Potrebbero piacerti anche
- CQI 9 Internal Audit Observations 07.04.11Documento2 pagineCQI 9 Internal Audit Observations 07.04.11Asif AliNessuna valutazione finora
- 02 Manufacturing Process Design InputsDocumento3 pagine02 Manufacturing Process Design InputsRaja DuraiNessuna valutazione finora
- PAPP Checklists and Forms PDFDocumento4 paginePAPP Checklists and Forms PDFsathyabalaramanNessuna valutazione finora
- Jig and FixtureDocumento92 pagineJig and FixturesubbuNessuna valutazione finora
- BNC-Supplier Audit ProcedureDocumento3 pagineBNC-Supplier Audit Procedurekyunjae JetomoNessuna valutazione finora
- Defect Matrix AutosavedDocumento23 pagineDefect Matrix AutosavedVikas KashyapNessuna valutazione finora
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocumento7 pagineSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNessuna valutazione finora
- QMS Cross Audit 18Documento4 pagineQMS Cross Audit 18rajesh sharmaNessuna valutazione finora
- Gap Analysis Vda Vs TsDocumento4 pagineGap Analysis Vda Vs TsSeval GünaltayNessuna valutazione finora
- Non Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLDocumento1 paginaNon Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLAyush NarangNessuna valutazione finora
- PFD and Pqcs of Can Rear BreakDocumento16 paginePFD and Pqcs of Can Rear BreakVikas KashyapNessuna valutazione finora
- 4 M Change LatestDocumento8 pagine4 M Change LatestVikas KashyapNessuna valutazione finora
- CQI-9Special Process: Heat Treat System AssessmentDocumento25 pagineCQI-9Special Process: Heat Treat System AssessmentSaâdi Sahbi100% (1)
- ISO/TS 16949 Consultancy Approach: Stage 1-Gap AnalysisDocumento1 paginaISO/TS 16949 Consultancy Approach: Stage 1-Gap AnalysiswisnuNessuna valutazione finora
- Butterworth Feedmill SDN BHD: Toolbox Meeting RecordsDocumento1 paginaButterworth Feedmill SDN BHD: Toolbox Meeting RecordsNurul NatashaNessuna valutazione finora
- Conflict Free Minerals Policy 2021Documento1 paginaConflict Free Minerals Policy 2021api-188445566Nessuna valutazione finora
- Part Submission ChecklistDocumento8 paginePart Submission ChecklistGeovanny HernándezNessuna valutazione finora
- Global Logistics Directive Version 20184 English - 20200626 PDFDocumento27 pagineGlobal Logistics Directive Version 20184 English - 20200626 PDFMarek DurinaNessuna valutazione finora
- Aiag-Vda Process Fmea PDFDocumento18 pagineAiag-Vda Process Fmea PDFsharif1974Nessuna valutazione finora
- Tool Life Monitoring RecordDocumento4 pagineTool Life Monitoring RecordMani ManishNessuna valutazione finora
- VDA 4530 Disposable Small Load CarrierDocumento32 pagineVDA 4530 Disposable Small Load CarrierEd RiNessuna valutazione finora
- Process Capability Analysis: Rohtas Fasteners PVT - LimitedDocumento2 pagineProcess Capability Analysis: Rohtas Fasteners PVT - LimitedVikas KashyapNessuna valutazione finora
- 8D/A4 Problem Solving Worksheet: Document: 10T-OD-001 Revision 0Documento3 pagine8D/A4 Problem Solving Worksheet: Document: 10T-OD-001 Revision 0prabhat sumaNessuna valutazione finora
- Fh-Hra-03 Skill Matrix - ManagerialDocumento1 paginaFh-Hra-03 Skill Matrix - ManagerialKarthi ThiyagarajanNessuna valutazione finora
- List of Shelf Life ItemsDocumento2 pagineList of Shelf Life ItemsDhinakaranNessuna valutazione finora
- F.disp.01 Schedule V-S Dispatch PlanDocumento6 pagineF.disp.01 Schedule V-S Dispatch PlanSaurabhNessuna valutazione finora
- An Introduction To ISO/TS 16949:2002: by George TaoDocumento91 pagineAn Introduction To ISO/TS 16949:2002: by George Taogerald904640Nessuna valutazione finora
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorDocumento4 pagine8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorVasanth KumarNessuna valutazione finora
- Irca Approved Lead Auditor Training CoursesDocumento6 pagineIrca Approved Lead Auditor Training CoursesArunNessuna valutazione finora
- 5 Why WeldingRobot ToyotaDocumento1 pagina5 Why WeldingRobot ToyotaMickloSoberanNessuna valutazione finora
- GR&R Variable October 2019 Check - As FoundDocumento5 pagineGR&R Variable October 2019 Check - As FoundxharpreetxNessuna valutazione finora
- 1 - Supplier Rating - Including Premium Freight1Documento1 pagina1 - Supplier Rating - Including Premium Freight1RAJESH DHOKALENessuna valutazione finora
- Responsibility & AUTHORITY HRDocumento4 pagineResponsibility & AUTHORITY HRManu SharmaNessuna valutazione finora
- Roles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017Documento18 pagineRoles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017DhinakaranNessuna valutazione finora
- MSA Dial Vernier Calipers ExampleDocumento1 paginaMSA Dial Vernier Calipers ExampleyendiNessuna valutazione finora
- Test Paper: Fifo & TraceabiltyDocumento2 pagineTest Paper: Fifo & TraceabiltyAtul SharmaNessuna valutazione finora
- 3 3bb0aDocumento7 pagine3 3bb0aEleandro JoaquimNessuna valutazione finora
- Process Wise Level Wise Skill Req. For Opr.Documento1 paginaProcess Wise Level Wise Skill Req. For Opr.Prakash kumarTripathiNessuna valutazione finora
- Iatf16949 2016 161010095719 PDFDocumento44 pagineIatf16949 2016 161010095719 PDFerkingulerNessuna valutazione finora
- Anand Kumar ResumeDocumento3 pagineAnand Kumar ResumeArun ShishodiaNessuna valutazione finora
- Apqp - Layered Process Audit-1594636097 SAMPLE 4Documento9 pagineApqp - Layered Process Audit-1594636097 SAMPLE 4ubraghuNessuna valutazione finora
- Fmea Chart 70kb PDFDocumento1 paginaFmea Chart 70kb PDFmike gamerNessuna valutazione finora
- Deviation Request: Deviation Request Is For Temporary Changes Only. Submission Is Only Valid With An 8D ReportDocumento3 pagineDeviation Request: Deviation Request Is For Temporary Changes Only. Submission Is Only Valid With An 8D ReporttrungNessuna valutazione finora
- DK Qap QHS 12-FR 03-R6 - CarDocumento1 paginaDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanNessuna valutazione finora
- Process Validation Record: Format No.: - DateDocumento2 pagineProcess Validation Record: Format No.: - DateRaja DuraiNessuna valutazione finora
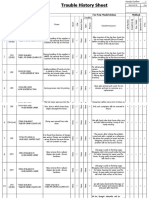
- Trouble HistoryDocumento7 pagineTrouble HistoryShahzaibUsmanNessuna valutazione finora
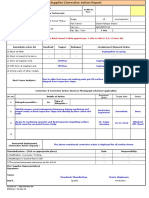
- Customer Satisfaction Measurment ProcedureDocumento1 paginaCustomer Satisfaction Measurment ProcedureAnkur GuptaNessuna valutazione finora
- Internal Audit Check List MRDocumento3 pagineInternal Audit Check List MRGanesh Iyer100% (1)
- 04-2552310121752-Sirirat-1 Productivity Improvement Tools & StandardsDocumento32 pagine04-2552310121752-Sirirat-1 Productivity Improvement Tools & StandardsKampol HarnkittisakulNessuna valutazione finora
- CQI 9 3rd Edition Errata SheetDocumento2 pagineCQI 9 3rd Edition Errata SheetANONIMONessuna valutazione finora
- Lumax Quality System: Gauge TypeDocumento4 pagineLumax Quality System: Gauge TypeHarkesh KumarNessuna valutazione finora
- AQLChart PDFDocumento2 pagineAQLChart PDFAnonymous tv3qpx2Nessuna valutazione finora
- Overall Equipment Effectiveness (O.E.E.) Monitoring Sheet: Shift 1Documento28 pagineOverall Equipment Effectiveness (O.E.E.) Monitoring Sheet: Shift 1Sukhjot SinghNessuna valutazione finora
- 04 Alternate Process ControlDocumento24 pagine04 Alternate Process ControlRaja DuraiNessuna valutazione finora
- Improvement KaizenDocumento11 pagineImprovement KaizenAnkur DhirNessuna valutazione finora
- Document Review Ver 00Documento8 pagineDocument Review Ver 00Sathyaprakash HsNessuna valutazione finora
- SAFE LAUNCH - Process Description and Information: 1. ObjectiveDocumento3 pagineSAFE LAUNCH - Process Description and Information: 1. ObjectiveSushil Kumar100% (2)
- Procedure Name: Amendment RecordDocumento6 pagineProcedure Name: Amendment RecordsubbuNessuna valutazione finora
- Cost Of Poor Quality A Complete Guide - 2021 EditionDa EverandCost Of Poor Quality A Complete Guide - 2021 EditionNessuna valutazione finora
- Process Performance Qualification Protocol For Autoclave - Pharmaceutical Guidelines 2Documento12 pagineProcess Performance Qualification Protocol For Autoclave - Pharmaceutical Guidelines 2MykolaNessuna valutazione finora
- Honda Disc 83521-BDocumento7 pagineHonda Disc 83521-BSumeet RatheeNessuna valutazione finora
- Drilling DepthDocumento2 pagineDrilling DepthSumeet RatheeNessuna valutazione finora
- Process Check Hot ShopDocumento12 pagineProcess Check Hot ShopSumeet RatheeNessuna valutazione finora
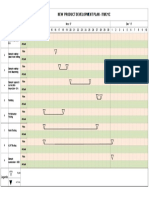
- New Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Documento1 paginaNew Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Sumeet RatheeNessuna valutazione finora
- Mom 22.9.16Documento1 paginaMom 22.9.16Sumeet RatheeNessuna valutazione finora
- Packing StandardDocumento1 paginaPacking StandardSumeet RatheeNessuna valutazione finora
- Invoice 2571657515Documento1 paginaInvoice 2571657515Sumeet RatheeNessuna valutazione finora
- Jane Cartwright: Project EngineerDocumento2 pagineJane Cartwright: Project Engineerdoan80Nessuna valutazione finora
- 2005 Sample Annual Meeting Speech For CEODocumento3 pagine2005 Sample Annual Meeting Speech For CEOShekhar MohadikarNessuna valutazione finora
- Ge1 Audit Plan Aug 2017Documento10 pagineGe1 Audit Plan Aug 2017Sumeet RatheeNessuna valutazione finora
- IQA IATF ChecksheetDocumento37 pagineIQA IATF ChecksheetSumeet Rathee100% (5)
- Temp Vs VisDocumento2 pagineTemp Vs VisSumeet RatheeNessuna valutazione finora
- Temp Vs VisDocumento2 pagineTemp Vs VisSumeet RatheeNessuna valutazione finora
- Nehjfwf Dfjhkfoc - 2hjkfjDocumento1 paginaNehjfwf Dfjhkfoc - 2hjkfjSumeet RatheeNessuna valutazione finora
- Modalloy : Product Datasheet Non Ferrous Metal TreatmentDocumento4 pagineModalloy : Product Datasheet Non Ferrous Metal TreatmentSumeet Rathee0% (1)
- Ge1 Audit Plan Aug 2017Documento10 pagineGe1 Audit Plan Aug 2017Sumeet RatheeNessuna valutazione finora
- 2017 Years Technology Department Objective: Target JanuaryDocumento2 pagine2017 Years Technology Department Objective: Target JanuarySumeet RatheeNessuna valutazione finora
- Lec 36Documento26 pagineLec 36plachinaNessuna valutazione finora
- lec37DGFGH PDFDocumento30 paginelec37DGFGH PDFSumeet RatheeNessuna valutazione finora
- lec37DGFGH PDFDocumento30 paginelec37DGFGH PDFSumeet RatheeNessuna valutazione finora
- Packing Approval SheetDocumento2 paginePacking Approval SheetSumeet RatheeNessuna valutazione finora
- 18 Bold ChevronsDocumento2 pagine18 Bold ChevronsSumeet RatheeNessuna valutazione finora
- MsaDocumento22 pagineMsaSumeet RatheeNessuna valutazione finora
- 322348640 (2)Documento3 pagine322348640 (2)Sumeet RatheeNessuna valutazione finora
- Deepak Antil: Curriculum VitaeDocumento2 pagineDeepak Antil: Curriculum VitaeSumeet RatheeNessuna valutazione finora
- 143 Icon FunDocumento1 pagina143 Icon FunSumeet RatheeNessuna valutazione finora
- Mom With Wenfeng and Lai: Wenfeng Lohia Auto IndDocumento3 pagineMom With Wenfeng and Lai: Wenfeng Lohia Auto IndSumeet RatheeNessuna valutazione finora
- VDA6Documento229 pagineVDA6Louie_197973% (11)
- Mom With Wenfeng and Lai: Wenfeng Lohia Auto IndDocumento3 pagineMom With Wenfeng and Lai: Wenfeng Lohia Auto IndSumeet RatheeNessuna valutazione finora
- Tongsuh Petrochemical Corp., LTD.: I. LIST OF COMPETITORS (International)Documento5 pagineTongsuh Petrochemical Corp., LTD.: I. LIST OF COMPETITORS (International)Marnel Roy MayorNessuna valutazione finora
- Itp LNG SentDocumento29 pagineItp LNG SentPasquale CutriNessuna valutazione finora
- FeltDocumento8 pagineFeltadhityaNessuna valutazione finora
- A308Documento4 pagineA308alirioNessuna valutazione finora
- Aluminium Alloy 6061Documento3 pagineAluminium Alloy 6061choobyNessuna valutazione finora
- Senior Project Manager PMP in Southwest USA UT Resume Glenn WrightDocumento2 pagineSenior Project Manager PMP in Southwest USA UT Resume Glenn WrightGlennWright2Nessuna valutazione finora
- Lecture 7 Dependent Demand InventoryDocumento20 pagineLecture 7 Dependent Demand InventoryWilliam DC RiveraNessuna valutazione finora
- Material Requirement Planning-2020Documento37 pagineMaterial Requirement Planning-2020Sam SamNessuna valutazione finora
- Pyramid PDFDocumento7 paginePyramid PDFAndriNessuna valutazione finora
- Myk Aso Joint Tape 2000 Ver 2Documento2 pagineMyk Aso Joint Tape 2000 Ver 2Devinder SokhiNessuna valutazione finora
- Al Si 7 MG 03Documento2 pagineAl Si 7 MG 03CSayanavaramNessuna valutazione finora
- Plastic TestingDocumento4 paginePlastic TestingMarija MilenkovicNessuna valutazione finora
- MalletDocumento2 pagineMalletJacques Andre Collantes BeaNessuna valutazione finora
- Vacuum CastingDocumento5 pagineVacuum CastingHarpreetSinghNessuna valutazione finora
- Proses Pembuatan KertasDocumento124 pagineProses Pembuatan Kertasgarispante07100% (7)
- Self-Compactig Concrete Development, Applications and Investigations OUCHIDocumento5 pagineSelf-Compactig Concrete Development, Applications and Investigations OUCHIlauravoineagNessuna valutazione finora
- GSDP All StatesDocumento64 pagineGSDP All StatesJoseph JohnsNessuna valutazione finora
- Electrodos SelectarcDocumento100 pagineElectrodos Selectarcsepe00Nessuna valutazione finora
- Raymond PTQM Roll No.02Documento13 pagineRaymond PTQM Roll No.02Sana Moon100% (1)
- References Are in Agreement With Umrl in Pipelines, Liquid Process PipingDocumento110 pagineReferences Are in Agreement With Umrl in Pipelines, Liquid Process PipingrafieeNessuna valutazione finora
- Hoover Eztote: Safe and Secure Shipping and Handling of Your Liquids in A One-Way IBCDocumento2 pagineHoover Eztote: Safe and Secure Shipping and Handling of Your Liquids in A One-Way IBCVinicio VillarruelNessuna valutazione finora
- Steel June 2017Documento54 pagineSteel June 2017Bipin Bansal AgarwalNessuna valutazione finora
- Plastics Technology Handbook Volume 1 PDFDocumento106 paginePlastics Technology Handbook Volume 1 PDFNguyễn Ngọc Phước VươngNessuna valutazione finora
- Installation: Sandvik SRP AB SE-233 81 Svedala, SwedenDocumento18 pagineInstallation: Sandvik SRP AB SE-233 81 Svedala, SwedenWilliam Villamizar100% (1)
- Toyota Motor Manufacturing OM Group 8Documento17 pagineToyota Motor Manufacturing OM Group 8Angshuman Sarkar50% (2)
- TP Aj Fgs TDocumento7 pagineTP Aj Fgs TskidamdnevnoNessuna valutazione finora
- S-Weld Spatter Guard TDS ENDocumento2 pagineS-Weld Spatter Guard TDS ENJeremy OngNessuna valutazione finora
- Toyota 3MDocumento33 pagineToyota 3MAkshay RaturiNessuna valutazione finora
- L-5 Recent Trends in Production and Operations ManagementDocumento34 pagineL-5 Recent Trends in Production and Operations ManagementKrystle DseuzaNessuna valutazione finora
- A 227Documento1 paginaA 227AnuranjanNessuna valutazione finora