Potrebbero piacerti anche
- MATH8-Relations and Functions Worksheet AnswersDocumento15 pagineMATH8-Relations and Functions Worksheet AnswersRhealyn Joy Narciso100% (2)
- Astm C27Documento2 pagineAstm C27nee2790Nessuna valutazione finora
- PC Assembly PlantDocumento19 paginePC Assembly Plantmuyenzo100% (1)
- CH 10Documento125 pagineCH 10Lisset Soraya Huamán QuispeNessuna valutazione finora
- Gears: Gear Types 1.2 Gear Nomenclature and FormulasDocumento17 pagineGears: Gear Types 1.2 Gear Nomenclature and FormulasDarwin LimNessuna valutazione finora
- Spur Gear Fatigue LifeDocumento7 pagineSpur Gear Fatigue LifeGamini SureshNessuna valutazione finora
- Efficient Gear Drive DesignDocumento9 pagineEfficient Gear Drive DesignMaggy IrunguNessuna valutazione finora
- Chap-6 Gears 1Documento30 pagineChap-6 Gears 1AlysNessuna valutazione finora
- Rajesh Final Book@28!11!16Documento168 pagineRajesh Final Book@28!11!16rajeshNessuna valutazione finora
- Machine Design & Drawing - II - GEARSDocumento12 pagineMachine Design & Drawing - II - GEARSSenthil KumarNessuna valutazione finora
- GearDocumento21 pagineGeardaniel hambissaNessuna valutazione finora
- Gear MeasurementDocumento12 pagineGear MeasurementCobra BabaNessuna valutazione finora
- Load Sharing Based Fillet Stress Analysis of Involute Helical GearsDocumento5 pagineLoad Sharing Based Fillet Stress Analysis of Involute Helical GearsR Prabhu SekarNessuna valutazione finora
- Design Considerations of Transmission SystemsDocumento39 pagineDesign Considerations of Transmission SystemsKaung KhantNessuna valutazione finora
- BevelDocumento20 pagineBevelOmer NadeemNessuna valutazione finora
- University of Hail: Gears - GeneralDocumento51 pagineUniversity of Hail: Gears - GeneralROBINNessuna valutazione finora
- Design Considerations of Manual Gearbox ComponentsDocumento14 pagineDesign Considerations of Manual Gearbox ComponentsKaung KhantNessuna valutazione finora
- Gear Trains: Qassim University Unayzah College of Engineering Mechanical Engineering DeptDocumento42 pagineGear Trains: Qassim University Unayzah College of Engineering Mechanical Engineering DeptDanialNessuna valutazione finora
- Dynamic Simulation of Meshing Force in Broken Tooth Involute Gear Meshing Process Based On ADAMSDocumento4 pagineDynamic Simulation of Meshing Force in Broken Tooth Involute Gear Meshing Process Based On ADAMSAsha VenkataramNessuna valutazione finora
- Research Article Design and Investigation of An Asymmetric Logarithmic Spiral Gear DriveDocumento15 pagineResearch Article Design and Investigation of An Asymmetric Logarithmic Spiral Gear DriveAHMED WALIDNessuna valutazione finora
- Chapter 9 Spur Gear DesignDocumento27 pagineChapter 9 Spur Gear Designagung badoNessuna valutazione finora
- Introduction To Mechanisms: 7 GearsDocumento15 pagineIntroduction To Mechanisms: 7 GearsgauravthamanNessuna valutazione finora
- DVGDocumento53 pagineDVGbalajigandhirajanNessuna valutazione finora
- Hypoid Gears With Involute Teeth: David B. DoonerDocumento6 pagineHypoid Gears With Involute Teeth: David B. DoonerLibardo Cardenas PNessuna valutazione finora
- Helical Gears: (Buckingham) Book)Documento18 pagineHelical Gears: (Buckingham) Book)govindarajan017100% (1)
- Universidad Autónoma de Querétaro.: Facultad de Ingeniería. Ingeniería ElectromecánicaDocumento16 pagineUniversidad Autónoma de Querétaro.: Facultad de Ingeniería. Ingeniería ElectromecánicaSalvador Vega MancillaNessuna valutazione finora
- Bevel GearDocumento28 pagineBevel Gearmahesh kitturNessuna valutazione finora
- TEMERADocumento6 pagineTEMERATahir FadhilNessuna valutazione finora
- ZEIT3700 Notes Gearing 1Documento6 pagineZEIT3700 Notes Gearing 1ghufran015580Nessuna valutazione finora
- Gear TerminologyDocumento42 pagineGear Terminologyyair Enrique Romero OspinoNessuna valutazione finora
- 7 Gears: 7.1 Gear ClassificationDocumento10 pagine7 Gears: 7.1 Gear ClassificationAshish SinglaNessuna valutazione finora
- ME324 Lecture5Documento66 pagineME324 Lecture5Jam Maica TuboNessuna valutazione finora
- Conjugate Tooth-1-2 PDFDocumento8 pagineConjugate Tooth-1-2 PDFHarshavardhan Kutal100% (1)
- UntitledDocumento16 pagineUntitledDavid DjNessuna valutazione finora
- Gear Backlash: 6.1 Types of BacklashesDocumento13 pagineGear Backlash: 6.1 Types of BacklashesRamazan MERALNessuna valutazione finora
- Gear Classification: Page - 1Documento12 pagineGear Classification: Page - 1maloyNessuna valutazione finora
- Mechanical Drives Gear SelectionDocumento46 pagineMechanical Drives Gear Selectionganga6013Nessuna valutazione finora
- GearsDocumento46 pagineGearsNarender NarruNessuna valutazione finora
- Gears: Looking For GATE Preparation Material? Join & Get Here Now!Documento8 pagineGears: Looking For GATE Preparation Material? Join & Get Here Now!Akash SoniNessuna valutazione finora
- Introduction To Mechanisms: 7 GearsDocumento15 pagineIntroduction To Mechanisms: 7 GearsDezert EagleNessuna valutazione finora
- Gear ModuleDocumento4 pagineGear ModuleAakash KarkiNessuna valutazione finora
- Design of Differential For Automobile Teaching Aid: © AUG 2019 - IRE Journals - Volume 3 Issue 2 - ISSN: 2456-8880Documento6 pagineDesign of Differential For Automobile Teaching Aid: © AUG 2019 - IRE Journals - Volume 3 Issue 2 - ISSN: 2456-8880Obaida BawezNessuna valutazione finora
- 2 Marks: Q & A Spur Gear Terminology and DefinitionsDocumento71 pagine2 Marks: Q & A Spur Gear Terminology and DefinitionsPrasanna Sekar0% (1)
- Design Helical, Bevel and Worm GearsDocumento36 pagineDesign Helical, Bevel and Worm GearsSandeep PrajapatiNessuna valutazione finora
- 7 Gears: 7.1 Gear ClassificationDocumento15 pagine7 Gears: 7.1 Gear ClassificationSimrit Kaur MakanNessuna valutazione finora
- GEARSDocumento46 pagineGEARSsrsoumyankNessuna valutazione finora
- Gears Nomenclature: by Feedback by Comments 1 MahekDocumento20 pagineGears Nomenclature: by Feedback by Comments 1 MahekSujai BaskarNessuna valutazione finora
- Gears Nomenclature: by Feedback by Comments 1 MahekDocumento20 pagineGears Nomenclature: by Feedback by Comments 1 MahekSujai BaskarNessuna valutazione finora
- IN 2020 AkashDocumento12 pagineIN 2020 AkashSriram SundarNessuna valutazione finora
- International Journal of Computational Engineering Research (IJCER)Documento7 pagineInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)Nessuna valutazione finora
- Kom May-June 2013Documento8 pagineKom May-June 2013nazeerabiaNessuna valutazione finora
- Theory of Machine: Toothed GearingDocumento14 pagineTheory of Machine: Toothed GearingRs SumitNessuna valutazione finora
- Chapter 9 Spur Gear DesignDocumento122 pagineChapter 9 Spur Gear DesignJimmy Silvera OtañeNessuna valutazione finora
- DESIGN OF HELICAL & BEVEL GEARSDocumento53 pagineDESIGN OF HELICAL & BEVEL GEARSPRANAY SHRIDHAR100% (1)
- Helical GearsDocumento24 pagineHelical GearsPrakash Joshi88% (8)
- ME 308 Machine Elements Ii: 26.04.2012 Chapter 5 Spur Gears 1Documento31 pagineME 308 Machine Elements Ii: 26.04.2012 Chapter 5 Spur Gears 1Nihat YildirimNessuna valutazione finora
- Toothed Gearing Types and ApplicationsDocumento35 pagineToothed Gearing Types and ApplicationsSomnath Somadder100% (1)
- Study On The Meshing Force of Misaligned Gear CouplingDocumento7 pagineStudy On The Meshing Force of Misaligned Gear CouplingnilsNessuna valutazione finora
- Chapter 4 Gear DrivesDocumento65 pagineChapter 4 Gear DrivesabebawalemkerNessuna valutazione finora
- Robot Manipulators: Modeling, Performance Analysis and ControlDa EverandRobot Manipulators: Modeling, Performance Analysis and ControlNessuna valutazione finora
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisDa EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNessuna valutazione finora
- 24TH Floor Low Rise Floor Acmv-A0-AiDocumento1 pagina24TH Floor Low Rise Floor Acmv-A0-AiDarwin LimNessuna valutazione finora
- View 'Y' Section 'G': The AlcovesDocumento1 paginaView 'Y' Section 'G': The AlcovesDarwin LimNessuna valutazione finora
- Level 33Rd Floor Plan: The AlcovesDocumento1 paginaLevel 33Rd Floor Plan: The AlcovesDarwin LimNessuna valutazione finora
- 25th Floor Low Rise Floor Acmv-A0-AiDocumento1 pagina25th Floor Low Rise Floor Acmv-A0-AiDarwin LimNessuna valutazione finora
- Enrollment Procedure For Returnee-Shiftee-Second CourserDocumento1 paginaEnrollment Procedure For Returnee-Shiftee-Second CourserDarwin LimNessuna valutazione finora
- 16TH Floor Low Rise Floor (Bi-Level) Acmv-A3Documento1 pagina16TH Floor Low Rise Floor (Bi-Level) Acmv-A3Darwin LimNessuna valutazione finora
- 7TH Floor Garden Low Rise Floor Air Conditioning and Ventilation Layout-A0Documento1 pagina7TH Floor Garden Low Rise Floor Air Conditioning and Ventilation Layout-A0Darwin LimNessuna valutazione finora
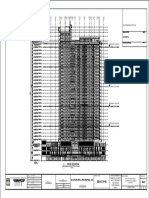
- Front Elevation: The AlcovesDocumento1 paginaFront Elevation: The AlcovesDarwin LimNessuna valutazione finora
- 04.basement 3 Air-Conditioning and Ventilation Layout-1351e1-03bDocumento1 pagina04.basement 3 Air-Conditioning and Ventilation Layout-1351e1-03bDarwin LimNessuna valutazione finora
- Basement Ventilation Schematic Diagram: Office of The Building OfficialDocumento1 paginaBasement Ventilation Schematic Diagram: Office of The Building OfficialDarwin LimNessuna valutazione finora
- 22nd Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Documento1 pagina22nd Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Darwin LimNessuna valutazione finora
- Application Form: Professional Regulation CommissionDocumento1 paginaApplication Form: Professional Regulation CommissionDarwin LimNessuna valutazione finora
- 6th Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Documento1 pagina6th Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Darwin LimNessuna valutazione finora
- 18th Floor Garden Lowrise Floor Acmv-A0Documento1 pagina18th Floor Garden Lowrise Floor Acmv-A0Darwin LimNessuna valutazione finora
- 8TH Floor Low Air Conditioning and Ventilation Layout-A0-AiDocumento1 pagina8TH Floor Low Air Conditioning and Ventilation Layout-A0-AiDarwin LimNessuna valutazione finora
- 19TH Floor Lowrise Acmv-A0-AiDocumento1 pagina19TH Floor Lowrise Acmv-A0-AiDarwin LimNessuna valutazione finora
- WARNING! Never Test With or Transport/store Compressed Air or Gas in uPVC Pipe and Fittings. Doing So Can Result in Explosive FailuresDocumento1 paginaWARNING! Never Test With or Transport/store Compressed Air or Gas in uPVC Pipe and Fittings. Doing So Can Result in Explosive FailuresDarwin LimNessuna valutazione finora
- The Alcoves: Cradle DataDocumento1 paginaThe Alcoves: Cradle DataDarwin LimNessuna valutazione finora
- Electronic Official Receipt (eOR) Professional Regulation CommissionDocumento1 paginaElectronic Official Receipt (eOR) Professional Regulation CommissionDarwin LimNessuna valutazione finora
- Container Quantities and Thread SpecificationsDocumento1 paginaContainer Quantities and Thread SpecificationsDarwin LimNessuna valutazione finora
- Installation Notes:: Fuel Oil Storage TanksDocumento1 paginaInstallation Notes:: Fuel Oil Storage TanksDarwin LimNessuna valutazione finora
- VFD Trip TestDocumento2 pagineVFD Trip TestDarwin LimNessuna valutazione finora
- m2-02 Stair Fireman's Lift Pressurization-1351m2-03-1Documento1 paginam2-02 Stair Fireman's Lift Pressurization-1351m2-03-1Darwin LimNessuna valutazione finora
- 21st Floor Lowrise Floor (Bi-Level) Acmv-A1Documento1 pagina21st Floor Lowrise Floor (Bi-Level) Acmv-A1Darwin LimNessuna valutazione finora
- 23rd Floor Garden Lowrise Floor Acmv-A0Documento1 pagina23rd Floor Garden Lowrise Floor Acmv-A0Darwin LimNessuna valutazione finora
- 22nd Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Documento1 pagina22nd Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Darwin LimNessuna valutazione finora
- 9TH Floor Low Air Conditioning and Ventilation Layout-A0-AiDocumento1 pagina9TH Floor Low Air Conditioning and Ventilation Layout-A0-AiDarwin LimNessuna valutazione finora
- 5TH Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Documento1 pagina5TH Floor Low Rise Floor (Bi-Level) Air Conditioning and Ventilation Layout-A3Darwin LimNessuna valutazione finora
- Podium 4 Air Conditioning and Ventilation Layout-1351fp1-08bDocumento1 paginaPodium 4 Air Conditioning and Ventilation Layout-1351fp1-08bDarwin LimNessuna valutazione finora
- Basement 1 Air-Conditioning and Ventilation Layout-A0Documento1 paginaBasement 1 Air-Conditioning and Ventilation Layout-A0Darwin LimNessuna valutazione finora
- Abiotic and Biotic Factors DFDocumento2 pagineAbiotic and Biotic Factors DFgiselleNessuna valutazione finora
- BS en 12201 5 2011Documento20 pagineBS en 12201 5 2011fatjon31100% (4)
- 1999 - Seismic Soil Structure Interaction in Buildings - I Analytical Aspects PDFDocumento13 pagine1999 - Seismic Soil Structure Interaction in Buildings - I Analytical Aspects PDFCesar PugsioNessuna valutazione finora
- LogiquidsDocumento2 pagineLogiquidsAloma FonsecaNessuna valutazione finora
- How Does Marijuana Affect The BrainDocumento3 pagineHow Does Marijuana Affect The BrainWanNurAtikahNessuna valutazione finora
- Shaw-Box Hoist - 700 Series Electric Wire Rope 10 To 25 Ton Manual PDFDocumento68 pagineShaw-Box Hoist - 700 Series Electric Wire Rope 10 To 25 Ton Manual PDFMbalekelwa MpembeNessuna valutazione finora
- Poultry DiseasesDocumento5 paginePoultry DiseasesAnjum IslamNessuna valutazione finora
- Patient Positioning: Complete Guide For Nurses: Marjo S. Malabanan, R.N.,M.NDocumento43 paginePatient Positioning: Complete Guide For Nurses: Marjo S. Malabanan, R.N.,M.NMercy Anne EcatNessuna valutazione finora
- CV1000 CV2000 CV3000 Ice Cube Machines SpecsDocumento12 pagineCV1000 CV2000 CV3000 Ice Cube Machines SpecsAriel Godoy100% (1)
- Fairs in Punjab 2021-22Documento9 pagineFairs in Punjab 2021-22Suchintan SinghNessuna valutazione finora
- Science Section A UPSRDocumento2 pagineScience Section A UPSRvinno8556% (9)
- Chapter 7 (Additional Notes) Thermodynamics Review (Power Plant Technology by M Wakil)Documento29 pagineChapter 7 (Additional Notes) Thermodynamics Review (Power Plant Technology by M Wakil)Aries SattiNessuna valutazione finora
- History: Ludwig Hunger: About Us: Home - Ludwig Hunger GMBHDocumento3 pagineHistory: Ludwig Hunger: About Us: Home - Ludwig Hunger GMBHPatrizio MassaroNessuna valutazione finora
- Principle Harmony RhythmDocumento16 paginePrinciple Harmony RhythmRosalinda PanopioNessuna valutazione finora
- Gps Vehicle Tracking System ProjectDocumento3 pagineGps Vehicle Tracking System ProjectKathrynNessuna valutazione finora
- Kingspan Spectrum™: Premium Organic Coating SystemDocumento4 pagineKingspan Spectrum™: Premium Organic Coating SystemNikolaNessuna valutazione finora
- GE - Oil Sheen Detection, An Alternative To On-Line PPM AnalyzersDocumento2 pagineGE - Oil Sheen Detection, An Alternative To On-Line PPM AnalyzersjorgegppNessuna valutazione finora
- Sanchez 07 Poles and Zeros of Transfer FunctionsDocumento20 pagineSanchez 07 Poles and Zeros of Transfer FunctionsYasmin KayeNessuna valutazione finora
- Etoh Membrane Seperation I&ec - 49-p12067 - 2010 - HuangDocumento7 pagineEtoh Membrane Seperation I&ec - 49-p12067 - 2010 - HuangHITESHNessuna valutazione finora
- Cooling System Exhaust System: RadiatorDocumento2 pagineCooling System Exhaust System: RadiatorMd ShNessuna valutazione finora
- Presentation For Partial Fulfillment of The Diploma in Occupational Safety and HealthDocumento16 paginePresentation For Partial Fulfillment of The Diploma in Occupational Safety and HealthmarinaNessuna valutazione finora
- Hot Tub BrochureDocumento124 pagineHot Tub BrochureMai Tuan AnhNessuna valutazione finora
- EM-CABLE Product CatalogDocumento96 pagineEM-CABLE Product Catalogm00h00Nessuna valutazione finora
- D6528-07 ASTM Standard Consolidated Undrained Direct Simple Shear Testing of Cohesive SoilsDocumento9 pagineD6528-07 ASTM Standard Consolidated Undrained Direct Simple Shear Testing of Cohesive SoilsDayana HernandezNessuna valutazione finora
- 2.gantry Rotation Safety CheckDocumento2 pagine2.gantry Rotation Safety CheckLê Hồ Nguyên ĐăngNessuna valutazione finora
- 4thinternationalconferencetheimportanceofplace Proceedings 2017 PDFDocumento428 pagine4thinternationalconferencetheimportanceofplace Proceedings 2017 PDFnerko86Nessuna valutazione finora