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsDocumento1 paginaBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNessuna valutazione finora
- TOOLCORD MMA Electrodes for HardfacingDocumento1 paginaTOOLCORD MMA Electrodes for HardfacingbrunizzaNessuna valutazione finora
- M.M.A. welding electrode for Martensitic stainless steelsDocumento1 paginaM.M.A. welding electrode for Martensitic stainless steelscwiksjNessuna valutazione finora
- Utp 34 NDocumento1 paginaUtp 34 NbrayanNessuna valutazione finora
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocumento3 pagineProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNessuna valutazione finora
- UTP A 3545 NB PDFDocumento1 paginaUTP A 3545 NB PDFNNessuna valutazione finora
- UTP A 3545 NB PDFDocumento1 paginaUTP A 3545 NB PDFNNessuna valutazione finora
- UTP A 3545 NBDocumento1 paginaUTP A 3545 NBNapol HengbumrungNessuna valutazione finora
- Böhler Er 70 S-2Documento1 paginaBöhler Er 70 S-2brayanNessuna valutazione finora
- T - Thermanit ATS 4 - Ss - en - 5Documento1 paginaT - Thermanit ATS 4 - Ss - en - 5rusf123Nessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesDa EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesValutazione: 4.5 su 5 stelle4.5/5 (7)
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesDa EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNessuna valutazione finora
- AHORRATE EL IVA (TV, Smartphones, Tablets y Electrodomésticos)Documento16 pagineAHORRATE EL IVA (TV, Smartphones, Tablets y Electrodomésticos)Roberto_PrrNessuna valutazione finora
- Thermocouple CharacteristicsDocumento1 paginaThermocouple CharacteristicsRoberto_PrrNessuna valutazione finora
- Sigmazinc™: Zinc Primer RangeDocumento8 pagineSigmazinc™: Zinc Primer RangeRoberto_PrrNessuna valutazione finora
- BAYER - Vulkollan Technical BrochureDocumento28 pagineBAYER - Vulkollan Technical BrochureRoberto_PrrNessuna valutazione finora
- ThyssenKrupp 1.4550 EnglDocumento4 pagineThyssenKrupp 1.4550 EnglRoberto_PrrNessuna valutazione finora
- Insulation SetDocumento1 paginaInsulation SetRoberto_PrrNessuna valutazione finora
- Fasteners For Use in Stainless Steel SheetsDocumento24 pagineFasteners For Use in Stainless Steel SheetsRoberto_PrrNessuna valutazione finora
- 4 Superwool Plus Blanketenglish PDFDocumento2 pagine4 Superwool Plus Blanketenglish PDFRoberto_Prr0% (1)
- Data Sheet VDM Alloy 800 HDocumento14 pagineData Sheet VDM Alloy 800 HpinkNessuna valutazione finora
- HEMPEL'S GALVOSIL 15790 Product Data SheetDocumento2 pagineHEMPEL'S GALVOSIL 15790 Product Data SheetRoberto_PrrNessuna valutazione finora
- 00 B053 PC SigmaCoverDocumento8 pagine00 B053 PC SigmaCoverRoberto_PrrNessuna valutazione finora
- Schweissfittings PDFDocumento44 pagineSchweissfittings PDFRoberto_PrrNessuna valutazione finora
- Atlas Grade Datasheet 310 Rev Jan 2011Documento2 pagineAtlas Grade Datasheet 310 Rev Jan 2011Uno SutrisnoNessuna valutazione finora
- Welding Stainless Steels-LincolnelectricDocumento40 pagineWelding Stainless Steels-LincolnelectricsachinumaryeNessuna valutazione finora
- 1.4306 enDocumento2 pagine1.4306 enRoberto_PrrNessuna valutazione finora
- 00 B053 PC SigmaCoverDocumento8 pagine00 B053 PC SigmaCoverRoberto_PrrNessuna valutazione finora
- Butt Weld Fitting B16.9 A.403Documento16 pagineButt Weld Fitting B16.9 A.403Jimmy ChanNessuna valutazione finora
- Data SheetDocumento3 pagineData SheetbijayroyNessuna valutazione finora
- CalibreDocumento47 pagineCalibreHernán BarbanNessuna valutazione finora
- 1.4878 Eng PDFDocumento3 pagine1.4878 Eng PDFRoberto_PrrNessuna valutazione finora
- Corten Steel BrochureDocumento2 pagineCorten Steel BrochureRoberto_PrrNessuna valutazione finora
- Specification Comparison ChartDocumento1 paginaSpecification Comparison ChartRoberto_PrrNessuna valutazione finora
- Zentrifix F 92Documento2 pagineZentrifix F 92Roberto_PrrNessuna valutazione finora
- 1.4306 enDocumento2 pagine1.4306 enRoberto_PrrNessuna valutazione finora
- Butt Weld Fitting B16.9 A.403Documento16 pagineButt Weld Fitting B16.9 A.403Jimmy ChanNessuna valutazione finora
- 00 B053 PC SigmaCoverDocumento8 pagine00 B053 PC SigmaCoverRoberto_PrrNessuna valutazione finora
- CARBOFLEX® Nitrogen-Endogas.Documento2 pagineCARBOFLEX® Nitrogen-Endogas.Roberto_PrrNessuna valutazione finora
- High Temperature Austenitic Stainless SteelDocumento12 pagineHigh Temperature Austenitic Stainless SteelCarlos Nombela PalaciosNessuna valutazione finora
- Point PlantsDocumento1 paginaPoint PlantsRoberto_PrrNessuna valutazione finora
- CFIT ChecklistDocumento4 pagineCFIT ChecklistGursewak MannNessuna valutazione finora
- Guidelines For ATCO Common Core Content Initial Training - Part 3 - MOD 8 - TCLDocumento50 pagineGuidelines For ATCO Common Core Content Initial Training - Part 3 - MOD 8 - TCLjlferreiraNessuna valutazione finora
- ThesisDocumento73 pagineThesisSreeja SunderNessuna valutazione finora
- Dmet 1Documento1 paginaDmet 1jayadevakodiNessuna valutazione finora
- The Alien Planet - Krishna NarayanDocumento76 pagineThe Alien Planet - Krishna NarayanSatyanarayan Reddy KNessuna valutazione finora
- Federal Aviation Administration, DOT 135.351: 135.349 Flight Attendants: Initial and Transition Ground TrainingDocumento2 pagineFederal Aviation Administration, DOT 135.351: 135.349 Flight Attendants: Initial and Transition Ground TrainingmollyNessuna valutazione finora
- Paul Szymanski Resume 2014 and References-PrimeDocumento13 paginePaul Szymanski Resume 2014 and References-PrimeSpaceStrategosNessuna valutazione finora
- D8H-H2 (Draft Dec2015)Documento44 pagineD8H-H2 (Draft Dec2015)forumid2697Nessuna valutazione finora
- Indigo Airlines ReportDocumento20 pagineIndigo Airlines ReportMriganga BarmanNessuna valutazione finora
- 70115e r6 Complete PDFDocumento446 pagine70115e r6 Complete PDFAnonymous DuIQYtNessuna valutazione finora
- Aerodynamic and Mechanical Design of An 8 - 1 Pressure Ratio Centrifugal CompressorDocumento147 pagineAerodynamic and Mechanical Design of An 8 - 1 Pressure Ratio Centrifugal CompressorvincemugnaioNessuna valutazione finora
- Bs Air Transportation (Navigational Log) : Computation DetailsDocumento1 paginaBs Air Transportation (Navigational Log) : Computation DetailsCarlo PeraltaNessuna valutazione finora
- Osprey 12 6 13Documento11 pagineOsprey 12 6 13alecnop52Nessuna valutazione finora
- Order 8900.1Documento5 pagineOrder 8900.1Peterson TelesNessuna valutazione finora
- Aircraft Rules and Regulations Full NotesDocumento240 pagineAircraft Rules and Regulations Full NotesVinay MP75% (4)
- "Do Not Worry About Your First Job" Says Tanuj Tdot' Jhunjhunwala - Chennai36Documento8 pagine"Do Not Worry About Your First Job" Says Tanuj Tdot' Jhunjhunwala - Chennai36Mathew JohnNessuna valutazione finora
- CE-700 Working Group Initial Cessna 182Documento14 pagineCE-700 Working Group Initial Cessna 182Elmer VillegasNessuna valutazione finora
- CFD Tutorial 4 - External Aerodynamics of A UAVDocumento19 pagineCFD Tutorial 4 - External Aerodynamics of A UAVMichal NoconNessuna valutazione finora
- Instrument Landing SystemDocumento16 pagineInstrument Landing SystemRana AsimNessuna valutazione finora
- Fanuc CR 35ia Product InfoDocumento2 pagineFanuc CR 35ia Product Infocubus299Nessuna valutazione finora
- HM2008 PDFDocumento518 pagineHM2008 PDFAleksandar NikolicNessuna valutazione finora
- Cessna Citation 650 Pilot Training Manual Flight SafetyDocumento427 pagineCessna Citation 650 Pilot Training Manual Flight SafetyBuzz100% (4)
- Kevin Dixon - Guide To Obtain and Apply PGMP DraftDocumento46 pagineKevin Dixon - Guide To Obtain and Apply PGMP DraftFrank RotellaNessuna valutazione finora
- MDS Coating Technologies Corporation InfoDocumento1 paginaMDS Coating Technologies Corporation Infon3xtnetworkNessuna valutazione finora
- B737-Engine Failure On Final ApproachDocumento4 pagineB737-Engine Failure On Final ApproachseansimoesNessuna valutazione finora
- Manual Gates DesignDocumento117 pagineManual Gates DesignmariodruNessuna valutazione finora
- Sheetmetal FormingDocumento158 pagineSheetmetal FormingSundar SivamNessuna valutazione finora
- Repair of Interference Hi-Lok Fastener With Beam RadiusDocumento11 pagineRepair of Interference Hi-Lok Fastener With Beam Radiusברוך שרוןNessuna valutazione finora
- PerformanceDocumento8 paginePerformanceFlightsimmer77Nessuna valutazione finora
- Smart Materials - A Review On Smart MaterialDocumento8 pagineSmart Materials - A Review On Smart MaterialIJRASETPublicationsNessuna valutazione finora