Potrebbero piacerti anche
- Saratoga Racino 2017 ReportDocumento15 pagineSaratoga Racino 2017 ReportAnonymous Pg7RtdU8uHNessuna valutazione finora
- Rivers Casino Monthly ReportDocumento2 pagineRivers Casino Monthly ReportDan ShepardNessuna valutazione finora
- 2016 Schenectady County Landslide ReportDocumento11 pagine2016 Schenectady County Landslide ReportAnonymous Pg7RtdU8uHNessuna valutazione finora
- General Electric Q3 2017 PerformanceDocumento13 pagineGeneral Electric Q3 2017 PerformanceAnonymous Pg7RtdU8uHNessuna valutazione finora
- BC U.S. Cuba NytDocumento2 pagineBC U.S. Cuba NytAnonymous Pg7RtdU8uHNessuna valutazione finora
- City of Schenectady v. New York State Public Employment Relations BoardDocumento11 pagineCity of Schenectady v. New York State Public Employment Relations BoardAnonymous Pg7RtdU8uHNessuna valutazione finora
- The People of The State of New York Against Bentley ValdezDocumento6 pagineThe People of The State of New York Against Bentley ValdezAnonymous Pg7RtdU8uHNessuna valutazione finora
- Opioid SchenectadyDocumento74 pagineOpioid SchenectadyAnonymous Pg7RtdU8uHNessuna valutazione finora
- GE 2017 First Quarter Performance: Financial Results & Company HighlightsDocumento14 pagineGE 2017 First Quarter Performance: Financial Results & Company HighlightsAnonymous Pg7RtdU8uHNessuna valutazione finora
- Schenectady Firefighters ContractDocumento12 pagineSchenectady Firefighters ContractAnonymous Pg7RtdU8uHNessuna valutazione finora
- James B. Comey StatementDocumento7 pagineJames B. Comey StatementYahoo News100% (6)
- 2017.04.07 - Nicholaus Building - Structural Assessment LetterDocumento2 pagine2017.04.07 - Nicholaus Building - Structural Assessment LetterAnonymous Pg7RtdU8uHNessuna valutazione finora
- Family Wise10 CoxDocumento2 pagineFamily Wise10 CoxAnonymous Pg7RtdU8uHNessuna valutazione finora
- Mccarthy House TestmonyDocumento8 pagineMccarthy House TestmonyAnonymous Pg7RtdU8uHNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- PHILADELPHIA, PA, Spring 2013-The Ancient Roman Empire's: A Philadelphia International Festival of The Arts EventDocumento3 paginePHILADELPHIA, PA, Spring 2013-The Ancient Roman Empire's: A Philadelphia International Festival of The Arts EventAnonymous Feglbx5Nessuna valutazione finora
- Mayad Nga Aga!Documento46 pagineMayad Nga Aga!ErisSa ChongcoNessuna valutazione finora
- 23m - Sheet1Documento2 pagine23m - Sheet1api-391207601Nessuna valutazione finora
- RJA09PIVBiblographyfinalversion PDFDocumento177 pagineRJA09PIVBiblographyfinalversion PDFgaurav singhNessuna valutazione finora
- ART - Eliciting Mysticism From Found ObjectsDocumento3 pagineART - Eliciting Mysticism From Found Objectsdavid rockNessuna valutazione finora
- Movement Versus Activity Heidegger S 1922 23 Seminar On Aristotle S Ontology of Life PDFDocumento21 pagineMovement Versus Activity Heidegger S 1922 23 Seminar On Aristotle S Ontology of Life PDFRolando Gonzalez PadillaNessuna valutazione finora
- Suikoden V - Guides - Duel Guide - SuikosourceDocumento6 pagineSuikoden V - Guides - Duel Guide - SuikosourceSteven PrayogaNessuna valutazione finora
- A Gaelic Blessing - Deep PeaceDocumento4 pagineA Gaelic Blessing - Deep PeaceDraganVasiljevicNessuna valutazione finora
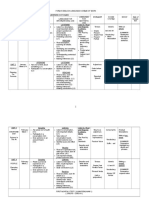
- Form 5 English Scheme of Work SummaryDocumento8 pagineForm 5 English Scheme of Work SummaryMazLinaNessuna valutazione finora
- Book case study and kindergarten net case explore play-based learningDocumento12 pagineBook case study and kindergarten net case explore play-based learningShabnamNessuna valutazione finora
- Lawang SewuDocumento4 pagineLawang SewuDjoko WidodoNessuna valutazione finora
- Pastoral Role in Equipping The Church'S Involvement in God'S MissionDocumento7 paginePastoral Role in Equipping The Church'S Involvement in God'S MissionDr PothanaNessuna valutazione finora
- Yeats - The TowerDocumento44 pagineYeats - The TowerAlex PedrottiNessuna valutazione finora
- Wrike PMS PDFDocumento2 pagineWrike PMS PDFggwcNessuna valutazione finora
- AH312 Art National Socialism A Soika A Meyer PDFDocumento11 pagineAH312 Art National Socialism A Soika A Meyer PDFJohn SebastianNessuna valutazione finora
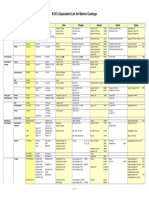
- Coating Equivalent List KCCDocumento3 pagineCoating Equivalent List KCCchrismas_g100% (2)
- Fruits and Vegetable Carving Development of Carving Patterns For BanquetsDocumento10 pagineFruits and Vegetable Carving Development of Carving Patterns For Banquetskarthika4aNessuna valutazione finora
- Lectio DivinaDocumento2 pagineLectio DivinatsumcNessuna valutazione finora
- Van Wyke - Imitating Bodies and ClothesDocumento17 pagineVan Wyke - Imitating Bodies and ClotheslucykentNessuna valutazione finora
- Stewardship 1950Documento40 pagineStewardship 1950IRASDNessuna valutazione finora
- Higgins ResumeDocumento2 pagineHiggins Resumeapi-232496669Nessuna valutazione finora
- Learn English With Ted TalksDocumento2 pagineLearn English With Ted TalksHassan J. QawasNessuna valutazione finora
- Apple FruitingDocumento37 pagineApple FruitingzhorvatovicNessuna valutazione finora
- Medieval Education Systems: Monasticism, Scholasticism & ChivalryDocumento63 pagineMedieval Education Systems: Monasticism, Scholasticism & ChivalryKaren Joy OrtizNessuna valutazione finora
- Study On: DubbingDocumento22 pagineStudy On: DubbingSebastian VANessuna valutazione finora
- ReimaginedDocumento3 pagineReimaginedAshley VinsonNessuna valutazione finora
- Teachers' Notes for FoxDocumento16 pagineTeachers' Notes for FoxIdo ShternNessuna valutazione finora
- Step-by-Step Photorealistic Colored Pencil Portraits - Supplies and Resources PDFDocumento20 pagineStep-by-Step Photorealistic Colored Pencil Portraits - Supplies and Resources PDFvidhu201080% (5)
- Human LyricsDocumento7 pagineHuman LyricsËçël EcelNessuna valutazione finora
- Review of Julian Apostata by Richard KleinDocumento7 pagineReview of Julian Apostata by Richard Kleinj.miguel593515Nessuna valutazione finora