Potrebbero piacerti anche
- Gajanan BhatDocumento14 pagineGajanan Bhatapi-3733260Nessuna valutazione finora
- Air permeability of woven fabrics simplifiedDocumento11 pagineAir permeability of woven fabrics simplifiedYash MohtaNessuna valutazione finora
- Air Permeability and Costructional Parameters of Woven FabricsDocumento6 pagineAir Permeability and Costructional Parameters of Woven FabricsDorin VladNessuna valutazione finora
- Effect of Twist Multiplier On Air Permeability of Single Jersey and 1x1 Rib FabricsDocumento8 pagineEffect of Twist Multiplier On Air Permeability of Single Jersey and 1x1 Rib FabricsAndrian WijayonoNessuna valutazione finora
- CIE L A B PDFDocumento4 pagineCIE L A B PDFrona trisnaningtyas100% (1)
- Air Permeability Test ResultDocumento4 pagineAir Permeability Test Resultritesh0raj-2Nessuna valutazione finora
- Standard Test Methods For Textured YarnDocumento6 pagineStandard Test Methods For Textured YarnRajeev Tripathi100% (1)
- Air Permeability Test PDFDocumento1 paginaAir Permeability Test PDFEhsaan Raahi RihaanNessuna valutazione finora
- Investigation of Air Permeability of Cotton & Modal Knitted FabricsDocumento6 pagineInvestigation of Air Permeability of Cotton & Modal Knitted FabricsAhmad SamerNessuna valutazione finora
- D 6571 - 01 Rdy1nzeDocumento6 pagineD 6571 - 01 Rdy1nzeJuanNessuna valutazione finora
- Testing of Comfort Properties of Textiles and ApparelsDocumento5 pagineTesting of Comfort Properties of Textiles and ApparelsJana Muthu100% (1)
- LycraDocumento7 pagineLycraFiaz juttNessuna valutazione finora
- Technical AATccDocumento48 pagineTechnical AATccomi sunNessuna valutazione finora
- The Fastest Weaving Machine in the World: M8300 multi-phaseDocumento4 pagineThe Fastest Weaving Machine in the World: M8300 multi-phaseKathirrveluSubramainan100% (1)
- Revised List of Mechanics of Fibrous Structures (TET) 2k19Documento35 pagineRevised List of Mechanics of Fibrous Structures (TET) 2k19RAZA Khn100% (1)
- By - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Documento26 pagineBy - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Dyeing DyeingNessuna valutazione finora
- Finishes in Textiles: Identification Finishes in Textiles: IdentificationDocumento7 pagineFinishes in Textiles: Identification Finishes in Textiles: IdentificationMilagros WieczorekNessuna valutazione finora
- Astm G21 13Documento5 pagineAstm G21 13AbinashBeheraNessuna valutazione finora
- Overview On Types and Materials of Sleeping BagDocumento7 pagineOverview On Types and Materials of Sleeping BagInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Snagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForDocumento8 pagineSnagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForJuanNessuna valutazione finora
- Friction SpinningDocumento8 pagineFriction SpinningVenkat Prasanna50% (2)
- WPT 2Documento141 pagineWPT 2SalimNessuna valutazione finora
- Essential Fabric Quality Reports For Bulk Cutting Approval of Fabrics-12Oct20Documento5 pagineEssential Fabric Quality Reports For Bulk Cutting Approval of Fabrics-12Oct20M. Harunur RashidNessuna valutazione finora
- 2011 - Sage - Natural Fiber-Based Reinforcements in Epoxy Composites Processed by Filament WindingDocumento9 pagine2011 - Sage - Natural Fiber-Based Reinforcements in Epoxy Composites Processed by Filament WindingECE IV YearNessuna valutazione finora
- Lecture Three Natural Bast FiberDocumento46 pagineLecture Three Natural Bast FiberGemeda GebinoNessuna valutazione finora
- Colour FastnessDocumento23 pagineColour FastnessShalini Yadav100% (1)
- Uster: Measuring PrinciplesDocumento48 pagineUster: Measuring Principlesnminhtuan88Nessuna valutazione finora
- Manufacturing of Needle Punched NonwovenDocumento14 pagineManufacturing of Needle Punched NonwovenKareena KallaNessuna valutazione finora
- Determination of Loop Length, Tightness Factor and Porosity of Single Jersey Knitted FabricDocumento6 pagineDetermination of Loop Length, Tightness Factor and Porosity of Single Jersey Knitted FabrictanveerhusseinNessuna valutazione finora
- Flat Screen Printing - O ECOTEXTILESDocumento3 pagineFlat Screen Printing - O ECOTEXTILESluisricardosantosNessuna valutazione finora
- Textile DryingDocumento12 pagineTextile DryingSanchit Garg0% (1)
- TestimgDocumento32 pagineTestimgZulqarnain AwanNessuna valutazione finora
- Publications: Fibre & YarnDocumento14 paginePublications: Fibre & YarnvigneshbalajirsNessuna valutazione finora
- Improving Yarn Quality Using Novel Mingling Chamber TechniqueDocumento4 pagineImproving Yarn Quality Using Novel Mingling Chamber TechniqueKannan KrishnamurthyNessuna valutazione finora
- Rice Byproducts As Sustainable Adsorbents For Textile Waste Water After-Treatment: A Comprehensive ReviewDocumento4 pagineRice Byproducts As Sustainable Adsorbents For Textile Waste Water After-Treatment: A Comprehensive ReviewInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Dry Finishing of Wool Fabrics - Pailthorpe M.Documento14 pagineDry Finishing of Wool Fabrics - Pailthorpe M.Hugo Eduardo Ipiales MesaNessuna valutazione finora
- Mosquito Repellent Finish of Cotton Fabric by Extracting Castor OilDocumento6 pagineMosquito Repellent Finish of Cotton Fabric by Extracting Castor OilTRUSHA PITHADIYANessuna valutazione finora
- Weft & Warp TensionDocumento8 pagineWeft & Warp Tensionnemat2008Nessuna valutazione finora
- Elastic BehaviourDocumento4 pagineElastic BehaviourEhsan WasimNessuna valutazione finora
- Applying Kaizen Methodology to Improve Processes in Textile MillsDocumento6 pagineApplying Kaizen Methodology to Improve Processes in Textile MillsMuhammad Rofiq muhammadrofiq.2020Nessuna valutazione finora
- Fabric geometry evaluation methodologyDocumento7 pagineFabric geometry evaluation methodologyPrabakaran Chinnathambi100% (1)
- Pid#527241 & 527245 Fabric Test ReportDocumento3 paginePid#527241 & 527245 Fabric Test ReportAll In OneNessuna valutazione finora
- Bi ComponentDocumento13 pagineBi ComponentA.K.M. Rashedul IslamNessuna valutazione finora
- Singeing: ND THDocumento45 pagineSingeing: ND THSubham PalNessuna valutazione finora
- A Comparative Analysis of Fabric Tear Strength Testing MethodsDocumento6 pagineA Comparative Analysis of Fabric Tear Strength Testing MethodsLow Kah ZhoyNessuna valutazione finora
- BS en 14704 1 2005 Determination of The Elasticity of Fabri PDFDocumento27 pagineBS en 14704 1 2005 Determination of The Elasticity of Fabri PDFMehedi HasanNessuna valutazione finora
- Effect of DY Ratio On DTYDocumento4 pagineEffect of DY Ratio On DTYDela Noor Rakhmat SNessuna valutazione finora
- Blowroom (Autosaved)Documento61 pagineBlowroom (Autosaved)drskathirrveluNessuna valutazione finora
- High Performance Fibers Hifza 1Documento20 pagineHigh Performance Fibers Hifza 1Hifza khalidNessuna valutazione finora
- Identification of Textile FibersDocumento3 pagineIdentification of Textile FibersDebasish Ghosh100% (1)
- Different Fastness TestDocumento13 pagineDifferent Fastness TestadeelNessuna valutazione finora
- Evaluation of yarn diameter and its effect on fabric qualityDocumento8 pagineEvaluation of yarn diameter and its effect on fabric qualitySabeeh Ul HassanNessuna valutazione finora
- Qualifications Pack Production SupervisorDocumento33 pagineQualifications Pack Production SupervisorANKITNessuna valutazione finora
- Note Polyster FiberDocumento16 pagineNote Polyster FiberMohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- 10 5923 J Fs 20120206 16 PDFDocumento9 pagine10 5923 J Fs 20120206 16 PDFMakhiyas ShubkhiNessuna valutazione finora
- WindSystems PPG PDFDocumento6 pagineWindSystems PPG PDFMuhammad AgilNessuna valutazione finora
- Filtration of Particles Through A Single Layer of Dual Scale Fibrous Porous MediaChohra07 PDFDocumento17 pagineFiltration of Particles Through A Single Layer of Dual Scale Fibrous Porous MediaChohra07 PDFenjpetNessuna valutazione finora
- The Nakshatras and Hindu Moon CyclesDocumento79 pagineThe Nakshatras and Hindu Moon CyclesKanagaraj Ganesan100% (1)
- Biological Races in Humans 2014Documento22 pagineBiological Races in Humans 2014Kanagaraj GanesanNessuna valutazione finora
- Air Permeability Value of Textile FabricsDocumento10 pagineAir Permeability Value of Textile FabricsgokulNessuna valutazione finora
- Ghaisal Train Accident 2002Documento5 pagineGhaisal Train Accident 2002Kanagaraj GanesanNessuna valutazione finora
- Orthotic OverviewDocumento59 pagineOrthotic OverviewKanagaraj GanesanNessuna valutazione finora
- Web-Based Human Advisor Fuzzy Expert Sys 2013 PaperDocumento8 pagineWeb-Based Human Advisor Fuzzy Expert Sys 2013 PaperKanagaraj GanesanNessuna valutazione finora
- Orthotic OverviewDocumento59 pagineOrthotic OverviewKanagaraj GanesanNessuna valutazione finora
- Ranti: National E-Governance Plan (Negp) 2.0Documento105 pagineRanti: National E-Governance Plan (Negp) 2.0Kanagaraj GanesanNessuna valutazione finora
- Effective Use of Smart Cards 2012 Sweden StudyDocumento36 pagineEffective Use of Smart Cards 2012 Sweden StudyKanagaraj GanesanNessuna valutazione finora
- Therapeutic Hosiery Oct 2008 CMEDocumento10 pagineTherapeutic Hosiery Oct 2008 CMEKanagaraj GanesanNessuna valutazione finora
- Pediatric Flexible Flatfoot Sep 2008 CMEDocumento10 paginePediatric Flexible Flatfoot Sep 2008 CMEKanagaraj GanesanNessuna valutazione finora
- Application Form-A Registrn As MFR With DGS & DDocumento7 pagineApplication Form-A Registrn As MFR With DGS & DKanagaraj GanesanNessuna valutazione finora
- NSIC IndiaDocumento12 pagineNSIC IndiaKanagaraj GanesanNessuna valutazione finora
- Dynamic Fall Detection and Pace Measurement in Walking SticksDocumento3 pagineDynamic Fall Detection and Pace Measurement in Walking SticksKanagaraj GanesanNessuna valutazione finora
- Wrist Wrap China US ITC Rulings & HTS NYN 019242 2007Documento2 pagineWrist Wrap China US ITC Rulings & HTS NYN 019242 2007gkanagaraj1963Nessuna valutazione finora
- Ptdial Arm Brand Germany Us Itc Rulings & Hts Ot RR NC n1 105 Ny N 025755 2008Documento2 paginePtdial Arm Brand Germany Us Itc Rulings & Hts Ot RR NC n1 105 Ny N 025755 2008Kanagaraj GanesanNessuna valutazione finora
- Monster c4 Thread Text - Edited (Way Long) Version2 - Ford Muscle Cars Tech ForumDocumento19 pagineMonster c4 Thread Text - Edited (Way Long) Version2 - Ford Muscle Cars Tech Forumjohn larsonNessuna valutazione finora
- I-Plan Marketing List On Installments 11-Aug-23Documento10 pagineI-Plan Marketing List On Installments 11-Aug-23HuxaifaNessuna valutazione finora
- Global POVEQ NGADocumento2 pagineGlobal POVEQ NGABonifaceNessuna valutazione finora
- EM24DINDSDocumento14 pagineEM24DINDSJavaprima Dinamika AbadiNessuna valutazione finora
- Lembar Kerja Lap Keu - Tahap 1Documento4 pagineLembar Kerja Lap Keu - Tahap 1Safana AuraNessuna valutazione finora
- Adverse Drug Reactions in A ComplementaryDocumento8 pagineAdverse Drug Reactions in A Complementaryrr48843Nessuna valutazione finora
- Chapter 2 EnglishDocumento9 pagineChapter 2 Englishdgdhdh_66Nessuna valutazione finora
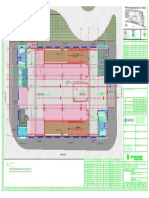
- Key plan and area statement comparison for multi-level car park (MLCPDocumento1 paginaKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYANessuna valutazione finora
- USB and ACPI Device IDsDocumento10 pagineUSB and ACPI Device IDsKortiyarshaBudiyantoNessuna valutazione finora
- 2.1-Islamic Law of Contract and SalesDocumento39 pagine2.1-Islamic Law of Contract and SalesAllauddinagha100% (1)
- Physical GEOGRAPHY - TIEDocumento432 paginePhysical GEOGRAPHY - TIEnassorussi9Nessuna valutazione finora
- Contract Management Software BenefitsDocumento9 pagineContract Management Software BenefitsYashas JaiswalNessuna valutazione finora
- Chapter 7, 8, 9Documento11 pagineChapter 7, 8, 9Rubilyn IbarretaNessuna valutazione finora
- Responsibility Matrix D&B Rev 3 22 - Sep - 2014Documento10 pagineResponsibility Matrix D&B Rev 3 22 - Sep - 2014hatemsharkNessuna valutazione finora
- Human Resource Planning and Corroporate Strategies: Meaning and Definition of StrategyDocumento19 pagineHuman Resource Planning and Corroporate Strategies: Meaning and Definition of StrategyRashmi KhublaniNessuna valutazione finora
- The Government-Created Subprime Mortgage Meltdown by Thomas DiLorenzoDocumento3 pagineThe Government-Created Subprime Mortgage Meltdown by Thomas DiLorenzodavid rockNessuna valutazione finora
- Conflict Analysis Tools PDFDocumento12 pagineConflict Analysis Tools PDFApeuDerrop0% (1)
- Rediscovering Ecotorism - : Poaching, A Major Challenge in Liwonde National Park Cashing in On TourismDocumento28 pagineRediscovering Ecotorism - : Poaching, A Major Challenge in Liwonde National Park Cashing in On TourismJohn Richard KasalikaNessuna valutazione finora
- 14.4 Demonstration of Leak Before Break Design Criteria For Pipes of PHT System PHWRDocumento2 pagine14.4 Demonstration of Leak Before Break Design Criteria For Pipes of PHT System PHWRRoman KrautschneiderNessuna valutazione finora
- Chobani: The Falling First Mover: Jianan LiaoDocumento5 pagineChobani: The Falling First Mover: Jianan Liaowofop34547Nessuna valutazione finora
- Ec010 505 Applied Electromagnetic TheoryDocumento2 pagineEc010 505 Applied Electromagnetic Theorywalternampimadom100% (1)
- B. Com II Year Economics Previous Year QuestionsDocumento11 pagineB. Com II Year Economics Previous Year QuestionsShashiMohanKotnalaNessuna valutazione finora
- Cardboard Dream HouseDocumento1 paginaCardboard Dream Houseapi-630719553Nessuna valutazione finora
- Fa2prob3 1Documento3 pagineFa2prob3 1jayNessuna valutazione finora
- Fmi Code GuideDocumento82 pagineFmi Code GuideNguyễn Văn Hùng100% (4)
- Semi Detailed Lesson Format BEEd 1Documento2 pagineSemi Detailed Lesson Format BEEd 1Kristine BuenaventuraNessuna valutazione finora
- MCT-MST Formative Report Form 2bashaer AwadDocumento9 pagineMCT-MST Formative Report Form 2bashaer Awadapi-315648941Nessuna valutazione finora
- Cu Unjieng V MabalacatDocumento6 pagineCu Unjieng V MabalacatMp CasNessuna valutazione finora
- MicroProcessadores ZelenovskyDocumento186 pagineMicroProcessadores ZelenovskyDavid SantosNessuna valutazione finora
- Gas Turbine MaintenanceDocumento146 pagineGas Turbine MaintenanceMamoun1969100% (8)